浅析辊式型钢矫直机的机械结构分析
2016-04-22穆星宇
穆星宇
辽宁工业大学工程训练中心,辽宁锦州,121001
浅析辊式型钢矫直机的机械结构分析
穆星宇
辽宁工业大学工程训练中心,辽宁锦州,121001
随着我国就经济的发展,棍式型钢的应用越来越多,特别是工业生产和一些机器制造等方面,而棍式型钢在制造过程中的矫直工作一直是棍式型钢生产的重要难题之一。本文对当前我国棍式型钢矫直机的机械结构就进行了简单的分析,并对其结构参数的设计进行了有效的分析,并根据辊式型钢的特点对矫直机的机械结构进行了简单的分析和研究。
辊式;型钢;矫直机;机械结构
对于型钢的矫直,由于其过程较为复杂,且在进行型钢矫直的过程中,材料的几何形状和回弹性等都不是线性的变化,导致在进行矫直机的机械结构参数设计时存在着较大的难题,而在进行实际的工程施工中,为了保证矫直机的功效,又必须通过其准确的机械结构来保证辊式型钢的的矫直效果,这对我国的矫直机制造带来了非常大的挑战。对于辊式矫直机,其机械结构对于整个设备的工作性能以及其施工工艺等非常重要的参数进行了确定,因此,在进行矫直机辊轮的设计时,需要对辊轮的直径和距离等参数进行统一的安排,保证矫直机的工作效果。此外,生产企业在进行矫直机的生产时,需要有效的结合当地的实际情况确定矫直机的辊轮参数,保证设备的设计机构能够满足型钢的生产需要。由于矫直机的应用范围非常广泛,像工字钢、角钢和圆钢等,且不同的型材在规格等方面存在着较大的区别,因此,在选择矫直机的机架结构时需要根据生产型钢的具体参数对其进行确定,在当前我国的矫直机制作中,主要有两种机械结构:一种是简易的支架结构,这种结构的矫直机将辊轮的轴承安装在矫直辊轮的双侧,通过简支梁对辊轮轴承的重量进行支撑,对于这一种矫直机机械结构,其具有较强的刚性,且整体的重量相对较轻,方便设备的使用和移动。另一种结构则是悬臂式,这种机架结构主要是将辊轮部分安装在矫直机的一侧,采用悬臂梁对辊轮的重量进行承载,对于这一种机架结构,其在使用的过程中能够更加简单的对辊轮进行更换,当型钢结构类型较多时使用较为方便。在当前我国的型钢矫直机使用中,悬臂式是最常见的类型。
1 辊式型钢矫直机的机械结构参数确定
1.1 辊轮的直径参数
根据相关研究可以得知,随着辊轮的直径变化,其辊子的抗弯强度以及其刚度都会发生较大的变化,在进行辊轮直径的确定时需要根据丰富的经验对其参数进行确定,当前矫直机的辊轮直径和辊轮的距离之间具有正比关系,这是通过长期的实践得到的经验,具体的关系式为:D=Kd,式中的D表示的是辊轮的直径长度,而K为总结得到的正比例系数,最后的K则是辊距。
1.2 辊距的参数确定
在进行型钢的矫直操作时,辊距的参数若同设计参数之间相差较大,往往会对型钢的矫正工作造成较大的影响,像辊距较大可能会导致型钢的矫直工作无法达到要求的变形,且在矫直工作完成之后,型钢的质量较差,这种钢材无法进行正常的使用。而当辊距较小时,在矫直过程中会造成对型钢的矫直力增大,从而对矫直设备的辊轮造成过大的压力,产生较大的磨损,此外,较大的矫直力还会造成型钢矫直过程中局部位置的应力较大,导致型钢工件的损坏。因此,在对辊距进行设计的过程中,需要根据型钢矫直的实际情况对其进行准确的设计,这样既能保证型钢矫直的效果,同时也不会对工件和设备造成较为严重的损坏。
1.3 矫直质量工艺
在进行型钢的矫直工作时,需要将型钢材料弯曲到其能够承受的最大弹复曲率位置,这样能够保证钢材达到最大的弯曲效果,下图1是矫直机工作的简单工作原理:
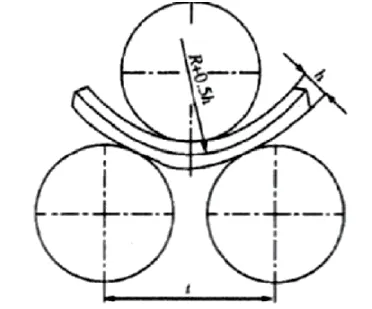
图1 矫直机工作示意图
对于矫直机的工作参数,主要是由下式进行确定:,公式中的h指的是矫直机的轧件高度,其单位是mm,R则是矫直机的辊轮半径长度,单位同样是mm,最后的ρ则是型钢材料的弯曲半径长度。
1.4 最小辊距的确定研究
对于矫直机的最小辊距,其大小需要根据接触应力条件或者接轴扭转强度两者中的一个进行确定,在对辊距的最小距离进行确定时,可以通过任意一个条件来对其进行确定。根据作者的长期实践工作经验可以发现,对于型钢工件,其中的圆钢是高度最小的工件,而高度最大的工件则是工字钢,因此,在对辊轮的距离进行确定时,需要结合两者对其最大和最小辊距进行确定,这样就能够保证矫直机可以适用在所有的型钢矫直工作中。对于辊距的最大值,且在确定时需要根据型钢工件的矫直质量或者最小上料条件,一般的最大辊距确定往往是两个条件下较小的一个。
1.5 矫直辊的强度确定
对于矫直辊,其主要的作用就是对型钢工件进行矫直工作,因此,一般的矫直辊强度都要远远高于工件的强度,而在对矫直辊进行确定时,比较关注的往往是其弯曲强度,在矫直辊的弯曲强度不能满足矫直工作需求时,可以通过对相应的支撑进行增加来满足矫直工作需求,通过这种方法能够将压力分散在多个点来承受。
