中国最大规模的聚合物先进控制(APC)系统的成功实施方案
2016-04-26罗克韦尔自动化
罗克韦尔自动化
中国最大规模的聚合物先进控制(APC)系统的成功实施方案
罗克韦尔自动化
1 项目背景
上海赛科石油化工有限责任公司(SECCO,赛科)是英国石油(BP)公司、中国石化和上海石化公司(SPC)共同组建的合资企业,总投资达27亿美元,三方分别持有50%、30%和20%的股份。赛科联合工厂位于上海化学工业区,距离上海市区50公里,由乙烯裂解和配套下游装置组成,生产苯乙烯、丙烯腈、聚乙烯、聚丙烯和聚苯乙烯等产品。这家联合工厂于2004年底完工,2005年6月开始实现盈利。
赛科公司作为中国已成功投产的最大乙烯联合装置,从建设阶段就将持续改进作为公司的远景目标,发挥装置最大产能,不断改进产品质量以提高市场竞争力。
为满足中国不断增长的市场需求,提高生产率,降低生产成本,改进产品质量,赛科公司决定在全部6套聚合物生产装置上实施一体化的优化控制方案。罗克韦尔自动化以在聚合物上独有的技术优势和丰富的成功业绩成为赛科公司实施模型预测控制(MPC)项目的唯一供应商。项目的成功再次验证了罗克韦尔自动化的实力和致力于为中国聚合物制造商提供MPC技术的能力。在项目实施之前,罗克韦尔自动化为赛科公司6套聚合物装置做了一项全面的Value First®客户效益分析评估,赛科公司将至少获得以下的投资回报:
(1)聚烯烃生产负荷提高4%;
(2)聚烯烃和聚苯乙烯装置的产品质量波动平均减少20%;
(3)提高牌号切换过程的一致性。
2 项目实施与应用情况
2.1线型低密度聚乙烯(LLDPE)装置简介
赛科公司30万吨/年的LLDPE装置采用Ineos的气相流化床聚合技术,使用齐格勒催化剂直接注入法生产线型低密度聚乙烯。装置主要由原料精制、催化剂注入、聚合、高产率冷凝系统、原料气液回收系统等部分组成。DCS控制采用Emerson公司的Delta V系统。工艺流程如图1所示。

图1 气相流化床线性低密度聚乙烯工艺流程
2.2LLDPE装置APC控制目标
LLDPE装置实施APC项目的目标:
(1)在满足装置现有的约束条件内,反应器产量至少提升4%;
(2)提高产品质量的一致性,降低产品质量的均方差;
(3)在设备和工艺条件不变的状况下,提高装置长期操作的一致性,从而使反应器的稳定性得以提高;
(4)利用罗克韦尔自动化模型预测技术改进牌号切换,提高牌号切换的一致性,减少切换时间和过渡料。
2.3Pavilion8非线性模型预测系统结构
Pavilion8是一个模块化的软件平台,是罗克韦尔自动化石化行业解决方案的基础。Pavilion8的核心是一个强大的模型引擎,是由包括建模、控制、分析、监测、数据存储及可视化模块组成的高效应用系统,并能够实现与上层ERP系统连接,将生产与管理系统有机地结合在一起,架构图如图2所示。

图2 非线性模型预测系统结构
2.4Pavilion8非线性模型预测控制器的特点
(1)独有的基于神经元网络的非线性建模方法,使模型在不同牌号、不同催化剂类型等不同工况时均有良好的适应性,保证全生产过程的鲁棒控制;
(2)独有的带有外推增益约束的神经网络专利技术(EGCNN),保证了模型在超出正常生产操作工况时,仍具有良好的精度,便于制造商进行新牌号的开发和生产;
(3)建模方法灵活,可参照经验模型、机理模型和操作人员经验进行混合建模;
(4)基于Web图形化界面的实时趋势显示,实时监控先控系统,并提高了工艺人员和操作人员对先控系统的理解程度;
(5)内置数据库,可重现控制器的历史动作以及控制曲线,便于快速进行故障分析预处理;
(6)内嵌的控制器性能指标计算,可实时对控制器的投用率、卡边时间以及控制偏差进行统计,便于对先控系统的投运效果进行动态评估和长期监控。
2.5控制方案设计
整体控制方案如图3所示,主要包括八个VOA软仪表,四个控制器(气相浓度控制器、产品质量控制器、产量控制器、冷凝液料位控制器),一个自动牌号切换管理器。根据它们各自的特点,在进行模型设计时充分考虑了历史数据、机理模型、操作员的操作习惯三者的结合。

