高强钢PCrNi3MoVA数控铣削工艺试验数据处理技术研究
2016-04-09姜合萍姜继春苗立琴崔万瑞
姜合萍,姜继春,苗立琴,乔 欢,崔万瑞
(长春设备工艺研究所,吉林 长春 130012)
高强钢PCrNi3MoVA数控铣削工艺试验数据处理技术研究
姜合萍,姜继春,苗立琴,乔欢,崔万瑞
(长春设备工艺研究所,吉林 长春 130012)
摘要:针对PCrNi3MoVA高强钢数控加工特点,开展了铣削工艺试验,测量了不同切削用量条件下切削力的变化,分析了切削用量对切削力的影响规律,建立了切削力与切削用量间关系模型,并对模型的有效性进行了分析验证,可以辅助工艺人员优化选择切削参数,提高难加工材料数控加工效率。
关键词:回归分析;试验数据处理;切削参数优化
高强钢PCrNi3MoVA是一种典型难加工材料,在装备制造过程中应用较多。PCrNi3MoVA材料属于中碳钢,钢中含有铬和锰等元素,这些元素提高了钢的强度和硬度,钢中含有的硅元素易形成氧化物,切削时会加剧刀具的磨损。材料抗拉强度能够达到1 350 MPa,材料的这些化学及物理性质使其具有强度、硬度高,塑性、韧性高,热导率低以及散热差等特点[1],使数控加工过程中刀具磨损快、寿命低。数控机床选用的切削参数普遍较低,机床效率难以很好发挥;因此,企业迫切需要开展高强钢PCrNi3MoVA材料的高效数控加工技术研究,优化切削参数,提高产品数控加工效率。
