基于专家PID和模糊PID的双模态改进型Smith预估器在苛化工段的应用
2016-04-19张爱娟胡慕伊黄亚南
张爱娟 胡慕伊 黄亚南
(南京林业大学江苏省制浆造纸科学与技术重点实验室,江苏南京,210037)
基于专家PID和模糊PID的双模态改进型Smith预估器在苛化工段的应用
张爱娟胡慕伊*黄亚南
(南京林业大学江苏省制浆造纸科学与技术重点实验室,江苏南京,210037)
摘要:针对碱回收过程中苛化温度滞后时间长、惯性大及非线性的特点,结合专家PID和模糊PID智能算法,设计了专家/模糊双模态改进型Smith预估控制系统。根据温度的偏差选择专家PID或模糊PID控制器,来提高准确性和快速性。最后仿真和实际应用表明,改进型Smith预估控制系统可有效抑制滞后时间长对系统稳定性的影响,控制效果良好。
关键词:苛化温度;专家PID;模糊PID;双模态Smith预估器
在硫酸盐法制浆中,碱回收是必不可少的一部分。碱回收是从黑液中回收碱,实现碱的循环利用。碱回收包括黑液的蒸发、燃烧、苛化及石灰回收4个工段,其中苛化工段的任务是把燃烧工段产生的绿液经苛化变成白液,并产生白泥。整个苛化过程中,苛化温度会影响碳酸钙、氢氧化钙的溶解度,还对后续的白泥洗涤、白液碱量的降低等工艺产生影响,所以苛化温度直接影响苛化效率及反应速度[1]。因此,控制好苛化温度对整个苛化过程至关重要。
由于苛化过程中苛化温度存在滞后时间长、惯性大以及非线性的特点,常规的PID控制无论在控制精度上,还是控制速度上控制效果都不理想。随着智能控制算法的不断深入研究,人工神经网络[2]、模糊PID[3]都已被应用到碱回收的苛化工段中,还有基于BP网络的PID参数整定[4]和基于PSO的PID参数整定[5]等在苛化工段的应用越来越多。针对苛化温度滞后时间长的特点,结合专家PID和模糊PID智能算法引入专家/模糊双模态改进型Smith预估器,这样不仅可以解决苛化温度滞后时间长对系统稳定性的影响,还可以解决苛化温度模型不精确的问题。从后面的MATLAB仿真结果可以看出,该方案控制系统的控制效果十分理想,对被控对象模型变化的适应能力强,可有效控制苛化温度,使苛化工段的苛化效率提高。
1苛化工段的工艺流程
苛化工段的主要设备和工艺流程如图1所示。
经燃烧工段处理过的黑液称为绿液,绿液首先在绿液澄清器中进行澄清。然后通过绿液泵送设备把绿液贮存槽中的绿液输送到下一加热器中,对绿液进行加热。随后进行消化反应,在消化器中加入石灰,石灰的用量与绿液量成比例,反应约0.5 h后进入三段苛化器进行苛化反应。苛化过程是将绿液中的碳酸钠变成氢氧化钠,最后的沉渣为白泥,将其重新煅烧成石灰回用[6]。
在实际控制过程中,为了提高苛化度,在苛化器3中设置了苛化温度控制点,本文提出的基于专家PID和模糊PID的双模态改进型Smith预估控制方案就应用在此。除了苛化温度,苛化过程中还有绿液流量和绿液温度的监控点以及消化器的液位报警监测等。
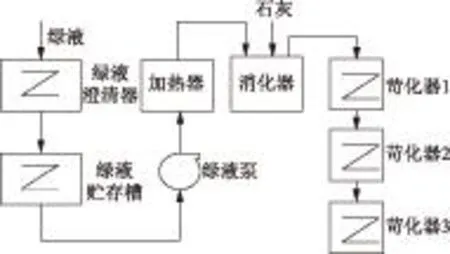
图1 苛化工段的工艺流程图
2基于专家PID和模糊PID的双模态Smith预估控制系统
2.1苛化温度控制系统
针对苛化工段苛化温度的惯性大、滞后时间长、非线性等特点,提出基于专家PID和模糊PID的双模态Smith预估控制方案。
