多切口锯切组合锯装置的锯切参数的确定
2016-04-21高海云姚映涵姚平喜
高海云 姚映涵 姚平喜
1.太原理工大学机械工程学院 2.山西经济管理干部学院 3.精密加工山西省重点实验室
多切口锯切组合锯装置的锯切参数的确定
高海云1,2姚映涵1,2姚平喜1,3*
1.太原理工大学机械工程学院2.山西经济管理干部学院3.精密加工山西省重点实验室
摘要:针对某公司对方管下料的特殊要求,设计了一台新型的多头锯组合装置,实现8个切口的高效高质量加工。运用金属切削力学理论与方法,对圆锯机锯切过程的力能参数进行计算。计算过程中考虑了锯切时的结构参数、运动参数,以及金属的塑性变形参数等,得到锯切过程的平均锯切力和平均锯切功率等参数值。经现场加工证实,该装置可实现对45°多切口的锯切,不仅满足了产品的加工精度,提高了生产效率,还使产品具有了明显的比较优势。
影响圆盘式金属冷锯机锯切过程的因素较多,如:被锯切金属的机械性能、锯切温度、断面形状、锯齿齿形、锯片厚度、夹盘直径与锯片直径之比、锯切位置、锯切速度、进给速度、锯齿冷却制度、减振措施等等。锯切速度和进锯速度是运动参数,当其它条件一定时,合理选择运动参数,可以达到锯切力和锯切功率小、锯切生产率高、锯切断面质量好和锯片寿命长的目的。在锯切过程中,常因锯切速度和进给速度的选择不当,致使锯屑充满和被压实在锯齿齿槽中,排不出去,形成所谓“塞齿”现象。这种现象使锯切力急剧增长,从而引起锯齿折断甚至锯片破裂[1]。
我们这里通过具体的工程实例,对金属冷锯机锯切进行分析。
1 多切口锯切组合锯简介
钢管广泛应用于结构件中,它具有强度高、韧性好、承载能力大,抗冲击性和严密性好,可塑性好,便于焊接和热加工等优点。图1所示为某公司钢制托盘的支腿示意图。支腿采用方管焊接而成。以前外围框架采用把方管锯切成45°斜口再组焊成型的方式,存在焊接工作量大,焊后外形不美观需要修磨等缺点。

图1 支腿示意图
对于方管,如果只将横截面的三个边切断,第四条边保持连接(如图2所示),再沿切口处对方管进行弯折,形成所需的框架形状。每一个弯折处不需要像传统那样进行四面焊接。这样既减少了切割时间,节省了焊接时间,减少了修磨时间,保持了外形的美观,还提高了支腿的承载能力。
对图2所示工件,要对8个切割面进行快速、有效、准确的切割,还要保证尺寸精度,锯切精度等问题就比较困难。如何才能高效快捷地把8个锯切面高精度地按要求切割,更好地满足生产需要,是本设计中要重点考虑的。

图2 方管锯切示意图
经过第二代产品的试制试用,最后决定采用两次双向锯切方式。如图3所示为方案图。

图3 单层两次双向锯切方式
2 锯切参数的确定
2.1切削力的分析
锯片形式与被锯材料不同,其切削机理也不同,对于金刚石锯片切割岩石的锯切过程,主要以磨削模型分析受力[3]。而对于高速钢锯片锯切金属材料,则按切削模型分析受力[4]。在切削过程中,金属材料变为切屑沿前刀面排出,形成加工表面。在这个过程中,刀具不仅要克服摩擦阻力,还需要克服材料内部的作用力,如图4 所示为单齿的受力示意图。

图4 切削时锯齿受力示意图
本锯在对方管锯切时,锯与方管相对运动如图5所示。锯切时工件固定不动,锯切过程是由锯片的旋转和锯片的进给两个独立的运动复合而成。
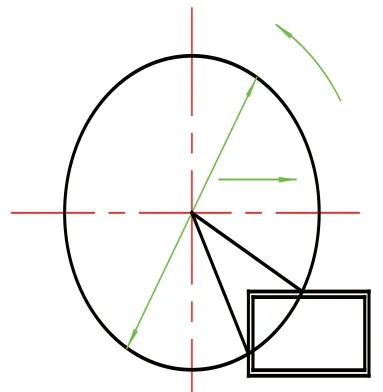
图5 锯切示意图
锯切时,同时参与的锯齿数随行程的变化而变化,一般进给速度不变,因此锯切力是变化的,需要求出最大锯切力,由此确定其他参数。
2.2切削参数
2.2.1锯片速度
锯片直径是按照欲加工件的最大尺寸确定的,D=300mm,锯片速度按照切削线速度,取 n=200(r/min)。
2.2.2切深
切深与进给速度有关,进给速度则按照生产大纲的要求,每分钟加工2件,取进给速度为:20mm/s
2.3功率的计算
刘培锷等[5~6]根据现场实验与理论计算相结合,通过实测数据总结得出四种轧件的平均锯切功率回归公式,为金属冷锯机锯切功率理论计算提供了依据,填补了国内对锯切功率计算空白。可用来粗略的知道现场生产的生产数据,而且也为类似问题研究提供了方法,基于冷锯机的实验提出了计算公式:

式中:——为总传动效率 ,一般约为0.85;
N1 ——锯切金属的功率;
N2 ——夹锯功率;
N3——空载功率,约等于0.15 N1。
按文献[2,5~6]所列公式,计算得到驱动功率1.7KW,实际选取2.2KW。
3 锯切效果分析
金属锯切是原材料切断下料的重要工序,高速钢锯片圆锯机以较高切削效率和较高切削精度,特别是其经济性被广泛用于批量锯切下料。本文针对某公司对方管下料的特殊要求,设计了一台新型的多头锯组合装置,通过两次装夹定位,实现8个锯口的高效高质量加工。新设备的投产,大大提升了产品品质。
由于选择功率较大,实际使用时,进给速度适当提高还可满足要求,只是对夹紧力要增大一些。另外针对设备的使用中需要2人操作的问题,正试图增加自动取料机械手减少操作人员,提高效率。
4 结论
论文运用金属切削力学理论与方法,对圆锯机锯切过程的力能参数进行计算。计算过程中考虑了锯切时的结构参数、运动参数,以及金属的塑性变形参数等,得到锯切过程的平均锯切力和平均锯切功率等参数值。经现场加工证实,参数确定合理,可实现对45°多切口的锯切,不仅满足了产品的加工精度,提高了生产效率,还使产品具有了明显的比较优势。
参考文献
[1]刘培锷,M.SarWar.运动参数对圆盘锯锯切过程的影响[J].重型机械,1990(3):42~47.
[2]林学杰.圆锯机锯切金属过程力能参数计算研究[D].长沙:中南大学,2012.
[3]周灿丰,张宝生,曹建树.锯切力仿真与锯切参数选择[J].金刚石与磨料磨具工程,2002(5):45~47.
[4]谭心,黄虎,陈琳.圆锯片锯切H型钢过程分析及齿形参数优化[J].制造业自动化,2014(12):69~72
[5]刘培锷.圆盘式高速金属冷锯机锯切功率实验研究[J].重型机械,1995(6):11-18
[6]刘培锷.圆盘式高速金属冷锯机锯切功率计算[J].重型机械,1996(2):30-34.
高海云(1975-),女,硕士研究生,讲师,研究方向为机电一体化技术
通讯作者:姚平喜(1963-),男,博士,教授,研究方向为流体传动与控制,机电一体化技术等
作者简介
关键字:组合锯 锯切参数 多切口
