黄水醋饮生产工艺研究
2016-04-19王永伟张聪芝蒋红菊冷云伟江苏洋河酒厂股份有限公司江苏宿迁3800中国矿业大学化工学院江苏徐州6
王永伟,谢 杰,张聪芝,蒋红菊,冷云伟(.江苏洋河酒厂股份有限公司,江苏宿迁3800;.中国矿业大学化工学院,江苏徐州6)
黄水醋饮生产工艺研究
王永伟1,谢杰1,张聪芝1,蒋红菊1,冷云伟2
(1.江苏洋河酒厂股份有限公司,江苏宿迁223800;2.中国矿业大学化工学院,江苏徐州221116)
摘要:探索了利用白酒发酵副产物黄水生产一种醋饮的工艺,通过采用生物转化、多菌种协同发酵等生物学手段,结合酿酒技术及传统制醋工艺,研究确定了黄水生物转化液及辅型米酒生产的最佳工艺条件,并将这2种发酵液按照7∶3的特定比例进行混合,通过采用固态有氧发酵方式,即可制得醋饮。该研究对于黄水高附加值研究及深加工应用具有一定的理论及实践指导意义。
关键词:黄水;生物转化;醋母;酒母;辅型米酒;醋饮
白酒在发酵过程中产生大量的副产物黄水,对于黄水的回收利用,部分企业只是针对黄水中大量的醇、醛、酸、酯中的一种或几种成分进行蒸馏、浓缩、提取,黄水的附加效益没能得到最大限度的发挥,且经过蒸馏浓缩后的黄水仍含有大量糖类、蛋白质等有机物,排放后仍会对环境造成严重的污染,没能从根本上解决黄水的污染问题。由于形成黄水COD的主要成分为含量在百分级别的糖类、蛋白质等大分子组分,而非以往得到普遍关注的芳香性组分,因此,有关黄水综合利用的一个方向可以是将高含量组分通过生物转化转移到产品中去,从而达到彻底转移COD的目的。
本试验的研究是利用黄水通过多途径生物转化生产一种黄水醋饮,将黄水中含有的糖类、蛋白质、多肽、有机酸、各种醇酯等芳香化合物进行最大程度的微生物转化利用,生产出一种醋饮,进而实现黄水的零排放。
1 材料与方法
1.1材料、试剂及仪器
黄水生物转化菌种:13h,ah,52#选育于洋河酒厂黄水及酒醅中,保藏于微生物实验室。
酿酒酵母:CGMCC NO.2.399,Saccharomyces cerevisiae。
醋酸菌:CGMCC NO.1.41,巴氏醋杆菌, Acetobacter pasteurianus。
原料:黄水(洋河酒厂)、大米、麸皮、稻壳、食用酒精、硅藻土、α-淀粉酶、复合糖化酶。
试剂:蛋白胨、牛肉膏、酵母浸膏、琼脂粉、柠檬酸氢二铵、吐温-80、葡萄糖、MgSO4·7H2O、MnSO4·4H2O、Acetozym营养盐。
