带丙烷预冷的混合制冷剂液化天然气工艺优化
2016-04-28刘玉强司云航海洋石油工程股份有限公司天津30045苏州辰光工程咨询有限公司江苏苏州50
刘玉强,司云航(.海洋石油工程股份有限公司,天津 30045;.苏州辰光工程咨询有限公司,江苏苏州 50)
带丙烷预冷的混合制冷剂液化天然气工艺优化
刘玉强1,司云航2
(1.海洋石油工程股份有限公司,天津300452;2.苏州辰光工程咨询有限公司,江苏苏州215101)
摘要:采用HYSYS软件,建立丙烷一级、二级和三级预冷的液化天然气工艺模拟流程。对相同操作条件的原料天然气,在冷量功耗相同条件下,丙烷预冷级数越多,节能效果越好,但效果逐渐减缓,而流程的复杂程度、设备数量增加较快。利用带三级丙烷预冷的混合制冷剂液化天然气流程,对原料天然气进行液化。通过对混合制冷剂组分配比等参数进行优化,得到流程的最小比功耗是6.717 kW·h/kmol。液化2 000 kmol/h的原料气,仅需3 827 kmol/h混合制冷剂,达到了工况优化和节能的目的。
关键词:丙烷预冷;混合制冷剂;液化天然气;工艺优化;HYSYS软件
据统计,2014年我国天然气表观消费量超过1 800 亿m3,同比增长8.9 %。天然气在一次能源中的比重为6.3 %,远低于世界平均水平的23.58 %[1]。能源发展的迫切需要,为我国天然气行业的发展,尤其是液化天然气工业技术水平的提高提出了新的要求。
目前,带丙烷预冷的混合制冷剂循环工艺是液化天然气工业中应用最广泛的技术[2]。大量文献对该工艺的混合制冷剂技术进行了研究。袁树明[3]描述了混合制冷剂组分的选取和组分比例的确定方法;夏丹[4]以LNG比功耗为目标函数,以制冷剂压力和组成为决策变量,对天然气液化流程进行了优化;赵敏等[5,6]提出了依据原料气Cp-T特性调节制冷剂组分比例的方法。文献对混合制冷剂组分和配比的研究,要么限于定性描述,要么基于理论计算,而对于如何利用HYSYS模拟软件尽快实现流程收敛,从而确定最优的制冷剂组分和操作参数鲜有文献报道。
本文基于HYSYS软件,以某操作条件下的天然气为例,首先对液化天然气工艺的丙烷一级、二级和三级预冷系统的能耗进行了对比,然后针对带三级丙烷预冷的混合制冷剂液化天然气流程,提出了如何利用BOX方法通过调节混合制冷剂组分和操作条件加速流程收敛的方法。
1 原料气
原料天然气组分(见表1)。利用HYSYS软件得到该原料气的相包络图(见图1)。由图1可知,原料气临界温度是-34.28℃,临界压力是11.24 MPa。一般的,当操作压力高于临界压力时,原料气更容易被压缩液化。但考虑到经济成本,原料气压力常在4 MPa~5.5 MPa范围内选择。本流程模拟中,原料气操作压力为4.5 MPa,操作温度为40℃。根据原料气组成和操作条件,相平衡计算选择PR状态方程,焓熵等热物性采用Lee-Kesler方程。
2 液化流程
丙烷单级预冷液化天然气工艺流程(见图2)。原料气经过丙烷单级预冷后,温度降至-35℃,在分离器(V-101)进行气液分离,气相在冷却器(E-102)中进一步冷凝至-162℃,再经过节流阀(VLV-100)降压得到常压下的LNG,进入储罐。在单级预冷模拟流程中,液化2 000 kmol/h的原料天然气,丙烷的消耗量为1 173 kmol/h,对应的冷量为3 128 kW。保持实际预冷功耗不变,采用丙烷二级预冷和丙烷三级预冷,流程图(见图3),相应的功耗(见表2)。由表2可知,液化天然气过程中,在实际预冷功耗不变的前提下,丙烷预冷的级数越多,节能效果越好。但随着预冷级数的增加,节能效果逐渐减缓,而流程的复杂程度、设备数量增加较快。尹全森[7]在研究混合制冷剂循环级数对制冷性能的影响时,也得到了类似的结论。为了更好的兼顾能耗与设备费用,本文天然气液化流程选择带丙烷三级预冷的工艺流程。
3 流程目标函数、约束条件和优化方法
3.1目标函数

