催化裂化轻汽油醚化(LNE)系列工艺技术的工业应用
2016-04-12李长明张松显孔祥冰任海鸥
李长明,张松显,孔祥冰,任海鸥
(中国石油兰州化工研究中心,兰州 730060)
催化裂化轻汽油醚化(LNE)系列工艺技术的工业应用
李长明,张松显,孔祥冰,任海鸥
(中国石油兰州化工研究中心,兰州 730060)
中国石油兰州化工研究中心等单位合作开发了催化裂化轻汽油醚化LNE 系列工艺技术,可满足生产乙醇汽油和非乙醇汽油炼油厂的不同技术需求。工业应用结果表明:LNE-1和LNE-2工艺的叔戊烯转化率分别为72.10%和91.41%,LNE-3工艺的叔戊烯预期转化率可达93%以上;在生产非乙醇汽油调合组分时,轻汽油经LNE-2工艺醚化后,RON提高2.2个单位;在生产乙醇汽油调合组分时,LNE-3工艺醚化产品油的RON可达100以上,是优质的高辛烷值汽油调合组分。
催化裂化 轻汽油 醚化 工业应用
催化裂化轻汽油醚化技术是将轻汽油中叔戊烯、叔己烯与甲醇进行醚化反应转化为甲基叔戊基醚(TAME)和甲基叔己基醚(THxME)生产醚化轻汽油的工艺。经醚化后轻汽油中烯烃质量分数可降低20~26百分点,RON提高2~3个单位,蒸气压降低15~20 kPa。醚化过程可将占轻汽油8%~11%的低价值甲醇转化为高价值汽油组分,是一个汽油增量的生产过程。同时,醚化过程可显著降低催化裂化汽油的烯烃含量,从而降低催化裂化装置降烯烃的苛刻度,从源头上增加催化裂化汽油的辛烷值。
CDTECH,AXENS,UOP等公司是国际上催化裂化轻汽油醚化技术的主要专利商[1-2],其中CDTECH公司开发的CDEthers技术已有100多套装置采用。采用CDEthers技术的中国石油南充炼化总厂(80 kta)、格尔木炼油厂(145 kta)、乌鲁木齐石化公司(400 kta)、大连石化公司(1 Mta)催化裂化轻汽油醚化装置相继投产运行,使企业获得了较好的经济效益。中国石油兰州化工研究中心等单位,自2001年始开展催化裂化轻汽油醚化技术研究,开发了催化裂化轻汽油醚化(Light Naphtha Etherification,简称LNE)系列工艺技术,本文主要介绍该系列技术的工业应用情况及标定结果。
1 工艺路线
1.1 我国汽油质量升级的现状
我国汽油池主要由催化裂化汽油、重整生成油、烷基化油和MTBE等组成,各炼油厂催化裂化汽油占汽油池总量的70%~80%。国Ⅳ汽油(满足国Ⅳ排放标准要求的汽油)生产阶段,汽油质量升级的关键是对催化裂化汽油进行脱硫和降烯烃,国Ⅴ汽油(满足国Ⅴ排放标准要求的汽油)生产阶段,在对催化裂化汽油进行脱硫和降烯烃的同时,需对MTBE进行脱硫。