仪器设备:5 L生物反应器、10~100 L多功能生物反应器、40 L保温灭菌罐、自吸通风发酵罐、500 L固态发酵装置、日立L-8900高速氨基酸分析仪、高效液相色谱仪、气相色谱仪、HH-2数显恒温水浴锅、XK24-006-0058电热恒温箱、SW-CJ-1F型单人双面净化工作台、立式压力蒸汽灭菌器、pHS-3C型精密酸度计、厌氧培养操作箱、分光光度计、数字生物显微镜。
1.2实验方法
1.2.1工艺流程
本实验采用以下工艺流程:
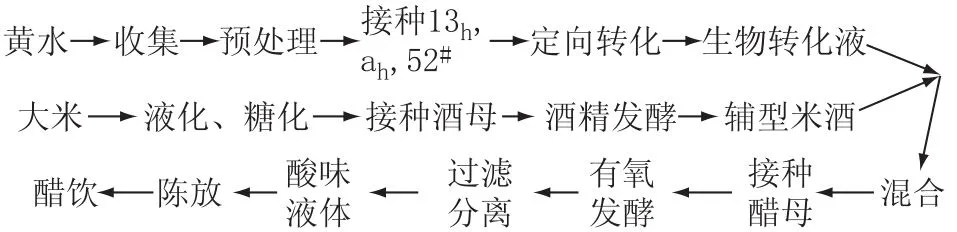
1.2.2工艺要点
1.2.2.1黄水转化用生物菌液制备
将13h,ah,52#混合三角瓶种子液(三者的比例为1∶2∶1)按8 %~10 %的接种比例接入经高压灭菌(灭菌条件121℃,0.15 MPa,30 min)的发酵罐(发酵罐培养基由MRS培养基和黄水依7∶3比例组成)中培养,温度控制在31~33℃,静置培养42~45 h,得到黄水转化用生物菌液;镜检菌体数量保持在109个/mL以上,菌体肥大、整齐,杂菌率≤2 %。
1.2.2.2酒母制备
将酿酒酵母(CGMCC NO.2.399,Saccharomyces cerevisiae)三角瓶种子液按照8 %~10 %的接种比例接入发酵罐(发酵罐培养基由玉米糖化醪培养基和黄水依6∶4(v/v)比例组成)中培养,发酵罐温度控制在28~30℃,转速控制在100~120 r/min,培养20~24 h,得到酒母;镜检菌体数量保持在108个/mL以上,酵母菌体肥大、整齐,出芽率≥20 %,菌液中杆菌比例≤2 %。
1.2.2.3“醋母”制备
将醋酸菌(CGMCC NO.1.41,巴氏醋杆菌, Acetobacter pasteurianus)三角瓶种子液按照8 %~10 %的接种比例接入经高压灭菌(灭菌条件121℃,0.15 MPa,30 min)的发酵罐中(发酵罐培养基由牛肉膏蛋白胨培养基和黄水依质量比1∶1(v/v)组成)培养,发酵罐培养温度控制在30~32℃,转速控制在120~140 r/min,培养46~48 h,得到醋母;镜检菌体数量保持在109个/mL以上,菌体肥大、整齐、呈典型杆状,杂菌率≤2 %。
1.2.2.4黄水预处理及生物转化
将收集的新鲜黄水进行自然沉降3~5 h,除去固形物杂质,黄水中补充0.04 %(m/v,g/100 mL)MgSO4,0.2 % (m/v,g/100 mL)K2HPO4后,然后按照接种量9 %~13 %的比例接入1.2.2.1制备的生物菌液,调节黄水pH值,控制发酵温度28~36℃,发酵时间36~60 h,制得黄水生物转化液。
1.2.2.5大米液化、糖化