由于传统Smith预估器比较依赖于控制对象准确的数学模型,这里采用改进型Smith预估器,提高系统的自适应能力。改进型Smith预估器的思想是当被控对象模型发生变化时,把变化后的模型与之前模型的差值作为补偿器的输入,然后作为系统的反馈回路。双模态控制的思想是当苛化温度偏差的绝对值小于某临界值时,自动切换到专家PID控制器,减小在设定值附近的震荡,快速进入稳定状态;当苛化温度偏差的绝对值大于某临界值时,切换到模糊PID控制器。具体的苛化温度控制系统结构图如图2所示。
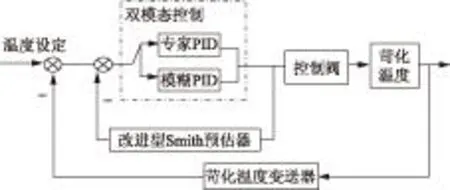
图2 苛化温度控制系统结构
2.2模糊PID控制器的设计
2.2.1模糊PID控制器的结构
模糊PID控制和专家PID控制思想相同,主要是利用模糊控制规则对PID参数进行调节[7]。苛化温度的模糊PID控制器属于两输入三输出的控制器,输入为苛化温度的偏差e和苛化温度的偏差变化率ec,比例、积分、微分输出参数分别为Kp、Ki、Kd,其对应的变化量分别为ΔKp、ΔKi、ΔKd。
模糊控制器的输入变量对应的实际控制对象是控制系统最终要控制的控制变量苛化温度的偏差e和偏差变化率ec,根据苛化温度偏差e和偏差变化率ec两者共同的范围来决定最后控制器的输出值,及比例积分微分的控制变化量。与此相对应的为3个模糊控制规则表。最终模糊PID控制器的输出为初始设定的Kp、Ki、Kd值,再加上模糊控制器中实时调整输出的ΔKp、ΔKi、ΔKd。
为减少计算量并提高灵敏度,输入和输出变量的隶属函数都设置为三角形隶属函数,采用Mamdani法和重心解模糊的方法。
根据控制要求,设输入e的基本论域为[-2,2];ec的基本论域为[-1,1];ΔKp的基本论域为[-0.06,0.06];ΔKi的基本论域为[-0.02,0.02];ΔKd的基本论域为[-2,2]。设e和ec的模糊论域为{-3,-2,-1,0,1,2,3};ΔKp的模糊论域为{-0.3,-0.2,-0.1,0,0.1,0.2,0.3};ΔKi的模糊论域为{-0.06,-0.04,-0.02,0,0.02,0.04,0.06};ΔKd的模糊论域为{-3,-2,-1,0,1,2,3}。计算出各个变量的量化因子,e的量化因子为1.5;ec的量化因子为3;ΔKp的比例因子为5;ΔKi的比例因子为3;ΔKd的比例因子为3。输入和输出变量的模糊子集都为{负大,负中,负小,零,正小,正中,正大},即{NB,NM,NS,ZO,PS,PM,PB}。
2.2.2模糊PID规则表
模糊PID控制规则表是模糊控制器的核心,它的正确性决定了模糊控制器的控制效果[8]。当苛化温度偏差较大,偏差变化率也较大时,应加大比例作用,减小积分作用,减小微分作用;当偏差逐渐减小时,可适当地减小比例作用,同时增大积分作用和微分作用[9]。根据系统响应在不同阶段误差e以及误差变化率ec的大小,来确定相应的比例、积分、微分作用的大小,分别得到比例、积分、微分的模糊PID控制规则表,见表1~表3[1]。
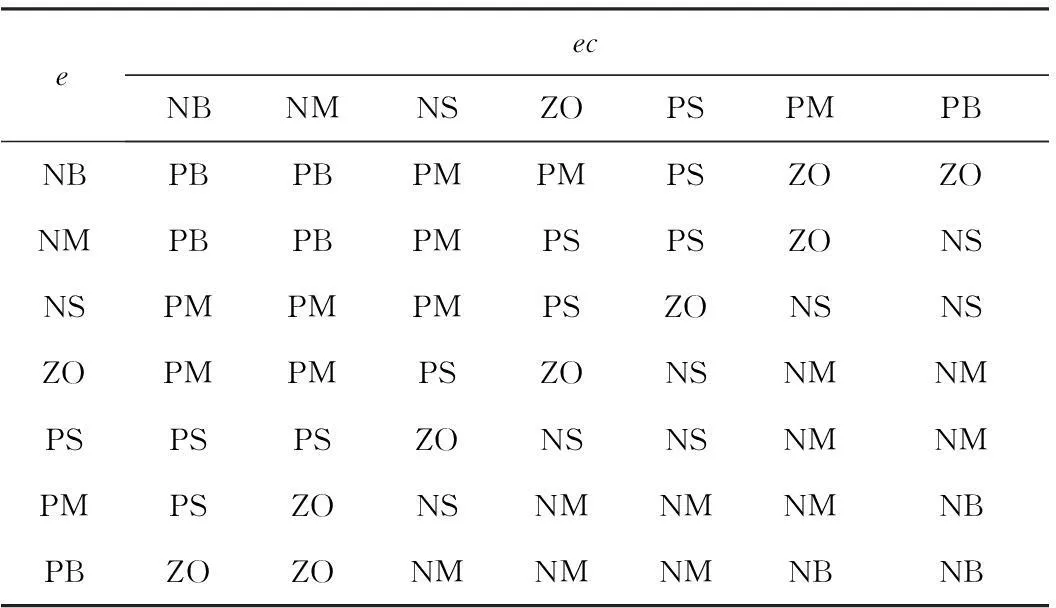
表1 Kp的模糊控制规则表

表2 Ki的模糊控制规则表

表3 Kd的模糊控制规则表
2.3专家PID控制器的设计
专家PID控制器是在专家控制器的基础上,利用专家规则库来实时地调整改变PID参数,相当于参数可以改变的PID控制器。专家PID控制的显著优点是超调小、响应速度快。在滞后时间长的温度系统中,若使用基本的PID控制器则会超调量或者调节时间过长,而使用专家PID控制器则会显著减小超调,响应速度变快。
2.3.1专家PID控制器的结构