我国现阶段采用的催化裂化汽油质量升级技术主要为吸附脱硫和加氢脱硫。吸附脱硫技术主要有S Zorb工艺,该工艺RON损失为0.3~1.3个单位[3-8];加氢脱硫技术国外有Prome-G+,SCANfining,OCTGAIN,ISAL等工艺,国内有DSO,GARDES,RSDS-Ⅱ,RIDOS,OCT-MD,OCT-ME,CDOS-FRCN等工艺,加氢脱硫工艺的RON损失一般为0.5~2.0个单位,损失高的甚至可达3.0个单位[9]。因此,为了弥补汽油质量升级过程中的辛烷值损失,很多炼油厂配套建设催化裂化轻汽油醚化装置。
我国汽油市场分为乙醇汽油封闭区和非乙醇汽油封闭区。黑龙江、吉林、辽宁、河南、安徽、广西全省以及河北、山东、江苏和湖北的部分地区为乙醇汽油封闭区,其它地区为非乙醇汽油封闭区。GB 18351—2013《车用乙醇汽油(E10)》中规定,乙醇汽油中除乙醇外的其它有机含氧化合物质量分数不大于0.5%。为此,兰州化工研究中心根据生产乙醇汽油和非乙醇汽油炼油厂的不同技术需求,开发了LNE-1,LNE-2,LNE-3三种工艺路线,均已实现工业应用。
1.2 工艺路线的选择
LNE-1工艺采用“一段一塔”流程,由一段膨胀床醚化反应、醚化产物分离及甲醇回收部分组成,不设二段醚化反应器,产品为醚化产品油和剩余碳五,叔戊烯转化率为70%~75%。
LNE-2工艺采用“两段一塔”流程,由一段膨胀床醚化反应、醚化产物分离、二段膨胀床醚化反应及甲醇回收部分组成,产品为醚化轻汽油,叔戊烯转化率为90%~93%。
LNE-3工艺采用“膨胀床反应器+催化蒸馏深度醚化”组合工艺,由膨胀床醚化反应、催化蒸馏深度醚化、甲醇回收部分组成。LNE-3工艺可分为两种路线:一种是催化蒸馏塔后不设第三醚化反应器,产品为醚化产品油和剩余碳五,叔戊烯转化率为90%~93%;另一种是在催化蒸馏塔后设第三醚化反应器,叔戊烯转化率为93%~96%。
当在醚化产物分馏塔或催化蒸馏塔后设有第三醚化反应器时,剩余碳五中含有大量的醚化物,不符合乙醇汽油中除乙醇外的其它有机含氧化合物质量分数不大于0.5%的要求,不能用于调合乙醇汽油。因此LNE-1、LNE-3(不设第三醚化反应器)工艺适合生产乙醇汽油调合组分的炼油厂,LNE-2、LNE-3(设第三醚化反应器)工艺适合生产非乙醇汽油调合组分的炼油厂。
2 LNE技术的工业应用
2.1 LNE-1工艺
中国石油兰州石化公司(简称兰州石化)采用LNE-1工艺建成500 kta催化裂化轻汽油醚化装置,工艺流程示意如图1所示。剩余碳五与催化裂化重汽油混合后可调合乙醇汽油,醚化产品油作为高辛烷值汽油调合组分。该装置于2012年11月投产,2013年3月进行了72 h标定,叔碳烯烃转化率如表1所示,装置物料平衡如表2所示。从表1、表2可见,该装置的叔戊烯、叔己烯转化率分别为72.10%和60.97%,甲醇消耗量为4.76 th。另外,本次标定时物料损失较高,主要原因为:①剩余碳五出装置处的质量流量计测量结果不够准确,其测量值略低于实际值;②在甲醇收料期间存在计量误差。醚化产品油中醚化物质量分数为58.39%,RON为99.5。剩余碳五中的甲醇质量分数平均值为0.07%。

