烟道高温蝶阀的再造在催化裂化装置上的应用
2016-04-14李建涛刘炳岩
李建涛 , 刘炳岩
(中国石化 南阳能源化工有限公司 , 河南 南阳 473132)
烟道高温蝶阀的再造在催化裂化装置上的应用
李建涛 , 刘炳岩
(中国石化 南阳能源化工有限公司 , 河南 南阳473132)
摘要:中石化南阳能源化工有限公司催化裂化装置一再烟道副线高温蝶阀,在使用过程中,出现打开困难,最多只能开至全程的40%,造成后部CO锅炉检修时烟气憋压,给CO锅炉检修带来了安全风险。通过阀门再造技术,修复了损坏配件,投运正常。再造费用是新阀价格的1/3,节约了阀门购置资金。
关键词:催化裂化 ; 高温蝶阀 ; 再造
0前言
阀门作为控制流体介质的流量、流向、压力、温度的机械装置,是管道系统中的基本组成部件,广泛应用于石化、天然气、热电、水利、给排水等行业。阀门在使用过程中由于磨损、氧化、腐蚀、冲蚀、变形等原因会出现故障和失效,在阀门再造工艺发明和推广以前,失效的阀门大多是拆下来后直接更换为新阀门,新阀门购置费是构成工厂维修费用的重要组成部分。阀门的部分零部件失效而更换整个阀门是不经济的。特别是炼油厂催化裂化装置的烟道高温蝶阀,属于特殊阀门,在生产中占据重要位置。因其工作环境恶劣,材质特殊,故价格昂贵。
1烟道高温蝶阀存在的问题
中国石化股份有限公司南阳能源化工有限公司(以下简称南阳能源)0.2×106t/a催化裂化装置由四川石油勘察设计院设计,并于1992年12月建成投产。1994年12月由华东勘察设计院改造成为0.25 ×106t/a高低并列式重油催化裂化装置,新增烧焦罐和第二再生器(以下简称二再),再生方式为两段再生,第一再生器(以下简称一再)为贫氧再生,CO组成为7.8%;二再为富氧再生,O2为9.2%(体积百分比)。