基于变论域的真空烧结炉温度模糊控制系统
2016-05-04罗伟
罗伟
(湖南铁道职业技术学院铁道牵引与动力学院,湖南 株洲 412001)
基于变论域的真空烧结炉温度模糊控制系统
罗伟
(湖南铁道职业技术学院铁道牵引与动力学院,湖南 株洲 412001)
针对粉末冶金烧结过程中温度具有大滞后,非线性且设定值变化的特点,本文提出采用基于变论域的模糊控制智能算法对真空烧结炉的温度进行控制,以提高炉温的控制精度和快速性,实际运行结果表明了该方法的优越性和有效性。
真空烧结炉;温度;智能控制;变论域模糊控制
1 引言
烧结炉作为粉末冶金生产的关键设备,烧结温度的控制直接影响到产量的质量。其加热过程具有具有非线性、大时滞、强扰动的特点,严重影响了气化炉的质量、产量。传统的工业控制系统,过程随机性相对较小,控制策略较为简单,无法同时满足烧结炉控制过程,利用智能集成控制方法可以在综合多种智能控制策略的优点,较好地把握烧结炉控制过程的本质规律,提高控制精度,实现多目标优化控制。为此采用变论域模糊控制方法,将它对真空烧结炉温度进行控制,改善系统的响应速度,提高精度,取得了很好的控制效果。
2 真空烧结工艺
烧结是在低于粉末体熔点的温度下进行加热,使毗连的颗粒相互间形成冶金结合。烧结温度和保温时间要按制品的化学成分合理的确定,在实际生产中,如果升温太快,可能使坯块中的成型剂、水分以及某些杂质剧烈挥发,导致坯块产生裂纹。降温速度对制品性能同样有很大影响,不能过快,要视具体情况来定[1]。
图1给出了烧结工艺的温度控制要求示意图。烧结过程大致包括:(1)自由升温段(ob);(2)恒速升温段(cd),即要求烧结温度上升的速度按照某一斜率进行;(3)保温段(bc、df 和gh),即要求在这一过程中温度基本保持不变;(4)恒速降温段(fg),即要求温度下降的速度按某一斜率进行;(5)自由降温段(hi)。在实际加热过程中,控温段数会随着烧结材料不同而不同。
从图中可看到,除了ob(自由升温段)和hi(自由降温段)不需要精确的温度控制以外。其他各段都必须按具体的要求,进行精确的温度控制以保证制品的质量。而炉温的变化具有大惯性,大滞后和超调明显的特点,常规控制以及一般的模糊控制都较难高性能的适应。烧结炉基本模糊控制器结构如图2所示。其主要包裹模糊器、模糊推理、解模糊几个部分组成。
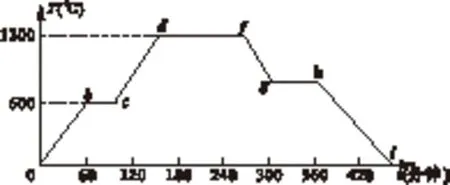
图1 烧结温度控制要求示意图
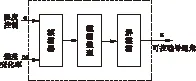
图2 模糊控制器控制结构
它能根据烧结炉中不同阶段温度的实时变化趋势,通过自适应调整机构对模糊控制器的比例因子进行在线自动调整,使得温度响应具有超调小、响应快、适应性强、稳定性高等性能。
3 模糊控制器的设计
输入语言变量有两个,为实际温度与给定值之间的温度偏差e和偏差变化率ec,而输出变量选为系统控制通过加热装置的电流的可控硅导通角的变化量u。
e,ec和u的基本论域分别为[-xe,xe];[-xec,xec];[-yu,yu]。
分别规定其模糊子集为:
量化因子Ke、Kec的作用是将输入变量从基本论域转换到相应的模糊集的论域,比例因子Ku将经模糊控制算法给出的控制量转换到控制对象能接受的基本论域中。量化因子和比例因子对温度控制系统性能有如下的影响:
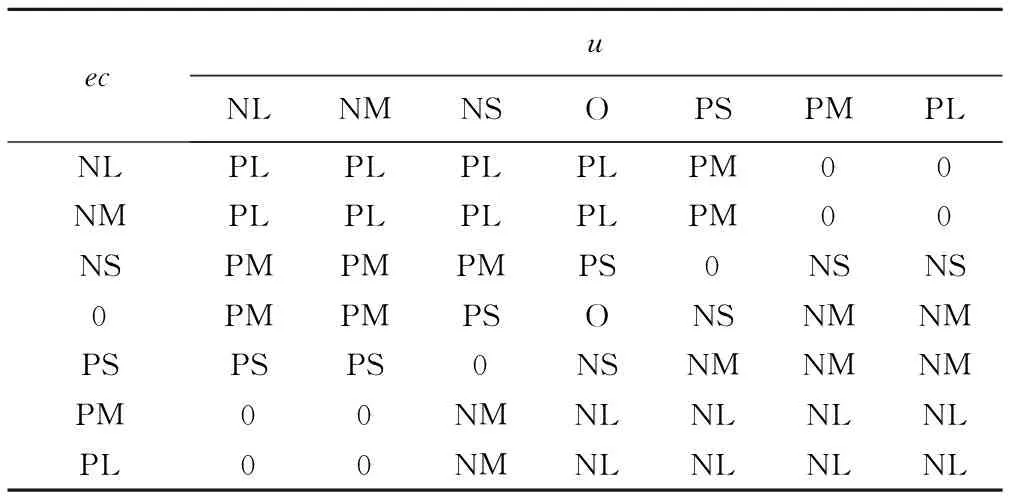
表1 模糊控制规则e