苛化温度的专家PID控制器结构如图3所示,其结构主要包括知识库、推理机、控制规则集、人机接口以及常规的PID控制器。
知识库是专家控制器的基础,主要存放与苛化温度相关的数据和经验知识。从广义上说,知识库中包含控制规则集。控制规则主要根据专家及现场有经验的工作人员建立起来,控制规则集是专家PID控制器的核心,用来控制PID参数的输出。推理机是根据现场实时运行的情况和建立的知识库来推出实际的控制作用,每完成一次推理就是一个控制周期。该控制器采用数据驱动的正向推理,控制规则由前向后逐一匹配。
另外图3中的参数组代表不同情况下的PID控制参数,参数组和专家PID控制器的控制规则互相对应。每一个参数组分别对应不同苛化温度偏差变化时PID参数的大小。在实际控制过程中,正是这些参数组对实际的控制起主要作用。

图3 专家PID控制器的结构
2.3.2专家PID控制规则表
专家PID控制规则是专家控制系统的核心,它主要是根据领域内的专家和现场工作人员的长期经验及一些事实的控制规律总结出来的,然后再反过来用于控制,控制效果很好。
根据现场实际控制苛化温度的经验,对苛化温度的控制规则进行总结,得到最终控制的专家规则表,如表4所示。已知输入为苛化温度偏差和苛化温度偏差变化,输出为PID参数变化量。
专家控制器输入输出对应的控制对象和模糊控制器基本相同,不同之处是中间过程的由输入推导输出的控制规则不同。专家控制器首先把输入参数进行明确的数值模糊化,然后,再直接根据输入变量苛化温度的偏差e和偏差变化率ec明确的范围,来共同决定ΔKp、ΔKi的变化量。与模糊控制器中输入输出对应不同的是,专家控制器把输入输出的范围变得具体化。
在实际的仿真和控制过程中,要想实现专家规则,必须把输入量苛化温度偏差、苛化温度偏差变化和输出量PID参数变化量进行参数模糊化,即:
e(k)={-a2,-a1,0,a1,a2}
Δe(k)={-b2,-b1,0,b1,b2}
ΔKp(k)={-c2,-c1,0,c1,c2}
ΔKi(k)={-d2,-d1,0,d1,d2}
在表4的专家PID控制规则表中,这些输入变量和输出变量将以具体的数值表现出来,对控制系统进行分段控制,提高系统的响应速度和控制精度。

表4 专家PID控制规则
其中,e(k)为k时刻苛化温度偏差;Δe(k)为k时刻苛化温度偏差变化;ΔKp(k)为k时刻比例参数变化量;ΔKi(k)为k时刻积分参数变化量。
2.4专家/模糊双模态改进型Smith预估器
传统Smith预估器要求有精确的数学模型,如果被控对象的数学模型变化,则控制的效果会减弱,但是在实际中,被控对象的模型都会发生变化,因此,要对传统Smith预估器进行改进。
改进型Smith预估器的思想为:当被控对象模型发生变化时,把变化后的模型与之前模型的差值作为补偿器的输入,然后作为系统的反馈回路。最后,把双模态Smith预估的思想和改进型的Smith预估器结合起来,得到的专家/模糊双模态改进型Smith预估器结构如图4所示。

图4 专家/模糊双模态改进型Smith预估器结构
其中,输出与给定间的传递函数为:
(1)
因此,系统的特征方程为:
(2)
若补偿器Gc2(s)的模很小,则:
1+Gc2(s)G0(s)e-τs≈1
(3)
(4)
此时,特征方程近似为:
(5)
因此,从式(5)可以得出系统的稳定性与被控对象模型中的时滞和所选取的补偿器都无关。
3仿真结果