一再烟气和二再烟气进入CO锅炉混合燃烧,发生1.0 MPa蒸汽后烟气排入烟囱。一再烟道、二再烟道的正副线均设置有高温蝶阀。一再烟道副线高温蝶阀,公称直径为800,设计压力为0.3 MPa,设计温度750 ℃,最大开度90°,介质为含微量催化剂烟气,阀体内部衬有龟甲网的双层衬里(隔热衬里和耐磨衬里);蝶阀带有手动和电液执行机构,可以手动控制和电液控制。出厂日期为2006年4月。该蝶阀运行至2013年5月份时,因为抢修CO锅炉需要切除烟气到CO锅炉的正线,打开烟气副线蝶阀,发现只能在全开度的0~40%范围内活动(经解体后发现的具体故障见本文3.1),CO锅炉检修时,一再烟气憋压,烟气穿透一再正线水封进入CO锅炉,给CO锅炉检修带来极大安全风险。CO锅炉运行中,烟气进烟囱温度为176 ℃,而烟囱排烟温度223 ℃,说明一再或二再副线蝶阀关闭不严密。出于安全考虑,平时二再副线水封投入正常使用,一再副线水封罐不上水,因此可以判定一再副线烟道蝶阀关闭不严密。高温烟气从副线流走也造成了能量的浪费和环境的污染。一再、二再再生烟气流程如图1所示。
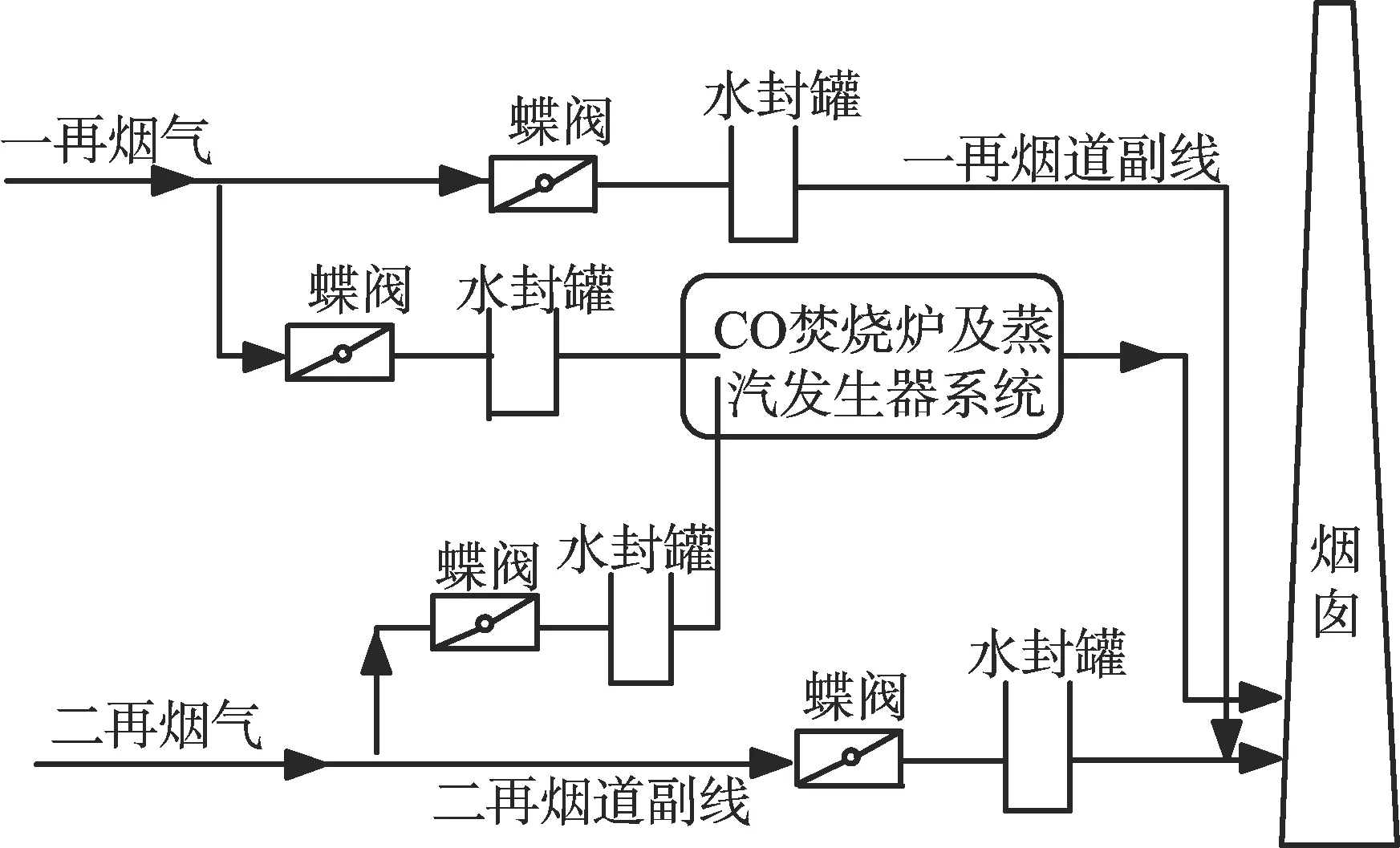
图1 再生烟气流程示意图
2阀门再造修复技术
2.1原理
阀门再造修复是指对运行过一个生命周期的阀门按制造标准加工其主要部件(铸件)和更换其他部件后重新组装,并检验达到全部合格标准的工艺流程。在美国等发达国家,设备修复工程已经从生产制造的从属地位成为社会经济中的支柱产业[1]。阀门再制造是一种对废旧阀门实施高技术和改进的产业。针对损坏和行将报废的阀体及零件,在性能失效分析、寿命评估等分析基础上,进行再制造工程设计,采用一系列相关的先进制造技术,达到或超过新品。再制造和新品相比,可节能60%,节材70%,节约成本超过50%,几乎不产生固体废物,大气污染排放量降低80%以上,而且使用性能基本一样。再制造有利于形成“资源—产品—废旧产品—再制造产品”的循环经济模式,可以充分利用资源,保护生态环境。