1数控铣削工艺试验
在高强钢PCrNi3MoVA材料数控切削过程中,切削力是衡量材料切削性能的重要指标,它直接影响着切削温度、刀具耐用度和工件表面质量等。本项目设计多种铣削工艺试验,通过数据分析,找到高强钢切削力与切削参数变化间的规律,指导操作人员在数控加工过程中优化选择切削参数。
1.1试验条件
本项目试验系统由数控加工设备、刀具系统及切削力检测设备组成。
1)数控加工设备:立式加工中心。
2)铣削刀具:选用双刃YT硬质合金φ16 mm立铣刀。
3)切削力检测设备:采用压电式动态铣削测力仪,切削力测量试验系统如图1所示。
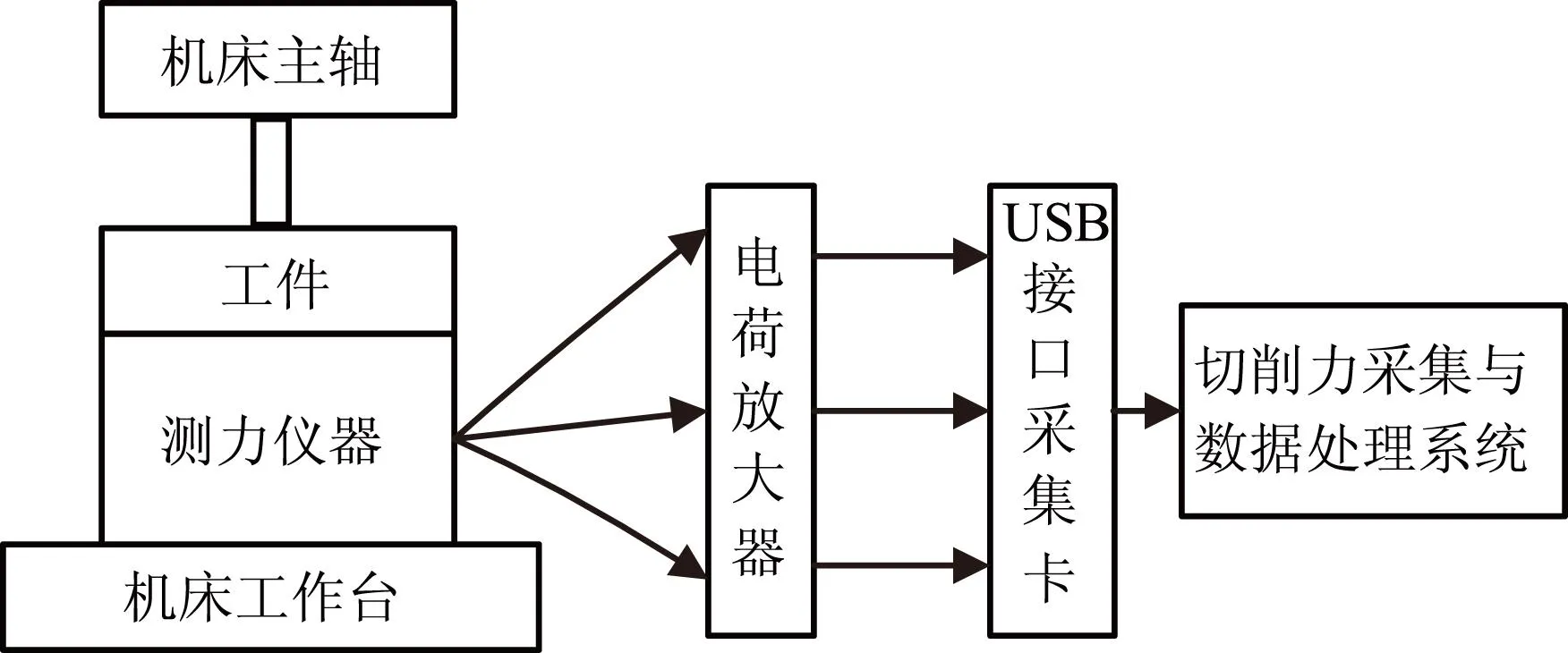
图1 试验系统框图
1.2单因素切削工艺试验
分别做切削速度vc、进给量f和背吃刀量ap对三向切削力(即主切削力Fz、进给力Fx和切深抗力Fy)影响的单因素试验,固定3种切削参数中的2种参数,改变1种参数,进行材料的铣削加工,通过数据分析得到各单因素变化对切削力的影响规律。固定进给量f、背吃刀量ap,改变切削速度vc,切削力随切削速度变化曲线如图2所示。