大米粉碎至80目,依质量比1∶4加自来水,调节pH值为6.2~6.5,添加大米粉质量0.02 %~0.04 %的2万U/g α-淀粉酶,90~93℃液化15 min;冷至58~60℃;调节大米液化液pH4.5~4.8,添加大米粉质量0.2 %的2万U/g糖化酶,在58~60℃保温糖化4 h,得大米糖化醪。
1.2.2.6辅型米酒生产
将1.2.2.5制备好的大米糖化醪液按9 %(v/v)~11 %(v/v)接种量接入步骤1.2.2.2制备的酒母,发酵温度控制在28~32℃,发酵48~60 h,制得辅型米酒。
1.2.2.7黄水醋饮生产(有氧发酵)
将1.2.2.4生产的黄水生物转化液与步骤1.2.2.6生产的辅型米酒按照特定的比例进行混合,然后按照8 %(v/v)~10 %(v/v)接种量的比例接入步骤1.2.2.3制备的醋母,控制温度39~41℃,发酵10~15 d;发酵结束,经过后续的除杂、澄清、陈放,得黄水醋饮。
1.3分析测定法
酒精度的测定,蒸馏法;酸的测定,滴定法;氨基氮的测定,甲醛法;还原糖测定,DNS(3,5-二硝基水杨酸)法;氨基酸测定,AccQ-Tag法;菌落总数的测定,平皿培养法;二氧化碳测定,失重法。
2 结果与讨论
2.1混菌黄水生物转化最佳工艺条件的确定
为了确定混合菌株模式13h+ah+52#(2∶1∶1)进行黄水生物转化的最佳工艺条件,进行了4因素3水平正交试验。
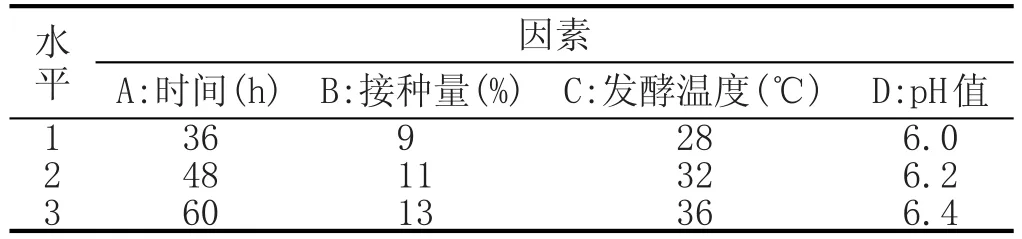
表1 因素水平表

表2 正交实验结果
从表2可以看出,混合菌株模式13h+ah+52#(2∶1∶1)进行生物转化的最佳工艺条件为接种量13 %,发酵温度32℃,黄水pH6.0,发酵时间48 h,在此条件下,黄水中的还原糖利用率可达72.8 %。
黄水生物转化液经过120℃油浴蒸馏提取后,进气相色谱分析。结果发现,丙酸和乳酸含量明显上升,分别达到了496.97 mg/100 mL和603.03 mg/100 mL。
2.2辅型米酒最佳工艺条件的研究
2.2.1单因素试验结果
2.2.1.1酒母接种量对辅型米酒品质的影响

图1 接种量对米酒发酵的影响
由图1可知,接种量少时,米酒发酵液酒精度较低,但酸度较高。因为接种量过少导致微生物生长缓慢、发酵困难,另外易染杂菌,从而使米酒中混有异味。从图1可以看出,酸度和酒精度随接种量加大而升高,当接种量超过10 %时,由于接种量过大,米酒发酵液温度上升速度快,酵母菌大量繁殖,发酵体系失去平衡,米酒有明显的酸味,酒精度也开始下降。因此,根据实验结果,选取10 %为最适接种量。
2.2.1.2发酵温度对辅型米酒品质的影响