阀门再造的实质是对旧阀门的重新制造,但它又区别于阀门的常规制造和简单的修复。其整个工艺包含热处理、酸洗、机加工、研磨等二十多道工序。使用过一个生产或生命周期的阀门,其金属物理应力消失,这是阀门再造技术能够应用的前提和基础。
2.2阀门再造的循环经济特性
循环经济是以“3R原则”为经济活动的行为准则[2]。“3R原则”是减量化原则(reduce)、再使用原则(reuse)和再循环原则(recycle)。阀门再造作为循环经济中新工艺产业化成功的范例,属于典型的原级再循环经济,并且具有再使用的部分特征。
2.3阀门再造流程
阀门再造主要分为两个部分:阀门主体部分再造和阀门执行机构部分再造。由于南阳能源公司计划更新该蝶阀的执行机构,因此阀门执行机构部分不需再造。
阀门主体部分再造主流程如图2所示。修复后的阀门达到新阀出厂标准。
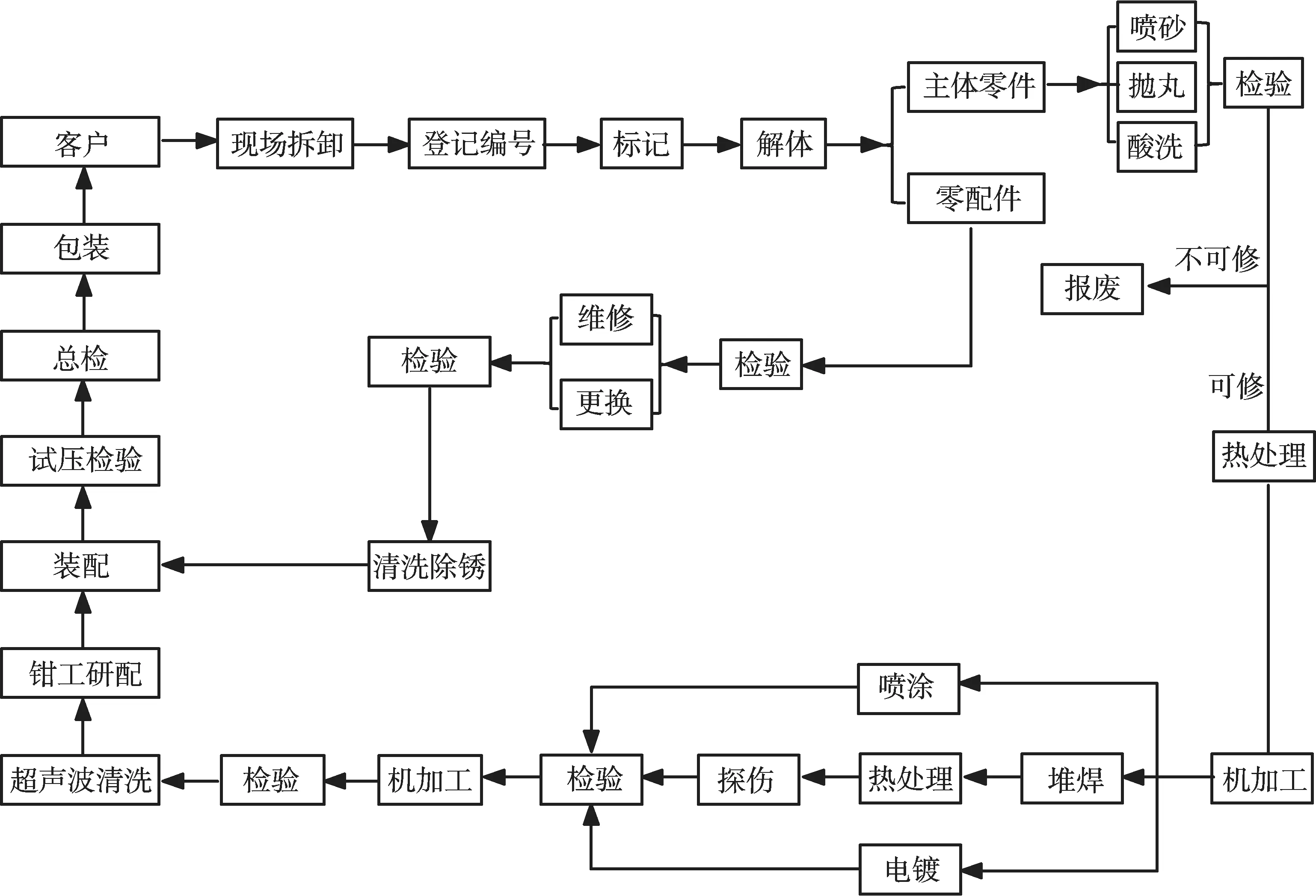
图2 阀门主体部分再造流程示意图
3烟道高温蝶阀的再造
3.1蝶阀故障情况
2014年7月,利用装置大修机会,将该蝶阀拆下和另外一些特殊阀门一起送至BC阀门制造公司实施再造修复。
经BC公司解体发现一再烟道副线DN800高温蝶阀主体部分存在以下故障:①蝶阀前轴花键处扭曲变形严重,后轴腐蚀严重;②前轴和后轴的弹簧全部断裂;③填料、垫片老化;④轴承烧死;⑤隔热衬里和耐磨衬里老化脱落。
3.2修复方案
针对以上故障情况,BC公司制订了修复方案如表1所示。

表1 DN800烟道蝶阀修复方案
4应用效果
4.1使用效果
