精密微量加料系统设计
2016-04-14王春好


摘 要:对常用的固体流量计量方法进行了分析,提出一种基于失重法新的流量动态获取算法,采用PID算法实现了加料流量的自动控制;针对某化工行业固体物料添加要求,提出一种应用PLC及VC++软件的精密微量加料控制系统的设计与研制。实现了固体物料小流量加料的检测和控制问题。
关键词:失重算法;固体流量计量;PID控制;PLC;VC++
DOI:10.16640/j.cnki.37-1222/t.2016.08.262
1 引 言
在工业生产中,有很多地方需要对粉末状或小颗粒状散状固体物料的流量进行准确的测量和控制,如化工行业中的原料配置。固体流量测量與液体流量测量相比有一定难度和特殊性[1]。目前常用的固体物料的质量流量检测方法有:失重式、冲板式和皮带秤式。冲板式流量检测适用于大流量且精度较低,一般检测流量范围300kg/h。皮带秤方式同样适用于大流量的物料检测。两者均难实现微小流量的测量,无法适用于微小流量物料添加[2]。
失重式计量是九十年代开始应用于工业过程称重连续计量的,其优点突出,得到越来越多的应用,但也大都用于较大流量场合。目前国内对固体小流量精确测量及控制方法研究未见报道。在某化工行业中连续定量添加固体小颗粒添加剂,添加量根据产能确定,范围为10~50g/min,属于微量添加,要求添加的误差2g/min。此处加料流量小且精度要求高。本研究针对以上要求设计了基于失重式的微量加料控制系统,较好的实现固体物料小流量测量及自动控制。
2 系统原理
失重式计量原理:将料斗及给料机构作为整个秤体,通过仪表或上位机不停对秤体进行重量信号的采样,计算出重量在单位时间的变化比率作为瞬时流量,再通过各种软硬件的技术处理,得出可以作为控制对象的“实际流量”;然后通过控制给料机构来调节给料流量[3]。
本加料系统基于失重式原理设计,由给料设备、称重传感器、信号采集器、控制系统几部分构成。
系统工作过程如下:称重传感器及信号采集器采集设备总体的重量信号,将信号传到控制器中计算出“瞬时流量”,控制器调节给料机电机频率实现流量的闭环调节。
给料机为双螺旋给料机,通过变频器控制电机转速实现对流量的调节。螺旋给料设备运行平稳,双螺旋结构保证了给料均匀度及控制的线性度。本研究根据加料量,确定了螺旋尺寸,进行加料设备机械结构设计,并进行加工样机。
信号采集器实现传感器信号的采集及数字化,将数字信号传送的PLC系统中。
控制系统由PLC控制器及上位机控制软件组成,采用了SIMNEN PLC做主控制器,实现了重量信号采集、流量计算、闭环控制功能。上位机控制软件采用VC++软件编写,实现了设备的远程自动控制、参数设置及加料历史数据存储及查询等功能。
3 流量信号获取与控制
在本系统中,物料流量的动态获取非常重要。本文从传感器选型、信号采集器设计及软件算法方面进行了综合考虑,保证流量的计算的精度及实时性。并在流量获取的基础上基于改进的PID算法,实现了对流量的闭环控制。
3.1 重量信号采集