图1 兰州石化催化裂化轻汽油醚化装置LNE-1工艺流程示意1—水洗塔; 2—第一醚化反应器; 3—第二醚化反应器;4—醚化产物分馏塔; 5—萃取塔; 6—甲醇回收塔

项 目第一次第二次第三次平均值第一醚化反应器入口 w(叔戊烯),%14.6514.6915.1814.84 w(叔己烯),%4.673.473.613.92第二醚化反应器出口 w(叔戊烯),%3.964.274.184.14 w(叔己烯),%1.981.141.461.53叔戊烯转化率,%72.9770.9372.4672.10叔己烯转化率,%57.6067.1559.5660.97醚化产品油 w(醚化物),%48.1961.6755.1258.39 RON98.9100.099.899.5
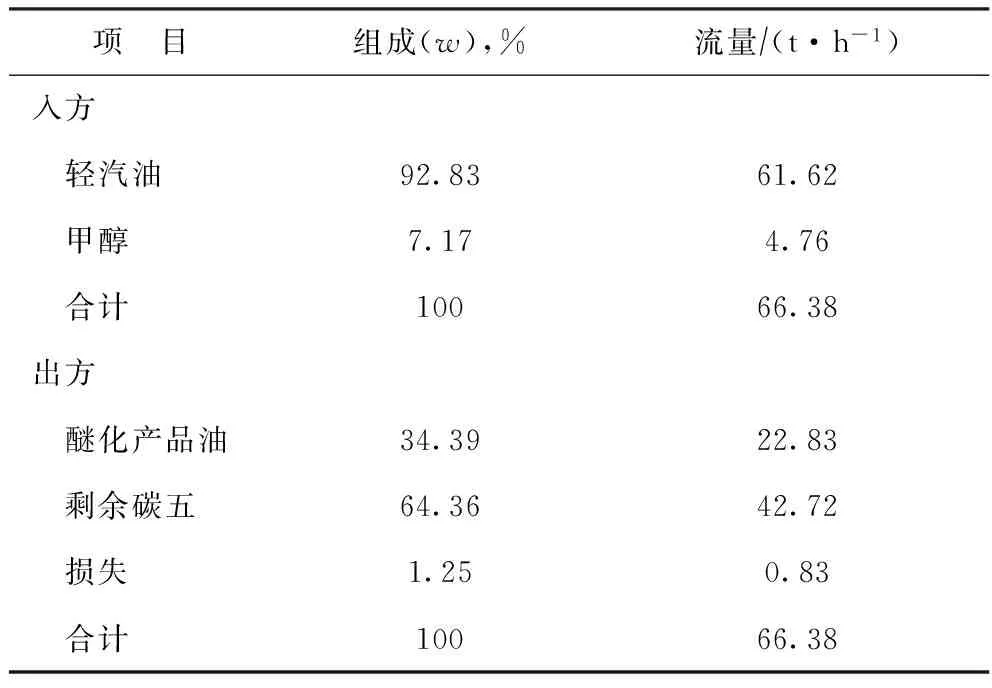
表2 兰州石化催化裂化轻汽油醚化装置物料平衡数据
2.2 LNE-2工艺的应用
中国石油呼和浩特石化公司(简称呼和浩特石化)采用LNE-2工艺建成400 kta催化裂化轻汽油醚化装置,其工艺流程示意如图2所示。产品醚化轻汽油作为高辛烷值汽油调合组分。该装置于2013年11月投产,2013年12月与2014年12月分别对装置进行了72 h标定,标定结果如表3所示。从表3可见:初期标定中LNE-2工艺的叔戊烯转化率可达93.23%,平均值为91.41%,叔己烯转化率为55.85%;在装置运行一年后的第二次标定中,叔戊烯转化率仍然保持在90%以上,叔己烯转化率保持在50%以上。表明LNE-2工艺可靠,装置运行稳定。轻汽油经醚化后,烯烃质量分数降低约20百分点,RON提高约2.2个单位。
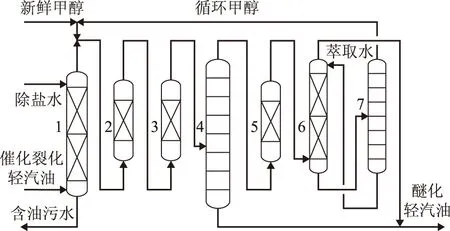
图2 呼和浩特石化催化裂化轻汽油醚化装置LNE-2工艺流程示意1—水洗塔; 2—第一醚化反应器; 3—第二醚化反应器;4—醚化产物分馏塔; 5—第三醚化反应器;6—萃取塔; 7—甲醇回收塔
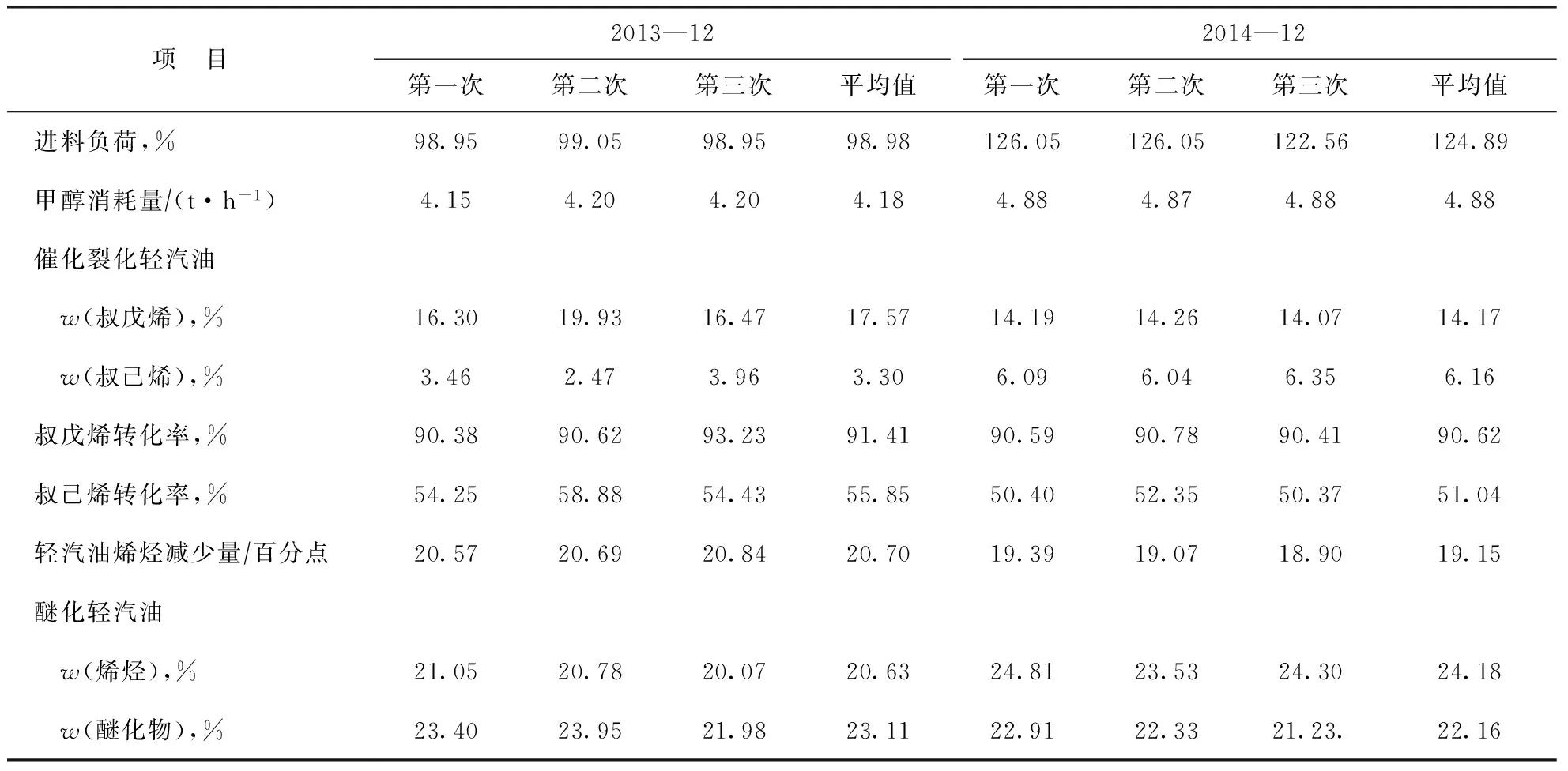
项 目2013—122014—12第一次第二次第三次平均值第一次第二次第三次平均值进料负荷,%98.9599.0598.9598.98126.05126.05122.56124.89甲醇消耗量∕(t·h-1)4.154.204.204.184.884.874.884.88催化裂化轻汽油 w(叔戊烯),%16.3019.9316.4717.5714.1914.2614.0714.17 