浅谈液压滚切剪液压控制系统的研究
2016-04-11曹金宝
曹金宝
(包钢(集团)公司集团管理部,包头 014010)
浅谈液压滚切剪液压控制系统的研究
曹金宝
(包钢(集团)公司集团管理部,包头 014010)
摘 要:随着我国社会经济的不断发展,滚切剪在生产线上的作用日益突出。目前,滚切剪大致有两种形式,即液压滚切剪和机械滚切剪。液压滚切剪与机械滚切剪相比,不仅重量轻,而且技术更加完善,在生产线上发挥了更大的作用。因此,本文对液压滚切剪的液压控制系统进行深入研究,旨在促进液压滚切剪系统的开发更加完善的同时,能够有利于社会企业经济效益的提高。
关键词:液压滚剪切 液压控制系统 原理
在我国中厚板生产线中,滚切剪发挥着至关重要的作用。其中,液压滚切剪作为生产线上应用较多的机械,与传统的机械剪相比,不仅结构简单,而且在生产线上也大大提高了生产效率。滚切剪主要由七个构件共同组成,其中上刀架、压紧装置、机架装配、伺服缸装置、调整装置、下刀架发挥了重要作用。滚剪切在剪切过程中,主要分成三个工作阶段,分别是切入阶段、滚切阶段以及切离阶段。由此可见,滚剪切的控制系统在不同阶段发挥着不同的作用。目前,我国对液压滚切剪的研究越来越多,其中太原科大重工对于全液压滚切剪有着独立的知识产权。所以,对于液压滚切剪的研究仍然有着较大的发展空间。
1 液压系统模型设计
1.1 液压滚切剪原理
液压滚切剪的工作原理与机械滚切剪存在一定差别,但是在剪切的轨迹上,它们之间并无太大差异。如图1所示[1]。
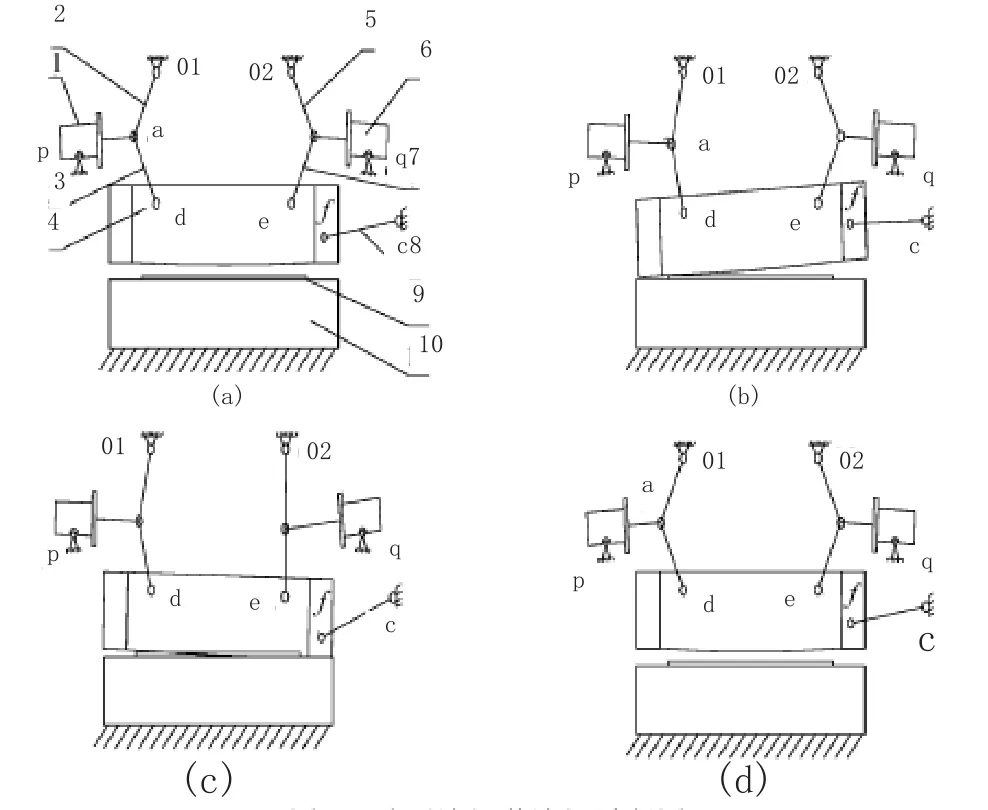
图1 液压滚切剪滚切过程图
液压滚切剪在进行工作的过程中,主要是依靠液压缸的驱动来完成滚切的,液压缸在运动中根据设计实现曲线运动。如图1中(a)所示,液压滚切剪开始启动工作。液压滚切剪的左液压缸最先开始以要求的速度进行运动,运动到一定的位置后,右液压缸再接替动作,如(b)所示。然后如(c)所示,圆弧剪刃的左边部位先下降,另一边下降一个相位,直到液压滚切剪的上剪刃与液压滚切剪的下剪刃相切,紧接着由上剪刃实现滚切运动,直到上剪刃右方部位与下剪刃相切配合完成钢板剪切。最后,如(d)所示,液压滚切剪的左右两个液压缸重新回到原来位置,完成一次剪切工作。
从图1可以看出,液压滚切剪利用液压传动剪切,不仅结构简单,而且有效提高了关键结构的受力情况,使设备的性能大大提升。同时,液压滚切剪使用寿命较长,通常不需要繁琐的维护,有利于生产企业降低生产成本。
1.2 液压滚切剪液压控制系统的技术要求
1.2.1 液压缸力平衡方程
研究系统的有效性,对液压缸的负载进行分析非常必要。