图2 温度对米酒发酵的影响
由图2可知,发酵温度为较低时,发酵液酒精度和总酸都较低。随着温度的升高,总酸和酒精度都明显升高。当发酵温度达到28℃时,总酸生成速度变缓,酒精度达到最高。随着温度的继续升高,酒精度明显下降,而总酸继续上升,可能是因为温度过高或感染杂菌,产酸量增大。结合辅型米酒的口感综合考虑,选取最适发酵温度为28℃。
2.2.1.3发酵时间对米酒品质的影响
由图3可知,随着发酵时间的延长,发酵液中酸度随时间逐渐上升,酒精度上升较快。发酵时间进一步延长,营养物质大量消耗,代谢过程变缓慢,同时易感染杂菌,导致辅型米酒品质下降。根据试验结果,选取最适发酵时间48 h。

图3 发酵时间对米酒发酵的影响
2.2.2辅型米酒最佳工艺条件的确定

表3 辅型米酒发酵试验因素水平表

表4 正交实验结果
从表4可以看出,以酒精度作为辅型米酒最佳工艺评价指标,最佳组合为B3A1C3,即发酵温度32℃、接种量9 %、发酵时间60 h。
2.3制醋工艺研究
2.3.1好氧发酵工艺的确定
好氧发酵过程有液态发酵和固态发酵2种形式,其中液态发酵采用分割连续发酵,固态发酵采用间歇式批量发酵,2种发酵试验的结果对比见图4、图5。
从转化率来看,使用液态发酵方式乙醇氧化成乙酸的转化率明显高,基本可以达到95 %以上。不过从风味来看,由于液态发酵时间短,溶液中的乙醇在短时间内转化为乙酸,但芳香性成分的氧化程度明显不够,风味的改变不是很大,尤其是黄水气味比较明显,大大地影响了产品的品质。为此,本研究中使用传统的固态发酵技术。
2.3.2黄水生物转化液与辅型米酒配比研究
在黄水醋的生产过程中,确定了采用传统的固态发酵方式,但黄水与米酒需按适当的比例进行混合,这样在有氧发酵过程中,两者的成分才能达到互相补充,“醋母”才能充分利用黄水与米酒中的成分,并且进行合理充分转化,从而使得所产醋的香味成分含量适宜,产品香味丰满协调。
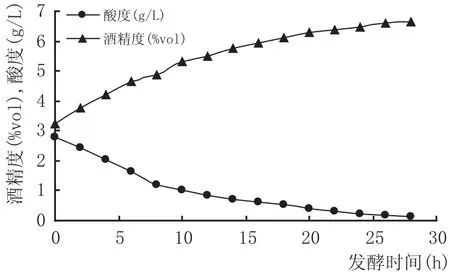
图4 液态发酵的成分变化
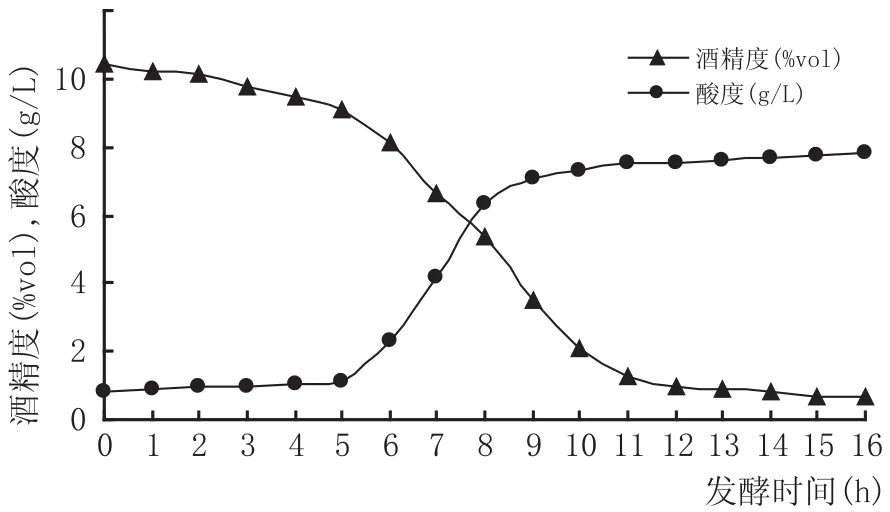
图5 固态发酵的成分变化
为了确定黄水转化液与米酒最佳的配比组合,研究中采用不同比例的组合,按接种量10 %的比例接入“醋母”,控制发酵温度39℃,发酵时间12 d,发酵终了测定发酵液中的总酸、固形物含量及氨基氮等指标。其结果见表5。

表5 不同配比理化指标检测结果 (g/100 mL)
从表5可以看出,当黄水转化液与米酒的比例为7∶3时,发酵液中的各指标含量远远优于其他比例,因此黄水制醋的最佳配比为黄水转化液∶米酒=7∶3,经后续的除杂,澄清,即得醋饮产品。