w(叔己烯),%3.462.473.963.306.096.046.356.16叔戊烯转化率,%90.3890.6293.2391.4190.5990.7890.4190.62叔己烯转化率,%54.2558.8854.4355.8550.4052.3550.3751.04轻汽油烯烃减少量∕百分点20.5720.6920.8420.7019.3919.0718.9019.15醚化轻汽油 w(烯烃),%21.0520.7820.0720.6324.8123.5324.3024.18 w(醚化物),%23.4023.9521.9823.1122.9122.3321.23.22.16
2.3 LNE-3工艺的应用
中国石油华北石化公司(简称华北石化)采用LNE-3工艺建成300 kta催化裂化轻汽油醚化装置,工艺流程示意如图3所示。剩余碳五与催化裂化重汽油混合后可调合乙醇汽油,醚化产品油作为高辛烷值汽油调合组分。该装置于2015年7月投产,2015年8月对装置进行了72 h初步标定,在第二醚化反应器未投用的情况下,标定结果如表4所示。由表4可见:在第二醚化反应器未投用的情况下,叔戊烯转化率为90.69%~92.44%,平均值为91.72%;叔己烯转化率为62.70%~66.71%,平均值为63.93%。醚化产品油收率为31.59%,醚化物质量分数为66.71%,RON达到101.1。剩余碳五中氧化物质量分数为0.10%,与催化裂化重汽油混合后可用于调合乙醇汽油。在第二醚化反应器投用后,预计叔戊烯转化率可达到93%以上。
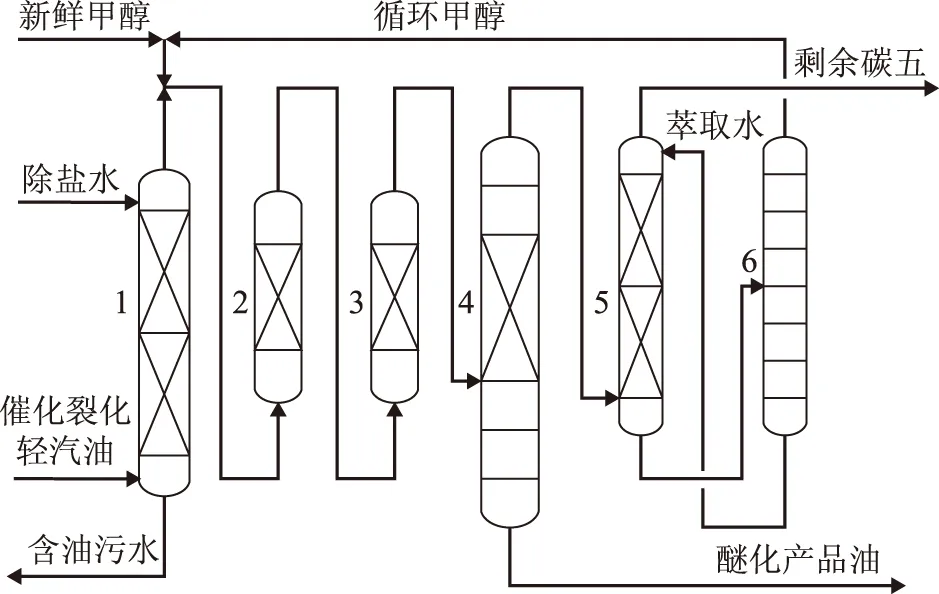
图3 华北石化催化裂化轻汽油醚化装置LNE-3工艺流程示意1—水洗塔; 2—第一醚化反应器; 3—第二醚化反应器;4—催化蒸馏塔; 5—萃取塔; 6—甲醇回收塔

项 目第一次第二次第三次平均值进料负荷,%70.4875.2976.0573.94甲醇消耗量∕(t·h-1)2.052.102.112.09催化裂化轻汽油 w(叔戊烯),%15.2915.3115.3715.32 w(叔己烯),%0.350.600.590.51叔戊烯转化率,%90.6992.4492.0291.72叔己烯转化率,%66.7162.7062.3763.93醚化产品油 w(醚化物),%67.2666.0966.7766.71 RON101.1
中国石油吉化锦江油化厂(简称吉化锦江)采用LNE-3工艺建成300 kta催化裂化轻汽油醚化装置,工艺流程示意如图4所示。该装置与华北石化醚化装置的不同之处在于,催化蒸馏塔后设置第三醚化反应器,反应器前后设有跨线。当生产乙醇汽油调合组分时,通过跨线将第三醚化反应器切出,剩余碳五和催化裂化重汽油混合后可调合乙醇汽油,醚化产品油作为高辛烷值汽油调合组分。当生产非乙醇汽油调合组分时,投用第三醚化反应器,产品为醚化轻汽油。该装置于2015年10月18日投产,2015年10月对装置进行了72 h初期标定,目前装置为乙醇汽油调合组分生产方案,在第二和第三反应器均未投用的情况下,标定结果如表5所示。