表1 原料天然气组分构成(摩尔分数/%)Tab.1 Composition of natural gas(Mole Fraction/%)
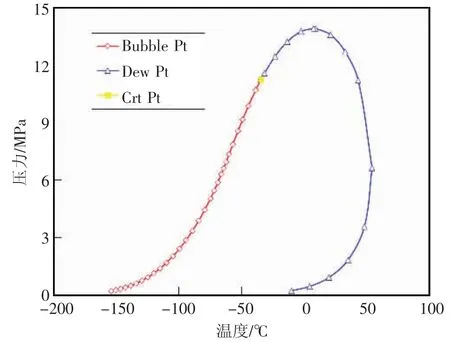
图1 原料天然气相包络图Fig.1 The envelope utility of natural gas

图2 丙烷单级预冷液化天然气工艺Fig.2 Natural gas liquefaction process with propane single stage pre-cooled

图3 丙烷一、二、三级预冷系统图Fig.3 Propane single stage, two stages and three stages pre-cooled system

表2 一二三级丙烷预冷系统对应的能耗Tab.2 Energy consumption on one,two and three stage propane pre-cooled system
天然气液化流程建立以比功耗[4,5,8]为评价指标的目标函数,如式(1)。

式中:Ep-流程总功耗,kW;QLNG-原料天然气的摩尔流量,kmol/h;ω-液化单位千摩尔天然气的比功耗,kW·h/kmol。
3.2约束条件
为了满足工艺流程和设备的要求,约束条件设置如下:
(1)多股流换热器冷热复合曲线的夹点温差约等于3℃[3],对数平均温差约等于5℃。
(2)离心式压缩机出口温度低于150℃(过热保护温度)[9]。
(3)压缩机进口温度必须在混合制冷剂露点温度以上(Vcom=1),防止离心式压缩机发生喘振。
(4)压缩机等熵效率取75 %。
3.3优化方法
在HYSYS7.2中,建立以混合制冷剂的组分配比、压缩机系统的进出口压力以及原料气压力为自变量,根据拓扑结构为对应法则,以液化单位千摩尔天然气比功耗的最小值为目标函数的模拟流程。采取适用于稳态模式的Original数据模型和等式约束问题的BOX参数优化方法。
模拟优化即在满足约束条件的前提下,主要通过调节制冷剂组分,辅助调节压缩机系统进出口压力和原料气压力的方法,使全流程目标函数最小的方法实现。同时,换热器冷热物流曲线应尽可能平行或者趋势一致,既避免了换热过程的能量损失,又降低了因低温突变对设备产生潜在危害的风险[6]。
当优化结果暂不满足约束条件时,可通过调节自变量的上下限逼近目标函数的期望值[10]。采用上述方法仍未能使流程完全优化时,可以增加约束函数的Penalty Value到原来的3~6倍继续解算。
4 流程优化
由于原料天然气温度(TNG)是40℃,丙烷的标准沸点是-42.09℃,在[-42℃,40℃]温度段为丙烷三级预冷系统分别预设制冷下限T41=-1℃,T42=-18℃,T1=-35℃。由于甲烷的标准沸点是161.5℃,混合制冷剂制冷温度范围选择在[-163℃,-42℃]区间内,故混合制冷剂冷凝温度预设为-100℃。一般的,一级压缩机进口压力选择在0.5 MPa左右,二级压缩机出口压力选择在5 MPa左右,压缩机组的中间压力采用等比压缩的方式确定。在HYSYS软件的Optimizer中导入制冷剂组分和压缩机进出口压力作为流程优化的自变量,设置制冷换热器的夹点温差等于3℃、压缩机进口物料等于1作为流程优化的约束变量。通过优化,全流程目标函数-比功耗的最小值是6.717 kW·h/kmol。此时多股流换热器冷热物流的温度-热负荷曲线(见图4、图5)。该曲线图中红色的热源线和蓝色的热阱线间面积即为换热器的热损失,它直观地反映了多股流换热器的热集成效果。流程优化前后的参数对比(见表3)。
表3中,P57和PMR分别指压缩机的进出口压力,MPa;PNG指原料气压力,MPa;T41、T42、T1分别指丙烷一级、二级、三级预冷的进口温度,℃;T47指混合冷剂液化后的进口温度,℃;CH4、C3H8、N2、C2H4分别指混合冷剂的摩尔组分;FMR指混合冷剂的流量,kmol/h;ωMR、ωC3、ωMR分别指混合冷剂系统、丙烷预冷系统和全流程的比功耗,kW·h/kmol。
依据相关工程经验:混合制冷剂循环液化天然气工艺中,制冷剂用量约为液化天然气量的3倍。通过流程优化,混合制冷剂用量为3 827 kmol/h,不到原料气量的1.92倍。优化后的流程在满足工艺要求的同时,又达到了节能的目的。

