关于铝带铸轧机轧辊制造问题的探究
2016-04-11四川煤田地质局一四一机械厂四川德阳618000
王 亮(四川煤田地质局一四一机械厂,四川 德阳 618000)
关于铝带铸轧机轧辊制造问题的探究
王 亮
(四川煤田地质局一四一机械厂,四川德阳618000)
摘要:本文以铝带铸轧机轧辊制造问题为题,主要针对辊套与辊芯的选材、加工制造、装配以及使用的整个工程进行分析探讨,希望对铝加工厂的生产与加工有借鉴作用。
关键词:铝带铸轧机;轧辊;制造
铝液体元素经慢速旋转,然后经过冷却,再经过轧辊部件而成型,从而形成有一定板形、厚度的固态铝板,这就是铝带铸轧机的工作原理。铝由液态开始结晶凝固,并被扎制成型的过程都是由铸轧辊完成,铸轧辊是铸轧机中的结晶器,同时也是铸轧机中承受各种变形抗力最重要、最大的一个部件。辊套和辊芯是组成铸轧辊最重要的两个部分,在铸轧辊的中心部位有一个进出水的小孔,是铝溶液凝固成型的关键。可以说铸轧辊是铝带铸轧机最重要的部件,如果此部件出现问题,那么其制造出的产品也会出现问题。所以,对其组成部分辊套与辊芯的选择,结构方面的设计、加工制造、装配以及使用,每一个过程都至关重要。
一、铝带铸轧机轧辊轧辊辊套
(一)辊套的材料
铸轧辊辊套必须要具备负载能力强、导热性好、刚度与强度高以及不与铝溶液发生任何反应等特性。辊套要想符合上述要求,其所组成的材料至关重要。具体的材料标准见表1。只要辊套所有的规格都符合标准,那么其相应的性能就会得到保障。表1所示的两种钢,淬火之后,其碳化物中分布的马氏体组织非常均匀,同时它们具备非常低的裂纹敏感性能,塑性的各种要求都能够满足,另外,低裂纹扩展速率以及抗热应力性能都非常良好。
辊套质量好坏还有一个重要标准,那就是辊套的壁厚。以壁厚的大小要以辊芯的直径大小为依据,如果辊芯的直径为700mm,那么辊套壁厚要保持在70mm~80mm之间,如果辊芯的直径在700mm以内,那么辊套壁厚要保持在50mm~60mm之间。另外,在选择辊套时还要考虑循环冷却系统和辊芯上水槽设计的合理性与否。
(二)铝带铸轧机轧辊坤桃的生产制造
通常情况下会利用普通锻造法生产辊套,对于初锻钢锭一定要锻粗,然后芯棒和芯孔扩段,锻造比要保持在4。正火是针对锻造后半成品必须经历的过程,初加工在车床上进行,完成之后对轧辊套实施淬火,淬火后其硬度必须要保持在HRC40~HRC42之间。上述工作完成后要对其进行检测,目的是检测其内部是否存在裂纹、气孔以及夹渣等缺陷。
紧接着便可以对轧辊套的内外径进行粗加工,对内径进行精磨。一般在长度上都要留有10mm左右的余量。如果不立即进行使用,可以在其表面及径内涂上防锈纸,防止在储存过程中生锈。
二、铝带铸轧机轧辊轧辊辊芯
在铸轧辊在轧制过程中,要受到很多作用力的影响,具体包括:热应力、接触应力、扭转应力、变曲拉力等等方面。然而这些作用力承受点主要就是辊芯,辊芯表面存在循环制冷却水槽沟以及冷却水孔,这两各个部位在一定程度上削弱了辊芯的承载力。所以要想保障辊芯质量就必须科学的设计循环制冷却水槽沟以及冷却水孔,另外辊芯的制作材料也是至关重要。
(一)辊芯材料的选择与热处理
通常会采用50CrMO4以及42CrMola两种钢材来制作辊芯。其中以42CrMola最为常见。首先会进行粗加工,完成后要进行回火或者淬火,经过淬火后以硬度要达到HRC20~22。然后以图纸为依据进行更深层次的加工。
(二)辊芯冷却水供给方式
实现铸轧一个不可缺少的条件就是对铸轧辊实施通水冷却,这是轧辊最具特色的地方。
槽沟形式是决定辊芯冷却强度的关键因素,一般情况下会采用联合槽沟的形式,也就是环向槽沟与纵向槽沟相结合。此种槽沟形式有非常明显的冷却效果,实践证明,铝带铸轧机生产制造工程中,辊面两侧温度差可以达到1℃。