图3 整体控制方案
(1)虚拟在线分析VOA(Virtual Online Analyzers)
在LLDPE中所应用的VOA计算多达八个,它们包括乙烯浓度、丁烯浓度、氢气浓度、戊烷浓度、粉料MI、粒料MI、粉粒密度和产量。在项目调试初期,这些VOA的建立为LLDPE项目的成功打下了良好的基础。
(2)控制器
在LLDPE装置中主要有四个软控制器,包括产品质量控制器、气相浓度控制器、产量控制器和冷凝液料位控制器,它们设定值由操作员给定,实际值来源于VOA的计算以及实验室的校正值,通过输出控制相应的设备。
(3)牌号自动切换管理
牌号切换管理器是一个菜单式的界面,所有的切换策略都能事先设置,包括设定目标牌号的参数,如MI、密度、温度、乙烯分压等,以及切换过程中一些控制参数的改变,如软限制(Frustum)和硬限制(Hard Constraint)。操作员只需点击开始按钮,控制器就会根据事先设定的参数运行,待实验室分析数据进入下一个牌号的范围,控制器自动结束牌号切换过程,所有的控制参数自动恢复到下一个牌号正常运行状态的参数。
3 项目挑战、创新性及解决思路
3.1项目挑战
LLDPE装置自2005年3月投产以来保持稳定高产运行,如何进一步提升装置的稳定性和产能,一直是装置的工程技术人员持续改进的目标。APC能否克服在线色谱的扰动?产品质量经过两年的努力,已经处在一个相对稳定的阶段,APC能否使之更上一层楼?产量已经超过设计标准,能否在安全稳定的基础上进一步提高?所有的疑问即是APC所要达到的目标,也是这一目标实现的基准。
3.2项目创新性
(1)采用混合模型,能够快速识别模型偏差或控制器参数设置的不合理性,以提高控制器性能,并且利用可以得到的有效信息快速地建立精确的模型,最大程度地减少操作工况改变对模型预测精度的影响,提高模型的适用性;
(2)实时监控功能和控制器性能指标计算对控制器的运行效果做出及时评价;
(3)神经元网络技术的应用增加了生产的灵活性,便于制造商进行新产品的开发和生产。
3.3解决思路
为了顺利实施APC项目,仅有一个好的软件平台是不够的,还需要整个项目团队创新的管理模式,要点如下:
(1)为确保项目成功和技术转移,赛科项目组抽调了有经验的工艺技术人员和控制专家全程参与项目实施,罗克韦尔自动化也建立了有国外专家领衔,国内工程师配合的项目梯队,保证了项目快速和高质量的完成;
(2)通过经验和机理混合模型建立VOA模型,适用范围广,在同类装置上首次使用软测量技术VOA取代在线色谱仪进行反应釜气相组成控制,可以克服在线色谱仪波动给装置带来的影响,稳定装置操作;
(3)Pavilion8非线性控制器与自动牌号切换软件结合,操作员可以根据生产计划随时进行牌号切换,切换过程中和切换结束后工程师均不需要更改控制参数,也不需要对新牌号下的控制器进行整定;
(4)利用Pavilion8的在线整定动态参数功能,不需要切断控制器就可以对参数做出整定,有利于工程师将来对控制器进行维护;
(5)赛科聚烯烃团队在项目实施前确立独特的评估办法,即不再满足于通常意义上测试几天的评估方式,而是以月度平均值来计算产量的提高,产品质量的改进和反应的平稳性,并以这种方法每月对控制器做出评估,以数据为依据评判控制器的运行情况。
4 项目效益分析
4.1提高了工艺稳定性
(1)反应温度
冷凝液罐料位的多变量模型控制,把其他的扰动条件作为前馈,经过在线的参数整定,使冷凝液具有高频率,小幅度波动的特点,这在一定程度上优化了由于冷却水调节滞后带来的影响。其控制前后的效果如图4所示。
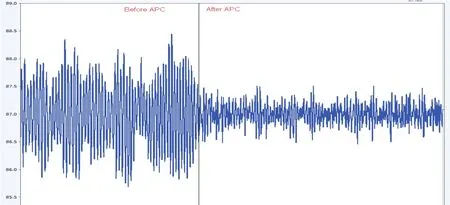
图4 冷凝液控制前后温度效果图
(2)虚拟在线分析应用效果
气相浓度的VOA模型和熔融指数模型VOA与实际值的对比如图5和图6所示。