图4 LNG-104换热器优化冷热复合曲线(T-Q)图Fig.4 Hot and cold composite curves of heat exchanger LNG-104 after optimization

图5 LNG-105换热器优化冷热复合曲线T-Q图Fig.5 Hot and cold composite curves of heat exchanger LNG-105 after optimization

表3 优化前后流程参数对比Tab.3 Composition of mixed refrigerants
5 结论
(1)采用丙烷一级、二级、三级预冷系统液化相同条件下的原料天然气,在冷量功耗相同的条件下,丙烷预冷的级数越多,节能效果越好,但随着预冷级数的增加,节能效果逐渐减缓,而流程的复杂程度、设备数量增加较快。
(2)利用带丙烷三级预冷的混合制冷剂液化天然气流程,对给定条件下的天然气进行液化。通过对混合制冷剂的组分配比、压缩机系统的进出口压力以及原料气压力等自变量进行优化,得到流程的最小比功耗是6.717 kW·h/kmol。液化2 000 kmol/h的原料气,仅需要3 827 kmol/h的混合制冷剂,不到原料气的1.92倍,达到了工况优化和节能的目的。
参考文献:
[1]钱兴坤,姜雪峰.2014年国内外油气行业发展概述及2015年展望[J].国际石油经济,2015,(1):35-43.
[2]潘红宇,李玉星,朱建鲁.丙烷预冷混合制冷剂液化工艺原料气敏感性分析[J].化工学报,2015,66(S2):186-191.
[3]袁树明,刘兰慧,范学军,等.丙烷预冷混合制冷剂天然气液化流程工艺计算[J].煤气与热力,2010,30(8):7-9.
[4]夏丹,郑云萍,李剑锋,等.丙烷预冷混合制冷剂液化流程用能优化方案[J].油气储运,2015,34(3):267-270.
[5]赵敏,厉彦忠.丙烷预冷混合制冷剂液化流程中原料气与制冷剂匹配研究[J].西安交通大学报,2010,44(2):108-112.
[6]朱渝,黄风林,司云航,等.混合制冷剂循环液化天然气工艺分析[J].现代化工,2015,35(9):172-175.
[7]尹全森,李红艳,季中敏,等.混合制冷剂循环的级数对制冷性能的影响[J].化工学报,2009,60(11):2689-2693.
[8]陈飞,威尔·施密特,杨绍军.天然气液化工艺发展的新趋势-关键技术问题与案例分析[J].化工学报,2015,66(S2): 21-29.
[9]API 617-2002,Axial and Centrifugal Compressors and Expander-compressors for Petroleum,Chemical and Gas Industry Services[S].2002.
[10]孙兰义,等.过程模拟实训-Aspen HYSYS教程[M].北京:中国石化出版社,2015:359.
Process optimization of liquefied natural gas with propane pre-cooled mixed refrigerant cycle
LIU Yuqiang1,SI Yunhang2
(1.Offshore Oil Engineering Co.,Ltd.,Tianjin 300452,China;2.Suzhou Chenguang Engineering Consulting Co.,Ltd.,Suzhou Jiangsu 215101,China)
Abstract:Using HYSYS software,simulation processes of liquefied natural gas(LNG)were established with propane single stage,two stages and three stages pre-cooled system,respectively.For the raw material in same operation condition, the larger number of stages of propane pre-cooled,the better energy-saving effect was obtained in the case of the same cooling power cost.But the energy-saving effectiveness declined gradually.Multistage cycles made the process configuration complex and the quantity of equipments increased a lot.Liquefied natural gas process with propane three stages pre-cooled system mixed refrigerant cycle(MRC)is choosed for the liquefication of the raw material.Through process optimization such as regulating the composition of MRC, the minimum specific power consumption 6.717 kW·h/kmol was obtained.At this time, only 3 827 kmol/h mixed refrigerants were cost to liquefy 2 000 kmol/h raw gas, and achieving the goal of operaration condition optimization and energy conservation.
Key words:propane pre-cooled system;mixed refrigerants;liquefied natural gas;process optimization;HYSYS software
作者简介:刘玉强,男(1980-),工程师,主要从事LNG、油气田、炼油装置工艺设计工作,邮箱:huaruilyq@163.com。
*收稿日期:2016-02-15
DOI:10.3969/j.issn.1673-5285.2016.03.041
中图分类号:TE646
文献标识码:A
文章编号:1673-5285(2016)03-0151-05