图2 液压滚切剪滚切机构图
如图2所示[1],数字代表着滚切剪的不同构造,1代表机架,2和4为推杆,3和5是连杆,6是上剪刃刀架,7是导向杆,8为钢板,9是下剪刃刀架。图2中P是由钢板规格决定的已知力,G1、G2、G3、G4、G5、F1、F2分别代表的是左液压缸下连杆的力、右左液压缸下连杆的力、水平拉杆的力、左液压缸上连杆上的力、右液压缸上连杆上的力、左液压缸活塞杆上的力、右液压缸活塞杆上的力。如图所示,P、G1、G2、G3各个力的力臂长度可以在剪切过程中得到,所以P、G2、G3对G1处铰接点的力臂长度分别是d1、d2、d3,对G2处铰接点的力臂则是d4、d5、d6,对G3处铰接点的力臂是d7、d8、d9。其中,θ表示的是各连杆或者液压缸与X轴、Y轴的夹角。
因此,根据相关的理论知识,可以总结与平衡力相关的方程如下:

在液压滚切剪的整个运作当中,左液压缸与右液压的受力是相同的。所以根据牛顿定律对左缸受力分析,得出以下公式。

其中,m、Pc、DL、Ah、y、F1,分别表示的是运动质量总和、液压缸内压、粘阻系数、柱塞面积、液压缸柱塞行程、活塞杆的力。
1.2.2 流量连续性方程
在滚切剪的液缸中安有伺服缸装置,所以可以忽略管道的压力损失。假定液压缸各处压力相同,油温以及体积弹性的模量属于常数,且缸内缸外泄漏是层流流动。如果用q表示流入液压缸的流量,Ve表示液压缸及管道容积,E表示油液体积弹性模量。那么可以得出以下方程。

1.2.3 传递函数
根据以往的相关研究,本文直接选取前人研究成果中的传递函数作为本系统研究中的参照依据。其函数式如下。

其中Kf为位移传感器的增益,结合本文分析的上述方程式,本系统研究可以得出滚切剪控制系统的粗略图如图3所示[1]。

图3 液压滚切剪控制系统方块图
如图3所示,F1定为系统干扰,假设在干扰前的系统为平衡状态,也就是液压缸的力平衡。当F1参与干扰,那么最先发生变化的是活塞杆。活塞杆发生位移,传感器就会进行信息反馈,并自动比较变化前后的电压状况,然后通过调整电压改变流量,从而使液压缸恢复平衡。
2 滚切剪液压控制系统仿真测验
本仿真实验采用的软件是Simulink。在该软件中,将图3所示的模型输入系统,然后根据相关参数录入数据,在软件中建立仿真环境。在本仿真中,设定的时间为4s,位移极限为400m,以X轴为采样点,可以得出图4。其中,图4(a)为仿真结果,图4(b)为给定曲线。

图4 仿真结果对比图
从图4对比可以看出,在给定曲线(b)的情况下,能够满足位置控制需求。此外,在仿真中可以总结,如果控制系统缺乏较强的适应能力,那么仿真就会显示很大的波动。所以,在日常使用中,要加强控制系统的稳定性[2]。
3 滚切剪液压控制系统实验分析
在本控制系统的研究中,对本系统进行实验研究。将系统运用到某工厂生产线上,根据本系统的实验研究表明,本系统在适应不同钢板的剪切中,液压缸的位移误差较小,且剪切效率较高。
同时,对本实验中出现的位移进行研究分析。液压控制系统发生位移的原因是由于伺服阀的响应频率较低,无法满足位置要求。所以,对增益参数进行进一步的分析,以此调节位移误差[3]。需要注意的是,在增加增益值的情况下,很可能会导致控制系统震荡超调。所以,为了使滚切剪在使用中更加高效与安全,可以忽略较小位移误差,保证系统功能的可靠性。
4 结语
随着我国钢铁业的不断发展,运用到液压滚切剪的地方越来越多,因此对液压滚切剪的液压控制系统进行深入研究及开发,对于钢铁企业的发展有着非常积极的意义。与此同时,在控制系统的研究开发中,要结合滚切剪工作原理以及特点进行设计。另外,只有对液压控制系统进行仿真实验之后再投入使用,才能有效保证滚切剪在实际的生产线工作中发挥最大的功效,也只有在实际的应用当中进行系统的不断改进,才能够真正促进液压滚切剪技术的进步。
参考文献
[1]韩贺永,黄庆学,马立峰,等.液压滚切剪液压系统的研究[J].四川大学学报,2011,(11):239-243.
[2]王君.全液压滚切剪阀控缸系统的研究[D].太原:太原科技大学,2013:131-138.
[3]王君,黄庆学,韩贺永.液压滚切剪液压系统
压力冲击研究[J].机床与液压,2014,(4):37-39.
Study on Hydraulic Control System of Hydraulic Rolling Shear
CAO Jinbao
(Management Dept. of Baotou Steel (Group) Corp.,Baotou 014010)
Abstract:With the continuous development of social economy in our country, the functions of rolling shear in t he production line are incr easingly prominent. At pres ent, there ar e two kinds of rolling s hear, they are hydraulic rolling s hear and mechanical rolling shear. Compared with the mechanical rolling shear, the hydraulic rolling shear is lighter and with more perfect technology so that the functions in the production line are greater. In t he paper, the hydraulic control s ystem of hydraulic rolling s hear is further studied and analyzed to promote its development to be more perfect so that it is good for improving the economic benefits of the society and enterprise.
Key words:hydraulic rolling she ar,hydraulic control system,principle,study