由表5可见:叔戊烯、叔己烯转化率平均值分别为91.86%和50.08%;醚化产品油收率为54.31%,醚化物质量分数为38.44%,RON为96.3。目前催化蒸馏塔塔釜温度没有达到设计值,需进一步提高塔釜温度,降低醚化产品油的收率,以提高其辛烷值。在第二、第三醚化反应器投用后,预计叔戊烯转化率可达到95%以上。

图4 吉化锦江催化裂化轻汽油醚化装置LNE-3工艺流程示意1—水洗塔; 2—第一醚化反应器; 3—第二醚化反应器;4—催化蒸馏塔; 5—第三醚化反应器;6—萃取塔; 7—甲醇回收塔

项 目第一次第二次第三次平均值进料负荷,%78.2984.6884.8282.83甲醇消耗量∕(t·h-1)2.382.562.562.50催化裂化轻汽油 w(叔戊烯),%14.3114.6114.2714.40 w(叔己烯),%5.305.035.205.18叔戊烯转化率,%92.4491.8091.3591.86叔己烯转化率,%48.1349.5452.5650.08醚化产品油 收率,%54.31 w(醚化物),%37.6238.0139.7038.44 RON96.3
3 结 论
LNE系列工艺可满足生产乙醇汽油和非乙醇汽油炼油厂的不同技术需求。工业应用结果表明,LNE-1和LNE-2工艺的叔戊烯转化率分别为72.10%和91.41%,LNE-3工艺的叔戊烯的预期转化率可达93%以上。当生产非乙醇汽油调合组分时,轻汽油经LNE-2工艺醚化后,RON提高2.2个单位;在生产乙醇汽油调合组分时,LNE-3工艺醚化产品油的RON可达100以上,是优质的高辛烷值汽油调合组分。
[1] 李琰,李东风.催化裂化轻汽油醚化工艺的技术进展[J].石油化工,2008,37(5):528-533
[2] 刘成军,温世昌,綦振元.催化裂化轻汽油醚化工艺技术综述[J].石油化工技术与经济,2014,30(5):56-61
[3] 曾宿主,解增忠,许友好.生产满足国Ⅴ排放标准汽油的技术路线及其效益分析[J].石油炼制与化工,2015,46(8):7-11
[4] 刘燕敦,孙同根.S Zorb装置的生产优化[J].石油炼制与化工,2014,45(10):72-76
[5] 王军强,阚宝训,蒋红斌.S Zorb装置生产国Ⅴ汽油的实践[J].炼油技术与工程,2015,45(4):1-4
[6] 吴德飞,孙丽丽,黄泽川,等.S Zorb技术进展与工程应用[J].炼油技术与工程,2014,44(10):1-4
[7] 齐万松,姬晓军,侯玉宝,等.S Zorb装置降低汽油辛烷值损失的探索与实践[J].炼油技术与工程,2014,44(11):5-10
[8] 段玉亮,刘锋,尹威威.S Zorb装置长周期运行分析[J].石油炼制与化工,2015,46(11):46-51