(1)量化因子Ke较大时,系统的升温速度较快,但超调量较大,过渡过程较长。从理论上讲,增大Ke相当于缩小了误差的基本论域,增强了误差的控制作用,因而导致了上升速度变快,但由于出现了超调,使过渡过程变长。
(2)量化因子Kec较大时,系统的超调量减小,Kec越大,超调量越小,但系统的响应速度变慢,可见,Kec对超调量有较强的遏制作用。
(3)输出比例因子Ku增大,相当于系统总的放大倍数增大,系统的响应速度加快,但是Ku取值过大时,则会导致系统振荡甚至发散。Ku值过小时,系统的前向增益很小,系统的输出上升速率较小,响应过程变长。[2]
4 变论域因子的设计
如果温度和变化率都仅采用基本论域,那么模糊控制器的控制效果将直接取决于基本论域的选取。当温度和变化率都在取值范围之外时,那么模糊控制器必然会选择PB或者NB的模糊规则。正常情况下,基本论域的选取,能够使偏差总体落在偏差取值区间内,偏差落在偏差取值极值范围外地情况并不多见,这时论域能够满足生产的工艺要求,控制效果较好。针对于具有大惯性、大滞后和超调严重等特点的烧结炉温度控制过程[3-4]受到反应温度、压力等环节影响,可能导致实际生产过程中偏差均落在偏差取值区间之外的情况。这会导致大部分模糊控制规则失效,控制器的输出会一直比理想输出偏大,这时可能会出现振荡以及不稳定的现象,严重影响控制效果。对于加热装置的电流的可控硅导通角的变化量u的选取也存在类似的问题。如果取值过大,可能出现超调、振荡及不稳定等现象;反之,若取值过小,使被控对象上升缓慢、不易稳定。由于u的基本论域直接影响输出u,因此它对整个控制效果起着决定性的作用。
变论域模糊思想使论域在适当时刻伸缩变化,只要设置适当的论域变化规则,就能获得较理想的导通角。变论域模糊控制器实现是在基于规则的模糊控制器的基础上引入伸缩因子。设α=[α1,α2]β,分别是输入和输出论域的伸缩因子,则变换后的论域为:
设常规的模糊输出为Fcflg,则变论域控制器输出FvFlg可以表示为:
Fvflg=β·Fcflg(e/α1,eC/α2)
不难发现,当α=[α1,α2]发生变化时,温度和变化率,对模糊控制器的作用会发生改变,当α1>1,α2>1时,论域相对于基本论域扩大,输入量的控制作用会减弱,从而降低控制灵敏度;反之当时,论域相对于基本论域缩小,输入量的控制作用会增强,如果过强,会造成系统超调。而输出控制量基本论域的伸缩因子由于直接作用于控制输出量,因此对控制效果影响更直接、重要。当在伸缩因子的作用下输出论域。输出u缩小时,控制量会相应缩小,如果过小,会出现系统反应迟缓,灵敏度低,不易稳定。
目前常用的有基于函数的伸缩因子的选取,采用函数对伸缩因子进行描述,函数的选择具有严格的限制,假设论域E(E∈[-X,X])的伸缩因子为α(x),则α(x)需要满足以下条件[5]:
(1)正规性:α(±X)=1,保证初始论域满足要求。
(2)对偶性:∀x∈E,α(-x)=α(x),保证论域两边伸缩的比例是一致的;
(3)避零性:α(0)= ε;ε为充分小的正数,保证变论域有最小的零点。
(4)单调性:在正区间内严格单调增加,保证论域随着误差的减少而收缩;
(5)协调性:∀x∈E,|x|≤α(x)X进行修正。
α1(e)=
α2(eC)=
式中,|emax|为温度e的最大偏差,e10为较小值,θ为较小数,|eCmax|为偏差率的最大偏差,e20为偏差较小值。λ为(0,1)区间的常量,对伸缩幅度起调节作