在MATLAB中利用专家/模糊的双模态改进型Smith预估控制方案对苛化温度进行仿真[10],根据仿真结果的阶跃响应曲线判断控制方案的优缺点,并和其他不同的控制方案进行比较,从超调量、调节时间、稳态误差以及抑制干扰等方面来说明控制方案的优点。
由于苛化温度有惯性大和滞后时间长等特点,参考选取文献[3]中苛化温度的传递函数:
(6)
其中,K=3.86,T=16,τ=28,以此作为下面MATLAB仿真对象的传递函数。实际应用过程中,不同场合苛化工段的传递函数有所不同,这就要求控制系统要有一定的自适应能力。
3.1苛化温度模型匹配的仿真
在MATLAB中根据苛化温度的控制方案,建立好控制系统的仿真模型图,然后根据建立好的仿真模型,并采用式(6)的传递函数作为仿真对象进行仿真。若参数模型匹配,即K=3.86,T=16,τ=28。在仿真时间t=0时刻对苛化温度控制系统给定阶跃输入信号,并在仿真时间t=1100s时给系统加入向下的阶跃干扰。利用3种控制方案进行仿真,即专家/模糊的双模态改进型Smith预估控制、基于模糊的Smith预估控制以及常规的PID控制方案,3种控制方案的仿真曲线如图5所示。
从图5的仿真曲线中可以看出,专家/模糊的双模态改进型Smith预估控制的效果最好,超调量最小,调节时间也比较短,对于加入的向下的阶跃干扰,可以较快地再次达到平衡状态。基于模糊控制的Smith预估方法比常规的PID控制效果好,超调较小,响应时间较短,但整体上的控制效果要弱于专家/模糊的双模态改进型Smith预估控制方案。

图5 模型参数匹配时3种控制方案的仿真曲线
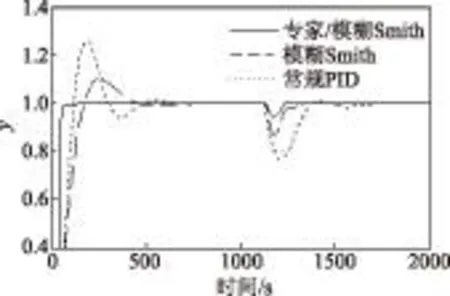
图6 模型参数失配时3种控制方案的仿真曲线
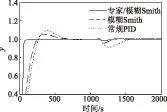
图7 模型参数K减小时的仿真曲线

图8 模型参数T增大时的仿真曲线
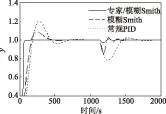
图9 滞后时间增大时的仿真曲线
3.2模型失配时的仿真结果
下面研究苛化温度的传递函数发生变化时控制系统的控制效果,若式(6)中的参数变成:K=3.72,T=19,τ=32,再用上述调整好的仿真模型来对此时控制对象的数学模型进行仿真。在实际的苛化温度控制系统中,传递函数都会受其他因素的影响而发生变化,不同苛化工段的数学模型就会不一样,但模型参数只会在一定范围内发生变化。所以,一种控制方案的提出,要研究它的自适应能力,若模型参数在一定范围内变化,控制方案的控制效果是否会明显变化。3种控制方案对应的仿真曲线如图6所示。
从图6的结果可看出,当模型参数发生变化,从抑制干扰的情况来看,3种控制方案的控制效果都比模型匹配时要减弱。但是专家/模糊的双模态改进型Smith预估控制的响应时间和超调量基本没有发生变化,控制效果仍然是最好的,表明了该控制方案的自适应能力较好。
3.3苛化温度参数变化时具体分析
3.3.1参数K变化
苛化温度的传递函数中的参数K相当于传递函数的增益,当苛化温度中的其他参数不变,只有参数K发生变化时,根据其响应曲线来分析3种方案的鲁棒性。假设模型参数K减小,3种控制方案的仿真结果如图7所示。
从图7中看出当模型参数K减小时,3种控制方案的超调量都明显变小,特别是基于模糊的Smith预估和常规PID控制方案,这2种方案当参数K减小时超调变化很明显,而专家/模糊的双模态改进型Smith预估方案的稳定性最好。
3.3.2参数T变化
当时间常数T增大时,用前面调试好的仿真模型进行仿真,仿真结果如图8所示。