1.6 辊轮数量的确定
对于矫直机的辊轮数量,不同的矫直机生产厂家生产工艺不同,对于一些小型的钢件,其在矫直操作时,辊轮的数量在7到11根就能保证矫直工作的效果,而对于大型的钢件矫直工作,其辊轮的数量大部分都在7根左右,这样能够保证矫直工作的效率最高,且钢件的矫直效果较好。
1.7 矫直机的矫直速度确定
在对钢件进行矫直操作时,不同的大小的钢件其所需要的矫直速度具有较大的差别,另外,根据钢件的生产任务大小,矫直工作的速度也存在着较大的差别,一般的矫直速度控制在0.8到2m/s就能满足生产任务的需求,而对于钢件,其体积越小则矫直速度越快,对于矫直生产,小型钢件的矫直任务是经济效率最大的。
1.8 辊材料的确定
对于矫直机,辊轮的材料是决定矫直机质量的根本因素,因为矫直过程中辊轮是同钢件直接进行接触的部位,然后通过辊轮的挤压对钢件进行矫直工作,在生产的过程中需要辊轮长期处在高强度的挤压环境下,为了保证矫直机的正常使用,减少矫直机工作过程中钢件对辊轮的摩擦,需要对辊子的材料进行严格的要求,保证其工作过程中辊子表面具有足够的硬度。另外,对于矫直机辊轮的表面,在生产的过程中需要保证其加工的精度,提高其抗弯抗扭曲的强度,保证其使用过程中不会产生形变。根据当前的生产工艺,矫直机的辊轮工作直径需要控制在60mm以下,比较常用的辊轮材料是60CrMoV,而当辊轮的直径达到了60到120mm时,这种材料已经不满足生产的需求,为此,需要将辊轮材料改为90CrVMo,而当辊轮的工作直径达到了200mm以上时,只能采用9Cr材料来生产辊轮,这样才能保证辊轮工作过程中不会产生较大的损伤。
2 软件上位机界面监控和计算
对于型钢的结构参数,在进行矫直工作之前需要将其输入到矫直机的计算机软件操作界面上,然后将钢件的规格输入到控制界面的对应位置就能够得到对应的矫直机矫直工作结构参数,像辊距为1200mm,辊轮的数量时7根,型钢圆钢的直径为150mm,工字钢的规格为190×500mm时,矫直机的矫直速度需要控制在0.8到2.5m/s。通过对软件进行操作能够得到以下结果:首先是上述输入的数据内容,会在矫直机的计算机控制软件的对应位置进行显示,通过对计算机软件的计算结果进行分析可以发现,该软件的计算结果是较为准确的,且在操作的过程中简单易懂,方便了施工人员的操作。而在进行实际的施工操作过程中,型钢矫直的软件设计需要根据轧钢的机械设计要求作为设计标准,然后通过对施工现场的实际施工工艺对辊式型钢矫直机的设计方法提供有效的数据参考和操作方法。
3 结语
通过对上述内容进行总结可以发现,通过计算机软件的计算能够准确的得到辊轮的数量以及辊距,这样满足了型材矫直工作中的加工需求。而对于软件计算得到的矫直加工速度,在进行实际的生产过程中,矫直速度需要根据实际的生产需求以及型材的材料等进行一些简单的调整,保证矫直机能够满足生产需求。在进行型钢钢件的矫直工作时,计算机软件的计算只能作为一个重要的参考,实际的矫直速度和矫直方法需要根据型钢的材料和弯曲性等进行综合的计算,通过理论联系实际的方法来对矫直机的机械结构进行确定。通过这种方法能够减少传统工艺中的数据差值,且通过计算机软件得到的数据对矫直机的设计提供了有效的参考,保证了矫直机的工作效率。
[1]于凤琴,杜凤山,解恒坤.辊式型钢矫直机的结构参数研究[J].重型机械.2007(03):24-26.
[2]孙维阳,王孝海.辊式型钢矫直机的机械结构分析[J].科技创新与应用.2014(31):107.
[3]张丽 平.辊式型钢矫 直机的设计 与计算[J].冶金 设备.2012(S1):55-57.
[4]黄剑飞,彭明.铜始极片矫直机的调节和改进[J].机电产品开发与创新.2016(01):40-42.
[5]张立.高性能矫直机[J].钢管.2010(03):75.
[6]朱红一.十一辊矫直机设备系统改进[J].冶金设备.2008(03):67-69.
[7]魏金钢.八辊立式矫直机的设计特点[J].一重技术.2008(04):3-4.
[8]张培庆,左智韬,李星亮.Φ168mm高强度矫直机的设计开发[J].钢管.2007(03):30-32.
[9]刘安明,刘沈.简易矫直机[J].机械工程师.2006(04):146.
[10]孙登月,杜凤山.八辊轨梁不等辊距矫直机优化设计[J].重型机械.2001(04):48-49.
[11]梁海燕.美国杰克逊管材公司新增现代化矫直机[J].钢管.1999(04):41.
[12]赵礼堂.我国最大的一台新矫直机在大连钢厂投入使用[J].金属世界.1996(01):32.
穆星宇/1980年生/女/满族/辽宁锦州人/硕士/机械工程师/研究方向为机械CAD/CAM技术与应用