修复后的烟道蝶阀,在一年来的运行中,执行机构运转灵活,即使在高温热态下运行,阀门开关也灵活、可靠; CO锅炉排烟温度从223 ℃降为目前的170 ℃,说明密封效果良好;消除了CO锅炉抢修时的安全隐患;减少了一再烟气中CO排放对大气的污染,同时最大限度地回收了烟气热能。
4.2经济效益
直接效益:该型号高温蝶阀,出厂新阀的主体部分(不含执行机构)市场价格为15万元左右,而旧阀再造总费用为4.9万元(含增值税),可节约购置新阀费用10余万元。间接效益:烟道蝶阀再造修复后,一二再烟气可以全部进入CO锅炉,1.0 MPa蒸汽产量从14.0 t/h增至目前的14.3 t/h,每小时净增0.3 t,按每吨蒸汽170元、CO锅炉年运行8 400 h计算,则年节能创效42.84万元。7.8%(体积百分数)CO一再烟气全部进入CO焚烧炉燃烧,在回收化学能的同时,减少了CO直接排放造成的环境污染。
5结束语
再造修复后的烟道高温蝶阀,在一年多的使用过程中,开关灵活、可靠,密封性良好。旧蝶阀再造费用只占新阀价格的1/3,节约了公司采购费用。含CO的一再烟气全部进入CO焚烧炉,减轻了环境污染。阀门再造修复技术的成功应用,为南阳能源公司以后的阀门修复提供了科学借鉴。
参考文献:
[1]冯春荣,李献伟.电厂阀门修复的必要性及工艺探讨[J].山西电力,2003(2):40-41.
[2]黎倩雯,张德伟.从“牛仔经济”到“太空人经济”——循环经济的3R原则及应用[J].中国电力企业管理,2007(7):36-37.

中图分类号:TQ050.47
文献标识码:B
文章编号:1003-3467(2016)02-0048-03
作者简介:李建涛(1973- ),男,技师,从事催化裂化工艺管理工作,电话:15188222918。
收稿日期:2015-12-21