用。和k为数。
为保证系统的稳定性,加热装置的电流的可控硅导通角的变化量u的伸缩因子采用积分调节法,同时为不改变推理结果的符号,本文对输出变论域因子β采用求绝对值运算,实现方法如下式所示。
式中,K为正的比例因子,p1,p2为Lyapunov方程对称正定矩阵解的最后一列,可离线计算;初值β(0)作为一个设计参数根据实际情况调整,本文取β(0)=1,可得到可变论域模糊控制器的控制律。
5 结论
将这种变论域的模糊控制系统应用于某集团的真空烧结炉的温度控制上,取得了令人满意的控制效果。得到了图3所示的温度记录曲线,控制精度大大提高,升温跟踪误差在5℃以内,保温段精度可达3℃。因此达到了响应快、无超调、控制精度高及节约能源等要求,经处理的工件表面光亮、无氧化、质量可靠,取得了良好的经济效益。
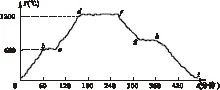
图3 模糊控制后的温度记录曲线
[1] 韩凤麟.粉末冶金设备实用手册[M].北京:冶金工业出版社,1997:150-192.
[2] 郭代仪.模糊控制技术及其在冶金工业中的应用[M].重庆:重庆大学出版社,1999:82-85.
[3] 马清亮,胡昌华,杨青.一种用于多目标优化的混合遗传算法[J].系统仿真学报,2004,16 (5):1038-1040.
[4] 王春生.铅锌烧结配料过程的智能集成建模与优化控制策略研究[D].中南大学,2008.
[5] 诸静.模糊控制原理及应用[M].2版.北京:机械工业出版社,2005.
Temperature System for Vacuum Sintering Furnace Based-on Variable Universe Fuzzy Control
LUOWei
(Hunan Railway Professional Technology College,Zhuzhou,Hunan,412001,China)
The powder metallurgy sintering procession had such characteristics as big lag,nonlinear and variable set-point,an intelligent control algorithm based on variable universe fuzzy contrlo model is proposed to control the temperature of vacuum sintering furnace.which can achieve perfect precision and quick ability,Finally,the run of system verified the effectiveness of the control algorithm.
vacuum sintering furnace;temperature;Intelligent control;variable universe fuzzy control
1004-289X(2016)05-0034-03
2013年度湖南省教育厅科学研究项目《生物质气化炉智能控制系统的研究与设计》(课题编号:13C591)
TP273
B
2015-07-18
罗伟(1979-),男,副教授,湖南株洲人,湖南铁道职业技术学院轨道交通系专任教师,中南大学信息学院工程硕士,研究方向:控制工程。