2.3.3醋饮产品指标分析
表6和表7为按照食醋标准进行的产品质量指标分析,从分析结果可以看出,本实验获得的醋饮产品具有良好的感官指标,理化指标亦合格。
该醋饮产品融合了现代酿醋技术,其具备一般醋的口感与香味,同时使用的原料主要是白酒副产物黄水,兼有白酒中特有的窖香、曲香、酯香、醇香,该产品是一种酒醋有机融合的复合饮品,其酸味纯正柔和,入口甜润甘美。
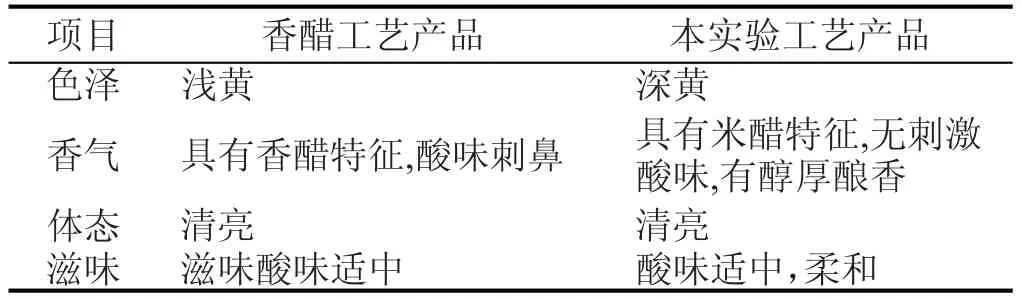
表6 感官指标分析
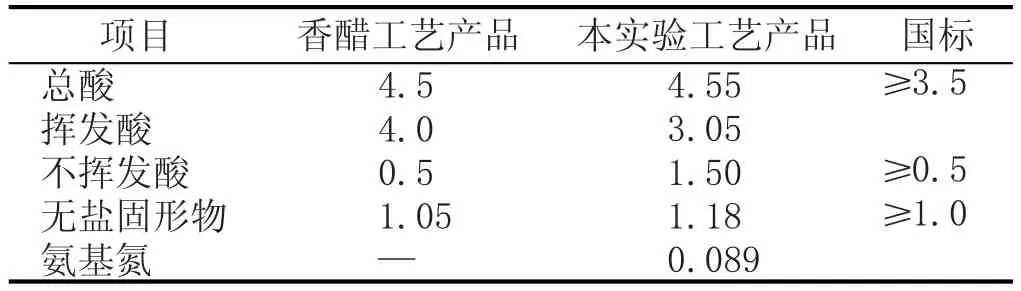
表7 醋饮产品理化指标分析 (g/100 mL)
尤其是从理化指标可以看出,本产品中不挥发性酸的比例明显高,从而表现为柔和的酸味,远没有乙酸的刺激,为应用创造了条件。另外,由于黄水中具有一定数量的蛋白质和蛋白酶,因此表现出产品具有氨基酸组分,经过氨基酸分析表明(见图6),氨基酸种类合理,为产品适宜的口感做出了贡献,同时也使产品的营养性得到体现。

图6 氨基酸分析图谱
另外,通过使用多功能食品安全快速测定箱对本研究产品的黄曲霉毒素、重金属、致病菌等安全性指标进行测定,全部显示为阴性或低于指标值,说明本产品的安全性是有所保障的。从整个生产过程来看,没有添加任何化学产品,且黄水本身来自酒窖之中,其前身是粮食,发酵过程也为食品生产过程,不会形成系统性毒害物质。
3 结论
3.1黄水生物转化最佳工艺条件
采用菌株13h,52#,ah进行黄水生物转化的最佳工艺条件为:黄水中补充0.04 % MgSO4, 0.2 % K2HPO4后,调节pH值为6.0,按照ah∶13h∶52#=1∶2∶1的比例,接种量为13 %,32℃发酵48 h,降糖幅度可达70 %,发酵结束后,发酵液中的丙酸和乳酸含量达到了496.97 mg/100 mL和603.03 mg/100 mL。
3.2辅型米酒最佳工艺条件
确定了黄水醋辅型米酒最佳发酵工艺条件为:发酵温度32℃、接种量9 %、发酵时间60 h。
3.3黄水醋饮产品
确定了黄水制醋中黄水转化液与米酒的最佳配比为7∶3,在此种配比下,发酵液中总酸、固形物含量及氨态氮的含量远远高于其他比例,且发酵产品颜色呈深黄色,无刺激酸味,醇厚酿香,酸味适中柔和,并且通过使用多功能食品安全快速测定箱对本研究产品的黄曲霉毒素、重金属、致病菌等安全性指标进行测定,全部显示为阴性或低于指标值。
参考文献:
[1]罗惠波,张宿义,卢中明.浓香型白酒黄水的应用探索[J].酿酒, 2004(2):71-72.