当时间常数T增大时,3种控制方案的超调量与图5相比,有增大的趋势。当然总体来看,还是专家/模糊的双模态改进型Smith预估控制的鲁棒性最好,参数模型发生变化对它的控制效果影响最小。
3.3.3参数τ变化
苛化温度的控制系统是一个大滞后系统,滞后时间对系统的稳定性产生较大的影响,当只有滞后时间发生变化时,通过阶跃响应曲线来分析假如在实际过程中滞后时间发生变化,专家/模糊的双模态改进型Smith预估控制系统能否具有较好的鲁棒性。
若滞后时间增大,用之前的仿真模型来进行仿真。3种控制方案的仿真结果如图9所示。
当滞后时间在一定范围内增加,提出的专家/模糊的双模态Smith预估控制系统的稳定性基本没有变化,可见其鲁棒性较好。其他两种方案的稳定性都受到一定的影响,超调量都有所增加,当受到干扰时,也不能迅速抑制干扰,稳定性有待提高。
4实际应用效果
为了验证控制方案的实用性,把控制方案试用于造纸厂的苛化控制工段,根据实际运行情况来对现有的控制方案进行改进。实际应用时选用SIMATIC S7-300系列的PLC产品,利用STEP7编程软件来实现专家/模糊双模态改进型Smith控制器的控制规则。在实际控制中,把苛化温度设定在90℃。如图10可见,实际应用中的苛化温度一直围绕着温度设定值的上下进行波动。控制的温度偏差在±3℃左右。因此,该控制方案具有一定的实际应用意义。
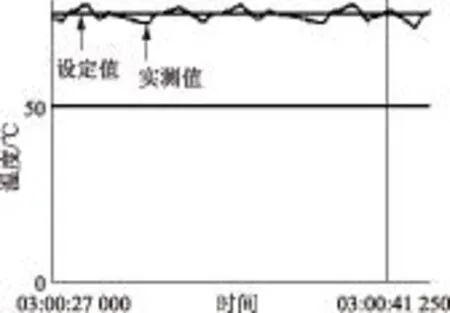
图10 苛化温度实际运行曲线
5结论
苛化温度对苛化工段的苛化度影响很大,因此,必须要有合适的控制系统来严格控制苛化器内的温度。由于苛化温度本身具有的滞后时间长、惯性大及非线性等特性,结合专家PID和模糊PID这两种智能控制方法,引入了双模态改进型Smith预估控制,从控制精度和响应速度上来提高苛化温度控制系统的控制效果。由于传统Smith预估对被控对象的精确要求,自适应能力差,采用改进型的预估控制方案可提高系统的自适应能力。通过最后的MATLAB仿真结果,证明了专家/模糊的双模态改进型Smith预估控制方案的控制效果较好,超调量小,响应时间短,对干扰的抑制能力好;当被控对象模型参数发生变化时,仍有较好的鲁棒性。最后,将控制方案应用于造纸厂的苛化工段,从实际运行的苛化温度控制曲线可以看出,控制精度较好。因此,该苛化温度控制方案的实用性比较强,可以精确地控制苛化温度。
参考文献
[1]You Bin, Peng Han. Design of Temperature Control System in Causticizing Process Based on Fuzzy Feed-forward Feed-back Control[J]. Transactions of China Pulp and Paper, 2013, 28(3): 54.
尤斌, 彭晗. 基于前馈模糊反馈的苛化温度控制系统设计[J]. 中国造纸学报, 2013, 28(3): 54.
[2]Li Minghui, Meng Xiankun. Study of the Control System for Artificial Neural Network in Alkali Recovery Caustic Process[J]. Journal of Zhengzhou University, 2011, 32(6): 96.
李明辉, 孟宪坤. 人工神经元网络在碱回收苛化过程控制系统的研究[J]. 郑州大学学报, 2011, 32(6): 96.