称重传感器采用高精度称重传感器,从根本上保证采样值的精度,传感器量程的选择按照公式:
传感器量程=(设备重量+最大称重重量)+传感器数量×(0.6~0.65)
此化工流程属于防爆场合,因此添加设备电机必须采用变频防爆电机,导致设备本身重量为30多公斤,无法再减小;根据公式选择称重传感器的量程为30Kg。称重精度要求2g,因此数字采集器至少有40000个刻度值的分辨率,信号采集器为自主研发,设计前置放大电路实现了对微V级信号的精确放大测量。称重传感器输出为mv信号,一般最大输出为30-40mV,易受射频干扰,因此将信号采集器安装在称重传感器旁边,缩短了mv信号的传输距离;将称重信号以通讯方式传给PLC控制系统,有效了避免了模拟信号远距离传输过程中的干扰问题。
重量信号是后期流量获取的基础,因此数字采集器中利用软件算法中对重量采集信号进行了滑动均值滤波,减少了重量信号的一些偶然误差。
3.2 失重式流量获取算法
失重式计算流量存在的缺点如下:1) 加料期间无法测量流量; 2)对外部干扰敏感,如震动及信号干扰。本文设计算法有效避免以上2个缺点。
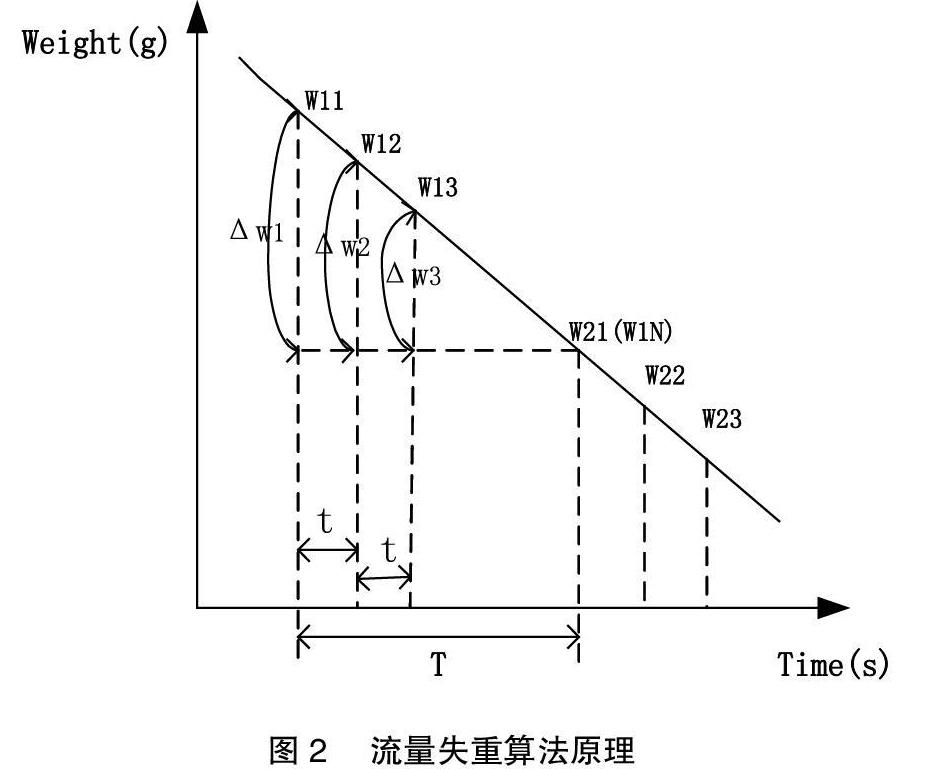
失重法测流量常用的流量获取算法如图2所示。
T :采样周期 t:采用间隔 ΔW:采用周期内的重量变化值 N:采用次数
某一采样时刻的流量。流量值。本算法中失重信号ΔW的计算很重要,此处加料速度为10~50g/min,一般取采样周期T=1min,采样时间间隔t=10S,因此失重信号ΔWmin=1~5g、ΔWmax=10~50g,失重信号占传感器量程的比例极小,失重信号及其微弱,极容易受到干扰。干扰来自两个方面,第一,设备本身及安装平台导致会设备有一定震动,震动使重量信号采集的产生波动。第二,变频器等强电设备对传感器模拟量信号有干扰,也会影响重量信号的采集。当流量很小时,实际的重量信号是锯齿状下降的,影响到计算结果。 在取样间隔内的,重量信号的波动幅度甚至会大于ΔWmin,如果失重信号ΔW=W1N-W11会造成误差累计,导致误差成倍放大[4]。由于以上原因,利用上述公式无法获取准确的流量信号,即使我们对流量信号进行多次平滑滤波后,效果仍然不理想。
本系统设计一种新的流量获取方法,将曲线拟合引入到流量计算中。以固定时间间隔t对重量信号进行采样,然后取N个重量信号进行曲线拟合,拟合后的直线的斜率既是所求的流量。N个重量信号随着新的采样值递推,重复计算。
本算法避免了单个ΔW的计算,消除了误差积累,并且可以通过采集次数N的控制达到流量的准确性及稳定性,又实现了流量计算的实时性。通过工业试验证明本算法有效克服了由于设备震动、重量信号的偶然误差对流量信号的干扰。当设备添料时,本系统流量值取前N次流量值的均值,待加料完毕后,重新利用算法进行运算。
3.3 添加流量闭环控制