图5 H2浓度VOA与GC对比

图6 MI VOA与LAB对比
(3)气相压力的稳定性
通过虚拟在线分析和浓度控制器的共同作用,反应器实际各组分压力的稳定性都得到了提高,统计如表1所示。

表1 气相分压控制器测试性能结果
另外值得一提的是,压力的稳定在一定程度上减少了反应器的排放量,为装置的节能降耗提供了有利条件,统计如表2所示。

表2 反应器排放量统计
4.2提高了产品质量稳定性
通过对每月产品质量的标准偏差(STD)和CPK进行统计,质量控制器的考核结果如表3所示。

表3 质量控制器测试性能结果
4.3产量提高
基于工艺稳定性和产品质量都得到了较大的提高,也为产量提升提供了空间。APC投用后每月的产量提升率都大于4%。
4.4牌号切换的一致性和稳定性
作为一键式的牌号自动切换管理器,简洁实用的操作不仅减轻了操作员的负担,也方便工程师修改切换参数,切换时间从原来的10~14小时,到APC自动切换后的8~9小时左右,切换速度虽不比最优秀的操作员提高多少,但是提高了每次切换的一致性和稳定性。统计如表4所示。

表4 牌号切换考核结果
5 项目意义概述
(1)提高装置操作平稳性。
APC投用后,可以降低主要被控参数运行波动的标准偏差,提高装置操作平稳性,降低产品质量不合格率,获得间接经济效益。
(2)降低操作劳动强度、提供操作指导。
(3)提高高价值产品收率、降低物料消耗。
APC可以在提高产品质量平稳率的基础上,通过卡边操作,提高高价值产品收率或降低物料消耗,获取直接经济效益。
(4)降低能耗。
APC项目实施可以通过提高高价值产品收率和降低辅助物料消耗实现节约能耗。
[新闻]
罗克韦尔自动化的诊断可靠性服务助力有效监测联网设备
随着设备互联程度不断加深,电气和自动化控制设备的预防性维护工作往往需要手动进行,而且非常耗时。为改善这一现状,罗克韦尔自动化推出全新诊断可靠性服务。借助这项服务,制造商和工业生产商可简化任务关键型集成设备生产线的维护策略。
该解决方案会部署一个涵盖各工厂设备和装置的技术层,从而进行监视和分析,并建立持续改进方法来实现可靠性维护且降低运营风险。作为此项服务的一部分,罗克韦尔自动化领域服务专家还会密切跟踪设备性能,以便给出建议,提高生产设备的可靠性。
“我们的客户会访问大量的资产数据,但他们通常难以将数据转换成有用的运营智能信息。”罗克韦尔自动化产品经理Ryan Williams说道,“过去,各个企业需要派遣维护人员到现场去检查现场设备的状态,然后研究制定纠正措施。而今,他们借助诊断可靠性服务就能将维护数据转换成资产智能信息。这有助于构建更完善的互联企业,从而利用互联数据系统生成对行动有指导意义的信息。企业可以更好地确定维护和生产工作的优先顺序,并且达到事半功倍的效果。”
该解决方案会自动采集生产控制网络中所有联网设备的标识和健康状况数据,然后通过资产管理信息来针对这些数据建立模型,以触发事件并将报警信息发送给预防性维护的相关人员。凭借该服务,罗克韦尔自动化资产可靠性专家可以协助用户实现关键设备的智能化,令用户能够根据实际数据制定明智的维护决策并提高生产力。
凭借集成式自动化设备标识和跟踪,采用诊断可靠性服务的其他客户可将手动数据采集时间缩短70%左右。诊断可靠性服务适合所有制造商,重点用于石油和天然气、采矿金属和水泥、汽车轮胎和橡胶以及包装消费品等行业。
相关案例:一家大型石油和天然气公司采用诊断可靠性解决方案来集中采集信息,并监视加利福尼亚州某山区中数以百计的关键控制资产。为实现企业级网络安全策略,这家公司还需要储备过程控制网络中的所有现场设备。而在自动标识和监视解决方案的帮助下,这家公司的加州业务部门实施了全新的企业策略,通过预防性维护降低了现场服务的相关成本,并提高了石油的日开采量。