表1 两种铸轧辊中各元素的质量分数

图1 一进四出辊芯
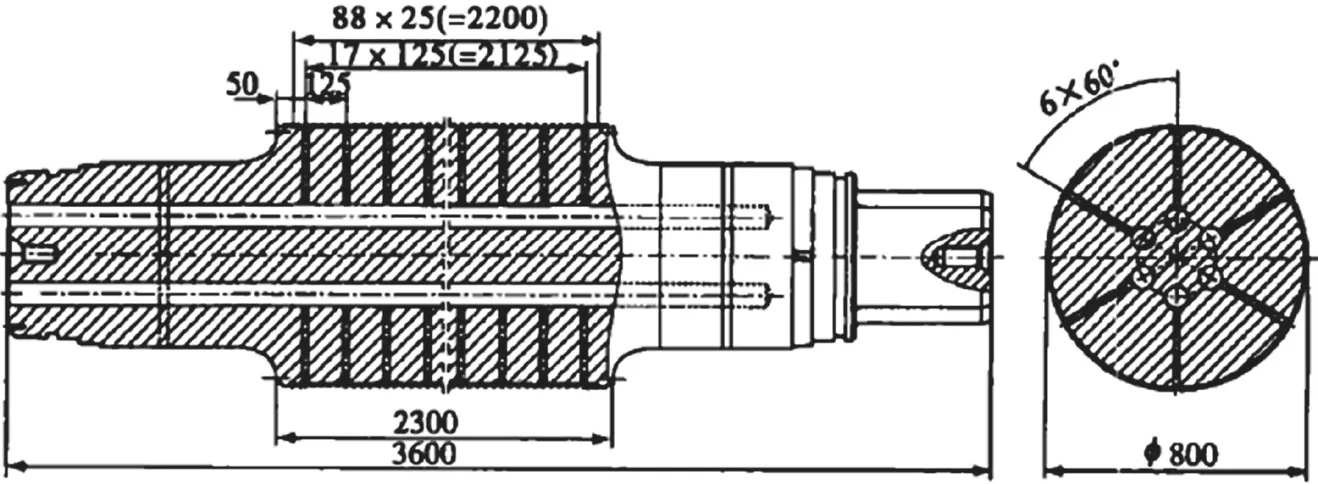
图2 三进四出辊芯
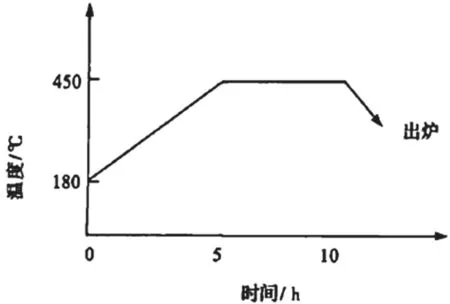
图3 烘炉加热工艺曲线
辊芯有两种最基本的供水方式,下面对这两供水方式进行详细介绍:
第一种:一进四出的供水方式,如图1所示。此种供水方式的冷却水输入孔非常粗。其四个回水孔是钻在输入孔的圆周上。通过几组分布在辊芯表面上8个纵向槽沟与截面上的45℃的8个相间径向孔,水的循环的必然要经过环型槽,从而达到冷却辊芯和辊套的目的。此种供水方式具有非常简单的旋转水套。如果要进行车削轧辊,那么必须将带有中心孔的堵安装在供水轧辊操作侧,这样才能进行车削。
第二种:此种供水方式为三进四出,具体情况如图2所示。其中有6个大小相同的孔,3个出水孔、3个进水孔,均匀的分布在辊芯一段轴线的圆上。通过通过辊芯表面6个纵沟槽与几组60℃径向孔,再通过环形水槽的作用,从而形成水循环。此种供水方式有非常复杂的旋转水套,但是在进行车削轧辊的过程中,无需对中心孔进行考虑。
三、铝带铸轧机轧辊辊套与辊芯的装配
(一)辊套与辊芯之间过盈量的选择
从材质上看,辊芯与辊套是存在差异的,另外,膨胀量、受热条件等等都存在不同,那么要想保障铸轧机的正常运转,过盈量必须要恰当选择。在正常的轧制过程中,辊芯与辊套之间是可以有相对运动,但是绝不可超过25mm/8h。当过盈量较小时,那么在轧制时辊芯与辊套之间的相对运动就会超过规定标准,从而导致轧制过程的不稳定。如果过盈量过大时,轧制时辊芯与辊套之间的内应力会过于强烈,非常容易导致辊套破裂。要想保障过盈配合量的精准,可以利用以下公式进行计算:
辊芯尺寸α500mm~α700mm
过盈量(mm)=1/650×辊芯尺寸
辊芯尺寸α700mm~α850mm
过盈量(mm)=1/700×辊芯尺寸
(二)辊套的烘装
通常情况是在井式电阻炉下进行辊套的烘装,需要分5个阶段进行,工艺曲线如图3所示。
(1)入炉:当炉温达到180℃,便可将辊套置入炉内。
(2)加热:保整升温速度的均匀。一般要控制在60℃/h ~65℃/h。
(3)保温:促使温度达到450℃。并且要持续4h~5h。
(4)出炉:达到保温时间后便可以出炉烘装。
(5)冷却:烘装后,在温室中进行慢慢冷却。
四、铝带铸轧机轧辊的合理使用
为了延长铸轧辊的使用寿命,如果一旦发现辊面有龟裂的出现,那么要在第一时间进行换辊,然后对其实施车磨加工,从而可以削减辊套的车削量,辊套的使用寿命也会延长。另外,辊套经过一段时间的使用之后,辊内沟槽可能会出现水沟以及锈蚀等沉积物,这样其冷却效果是会受到影响的,甚至可能造成堵塞的现象,将严重缩减辊套的使用寿命,一旦其冷却效果差,可以采用酸对其污垢进行清洗。
结语
可以说铸轧辊是铝带铸轧机最重要的部件,如果此部件出现问题,那么其制造出的产品也会出现问题,另外,铸轧辊的成本非常昂贵,所以,有必要对其组成部分辊套与辊芯的选择,结构方面的设计、加工制造、装配以及使用进行分析探讨,希望对铝加工厂的生产与加工有借鉴作用。
参考文献
[1]杜明炬.铝带铸轧机轧辊的制造和使用[A].中国有色金属加工工业协会轻金属分会.全国第十二届轻合金加工学术交流会论文集[C].中国有色金属加工工业协会轻金属分会,2003:3.
[2]陈睿.铸轧辊辊套疲劳寿命的研究[D].江西理工大学,2010.
[3]翁文凭.镁合金板带铸轧凝固前沿控制及缺陷成形机理研究[D].上海大学,2012.
[4]吴维泽.提高铸轧辊套寿命的研究[D].东北大学,2006.
[5]王文明.铝带坯双辊铸轧系统热力耦合行为及板形问题研究[D].中南大学,2007.
中图分类号:TG292
文献标识码:A