控制对象为物理添加流量,控制算法基于增量式PID算法,并根据本控制对象特性进行了一定的改进。失重式测量的原理,决定了流量计算存在一定的滞后,本控制对象有一定的时滞特性,因此在进行流量自动控制时,控制周期T=3*(流量计算周期)。为了避免系统震荡及缩短调节时间,本系统还采取如下措施:① 预先试验获取流量与频率的分段關系式,为控制器输出设定初值,然后再通过PID控制器的输出进行精确控制。②限定了PID输出的最大调整量。③多PID控制器;当流量与设定值偏差较大时,采用粗PID调节;当接近时,采用细PID调节。利用该算法实现了流量自动定值控制,工业应用控制效果如下图3所示。
4 控制系统设计
4.1 PLC系统设计
控制器采用了西门子S7-300系列PLC,PLC软件采用STL语句编写。PLC系统的程序主流程结构图,如图4。
程序在主循环OB1实现了程序初始化、失重流量计算、PID控制计算、变频控制、重量报警及加料控制等功能。重量信号的采集,利用Modbus主站库函数,PLC作为主站,同采集器进行Modbus通讯,实现重量原始信号的定时采集。重量原始信号为0~65536之间的数字量信号,利用标定系数,将重量原始信号转换为重量信号,并将重量信号存储到DB块中。流量信号计算,利用DB块中存储的重量信号,编写拟合算法实现流量信号获取。流量控制算法是编写了双增量式PID控制算法,实现流量自动控制。
4.2 上位机软件设计
上位机软件采用VC++软件编写,数据库采用了ACCESS数据库。软件的程序框架基于并行结构,实现了多任务并行,软件主要功能包括:加料过程监控、PLC数据采集、传感器标定、加料数据保存查询等功能。程序框架如图5所示。
VC++软件同PLC通讯是通过PODAVE实现的,RODAVE提供动态连接库给上位机中的高级语言编程器,使得上位机对plc中包括M, T, C, I/O各存储区中的数据进行读写。通过调用库函数的方法,实现对DLL中函数的调用。
5 试验及结论
加料系数已制造样机,在工业现场进行添加试验,加量准确平稳,加料平均误差2g/min,控制效果良好,各项参数均达到了设计的目标。
试验结论:
(1) 本文提出的基于失重法的动态流量算法,较好的解决了失重算法容易受到干扰的问题。(2)本项研究基于某实际工艺场合设计的精密加料系统,实现了加料流量精确获取及自动控制,达到了加料精度要求,加料误差1g/min。(3)加料系统加料精度高、稳定、操作方便、可靠且成本较低,同样适用于其他小流量的粉末或颗粒固体物料的连续添加场合,具有较大的应用潜力和推广价值。
参考文献:
[1]彭践.散状固体的流量测量[J].自动化与仪表,2003,18(02):10-11.
[2]章世秀,丁永前.固体颗粒料质量流量测量技术现状分析及设想[J].中国农机化学报,2004(05):52-53.
[3]刘银华.失重法自动配料系统的设计[J].中国有色冶金,2004(04):84—86,92.
[4]陈耕,杨国强.失重秤原理及波动原因分析[J].铜业工程,2011, (06):59-62.
作者简介:王春好(1981-),男,硕士,研究方向:机械系统设计、仿真,主要从事国际工程管理工作。