[2]刘兴禹,张为民,徐光.浓香型白酒生产中黄水的应用[J].酿酒,2000(3):43-44.
[3]刘琼,张跃廷.酿酒副产物黄水的综合利用[J].酿酒,2001(4):39-42.
[4]杨小柏,沈才洪,赵元森.黄水功能调酒液的研制开发[J].酿酒科技, 2001(6):89-90.
[5]周新虎,陈翔,王永伟,等.黄水生物转化技术研究[J].酿酒科技,2011(11):65-72
[6]张培芳,李冰,夏秀梅,等.浅谈黄水的综合利用[J].酿酒科技,2006(8):108-109.
[7]崔凤元,张荣,杨春艳.黄水浸糟工艺的研究与应用[J].酿酒,2004(3):78-79.
[8]赫江华.黄水调味液在新型白酒中的应用[J].酿酒科技,2005 (1):52-53.
[9]罗惠波,曹伦,骆科弟,等.黄水中乳酸菌的筛选及应用(一)[J].酿酒科技,2007(8):42-44.
[10]彭佑信.论浓香型白酒生产中的黄水[J].酿酒,2009,36(1):37-39.
[11]张志刚,何汝良,程江红.黄水酿醋工艺研究[J].中国酿造,2005(6):29-30.
[12]张建华,徐大好,王传荣,等.黄水酯化液在浓香型大曲酒丢糟中的应用[J].广州食品工业科技,2003(4):67-68.
[13]谢国排.黄浆水的综合利用探索[J].酿酒,2010,37(1):53-54.
[14]周桃英,李杏元,刘红煜.甜酒酿生产工艺的优化研究[J].酿中国造,2009(9):134-136.
[15]杨新力.黄水提取混合有机酸及其应用[J].酿酒科技, 1991 (3):33-35.
[16]王传荣,沈洪涛.黄水在新型白酒生产中的应用[J].中国酿造,2005(2):26-28.
The Production of Vinegar Drink by Yellow Water
WANG Yongwei1, XIE Jie1,ZHANG Congzhi1,JIANG Hongju1and LENG Yunwei2
(1.Yanghe Distillery Co.Ltd., Suqian, Jiangsu 223800; 2.School of Chemical Engineering and Technology, China University of Mining & Technology, Xuzhou, Jiangsu 221116, China)
Abstract:In this study, the use of liquor fermentation by-product, yellow water, to produce vinegar drink was explored. Yellow water biotransformation solution and auxiliary rice wine were prepared through biotransformation and mixed fermentation of multiple bacterial species combined with traditional wine-making techniques and vinegar-producing techniques. And the best technical conditions were determined. Then the two kinds of fermenting liquid were mixed at the ratio of 7:3. After solid aerobic fermentation of the mixture solution, vinegar drink was finally produced. Such study was of theoretical and practical significance in deep processing and high value-added research of yellow water.
Key words:yellow water; biotransformation; acetic acid bacteria; yeast; auxiliary rice wine; vinegar drink
作者简介:王永伟(1983-),男,山西忻州人,工程师,主要从事微生物应用研究。
收稿日期:2015-08-18
DOI:10.13746/j.njkj.2015343
中图分类号:TS262.3;TS261.9;X797
文献标识码:A
文章编号:1001-9286(2016)03-0052-05
优先数字出版时间:2016-02-15;地址:http://www.cnki.net/kcms/detail/52.1051.TS.20160215.1447.003.html。