[3]Wang Kun, Cui Jiren. Application of a Fuzzy PID Controller in Caustic Process[J]. Forestry Machinery & Woodworking Equipment, 2010, 38(4): 50.
王鹍, 崔继仁. 模糊PID控制器在苛化过程中的应用[J]. 林业机械与木工设备, 2010, 38(4): 50.
[4]LI Yan, LI Ming-hui, WANG Meng-xiao. Self-Adjusted PID Control Based on BP Network and Its Application in the Control System of Causticizing Station[J]. China Pulp & Paper, 2005, 24(4): 42.
李艳, 李明辉, 王孟效. 基于BP网络的自整定PID控制算法及其在苛化工段的应用[J]. 中国造纸, 2005, 24(4): 42.
[5]Xia Huawei, Xiong Zhixin, Hu Muyi. The Application of PID Control Based on PSO in Caustic Process[J]. China Pulp & Paper Industry, 2014, 35(10): 30.
夏华伟, 熊智新, 胡慕伊. 基于PSO的PID参数整定在苛化工段的应用[J]. 中华纸业, 2014, 35(10): 30.
[6]Mu Yahui, Xu Yanhua, Dou Jilei. The Application of PLC in the Caustic Process of Alkali Recovery[J]. Control and Instruments in Chemical Industry, 2012, 39(3): 424.
穆亚辉, 许艳华, 寇继磊. PLC在碱回收苛化工段中的应用[J]. 化工自动化及仪表, 2012, 39(3): 424.
[7]Liu Chunyan, Wang Shifang, Wang Shu dong. Research and design on the dissolve oxygen control strategy based on the fuzzy PID[J]. Journal of Qinghai University, 2011, 29(2): 19.
刘春艳, 王世芳, 王树东. 基于模糊PID的溶解氧量控制策略的研究与设计[J]. 青海大学学报, 2011, 29(2): 19.
[8]REN De-jun, YAO Jin, WANG Yong-gui. Self-adaptative Fuzzy Prediction Control for Dryer Temperature in Paper Making Process[J]. China Pulp & Paper, 2003, 22(6): 23.
任德均, 姚进, 王庸贵. 抄纸过程中烘缸温度的自适应模糊预估控制[J]. 中国造纸, 2003, 22(6): 23.
[9]MENG Yan-jing, ZHOU Bin, LIU Yuan-yuan. Paper Tension Control of Re-winder Based on Fuzzy Adaptive PID Algorithm[J]. China Pulp & Paper, 2011, 30(2): 41.
孟彦京, 周斌, 刘圆圆. 基于模糊自适应PID算法的复卷机退纸辊张力控制[J]. 中国造纸, 2011, 30(2): 41.
[10]Li Guoyong. Intelligent Control and Realization of MATLAB[M]. Beijing: Publishing House of Electronics Industry, 2005.
李国勇. 智能控制及其MATLAB实现[M]. 北京: 电子工业出版社, 2005.
(责任编辑:刘振华)
Application of Dual-model Improved Smith Predictor Based on Expert and Fuzzy PID Controller in Causticizing Process
ZHANG Ai-juanHU Mu-yi*HUANG Ya-nan
(JiangsuProvincialKeyLabofPulpandPaperScienceandTechnology,NanjingForestryUniversity,Nanjing,JiangsuProvince, 210037) (*E-mail: aijuanzhang1126@163.com)
Abstract:Considering the large time-delay, high-inertia and time-varying characteristics of causticizing temperature, this paper designed an improved dual-model Smith predictive control system, combined with expert and fuzzy control algorithm. According to causticizing temperature deviations, expert PID controller or fuzzy PID controller could be used to improve accuracy and rapidity of control system. The simulation and the practical application results showed that improved Smith predictive control system could effectively suppress the influence of large time delay on stability of the system. The control system had good quality.
Key words:causticizing temperature; expert PID control; fuzzy PID control; dual-model Smith predictor
中图分类号:TS736
文献标识码:A
DOI:10.11980/j.issn.0254- 508X.2016.03.009
*通信作者:胡慕伊先生,E-mail:muyi_hu@njfu.com.cn。
基金项目:江苏省制浆造纸科学与技术重点实验室江苏高校优势学科建设工程资助项目。
收稿日期:2015-10-13(修改稿)
作者简介:张爱娟女士;在读硕士研究生;研究方向:制浆造纸过程控制、专家控制。
·双模态Smith预估器·