[9] 蔡进军,张小奇,向永生,等.生产超低硫的催化裂化汽油加氢改质技术[J].石化技术与应用,2014,32(6):451-456
INDUSTRIAL APPLICATIONS OF ETHERIFICATION TECHNOLOGIES FOR FCC LIGHT NAPHTHA
Li Changming, Zhang Songxian, Kong Xiangbing, Ren Haiou
(LanzhouPetrochemicalResearchCenter,PetroChina,Lanzhou730060)
A series of technologies (LNE-1, LNE-2 and LNE-3) for FCC light naphtha etherification, jointly developed by Lanzhou Petrochemical Research Center of PetroChina and other institutes, were applied in refineries that produce ethanol gasoline or non-ethanol gasoline. The results show that the tertiary amylene conversions of the LNE-1 and LNE-2 technology are 72.10% and 91.41%, respectively and the expected tertiary amylene conversion of LNE-3 process is more than 93%. The research octane number (RON) of FCC light gasoline is improved by 2.2 units after etherification by LNE-2 technology and the product can be used as a non-ethanol gasoline blending component; while for ethanol gasoline blending component production, the RON of etherified product by LNE-3 technology reaches above 100.
FCC; light naphtha; etherification; industrial application
2016-01-05; 修改稿收到日期: 2016-04-22。
李长明,硕士,高级工程师,主要从事高辛烷值汽油调合组分生产技术开发工作。
李长明,E-mail:lichangming@petrochina.com.cn。