图2 三向切削力随切削速度变化曲线
通过单因素试验数据分析可知,随着进给量f、背吃刀量ap的增加,三向切削力Fx、Fy和Fz也随之增大;随着切削速度vc的增加,三向切削力Fx、Fy和Fz有所下降。
1.3三因素三水平正交试验
在单因素工艺试验数据分析基础上,开展了切削速度vc、进给量f和背吃刀量ap的三因素三水平正交试验,综合分析三因素变化对切削力的影响,得到切削力随切削参数变化的数学模型。三因素三水平正交试验因素水平对照表见表1。

表1 因素水平对照表
按照正交试验方法,确定切削参数组,开展工艺试验。采用铣削测力仪进行切削力的动态测量,利用切削力采集与数据处理GDFMS软件系统进行切削力数据处理。铣削过程中连续采集数据,得到的三向切削力Fx、Fy和Fz变化曲线(见图3)。选取各曲线上切削力最大值作为测量值,三因素三水平试验数据结果见表2。

图3 三向切削力变化曲线

试验组数ap/mmf/mm·min-1vc/m·min-1Fx/NFy/NFz/N1116060.29521.9503.3692132080.38676.3633.364.431480100.48752770112.941.516080.38759.6813.395.551.5320100.48896.91008.9112.961.548060.2919831909.8597.872160100.481444.41456.6471.28232060.292856.12984.6964.19248080.382495.12515.6681.5
2基于回归分析的工艺试验数据处理技术
2.1三向切削力经验公式拟合
通过测力仪测得数据,经回归分析,得到主切削力Fz、进给力Fx、切深抗力Fy与切削速度vc、背吃刀量ap、进给量f之间的关系,形式如下[2]:
Fi=CFiapxFifyFivczFi
(1)
式中,CFi是由工件材料和切削条件决定的系数。实际工艺试验数据拟合后得到如下经验公式。
主切削力:
Fz= 258.24ap3.024 8f0.772 0vc-1.298 3
(2)
切深抗力:
Fy= 393.88ap1.806 1f0.554 4vc-0.621 9
(3)
进给力:
Fx= 621.11ap1.731 4f0.564 0vc-0.735 8
(4)
对上述回归方程的显著性进行检验,切削力与工艺参数的相关程度用相关系数R衡量,式2~式4的相关系数R分别为0.943、0.988和0.981,R越接近1,表示相关程度越高。使用YT的硬质合金立铣刀进行炮钢铣削工艺试验,随着进给量f、背吃刀量ap的增大,切削力也增大,背吃刀量ap作用效果大于进给量f的作用效果,影响因素显著性排序为ap>f>vc。
2.2切削力随切削参数变化的仿真分析
根据式2~式4,分别固定3个切削参数中的任何一个,采用特征曲面与三维等高线图来表达其他2个因素与切削力的关系[3]。
首先分析主切削力Fz随切削参数变化情况。固定vc=120m/min,作主切削力Fz随进给量f、背吃刀量ap变化的特征曲面、三维等高线,仿真结果如图4和图5所示;固定ap=2.1mm, 作主切削力Fz随进给量f、切削速度vc变化的特征曲面、三维等高线;固定f=200mm/min, 作主切削力Fz随背吃刀量ap、切削速度vc变化的特征曲面、三维等高线。分析特征曲面、等高线仿真结果可知,背吃刀量ap和进给量f增大,主切削力Fz也随之增大。切削速度vc增大,主切削力Fz随之减小。
同理,可针对式3、式4,在指定切削条件下,分别做特征曲面、三维等高线,分析得到进给力Fx、切深抗力Fy随切削参数变化的规律,可以为工艺人员选用切削参数提供依据。

图4 vc=120 m/min,主切削力Fz随f、ap 变化的特征曲面
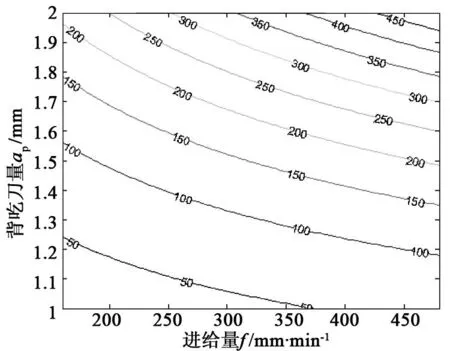
图5 vc=120 m/min,主切削力Fz随f、ap 变化的特征三维等高线
3结语
分析了高强钢PCrNi3MoVA材料切削特点,开展了切削参数对切削力影响的铣削工艺试验。应用三因素三水平正交试验方法,通过切削力试验数据采集与分析,得到了切削参数对三向切削力影响关系的数学模型,并得到了影响显著性大小排序规律。通过优化与控制主要影响因素,优化了切削参数,提高了数控加工效率。
参考文献
[1] 郑文虎.难加工材料加工技术[M],北京:国防工业出版社,2008.
[2] 吴顺兴.金属陶瓷刀具高速铣削超高强度钢铣削力及刀具磨损研究[D],湖南:湖南科技大学,2013.
[3] 解丽静,王强.38CrSi切削加工性的试验研究[D],北京:北京理工大学,2008.
责任编辑马彤
Research on the High-strength PCrNi3MoVASteel Cutting Experimental Data Processing
JIANG Heping, JIANG Jichun, MIAO Liqin, QIAO Huan, CUI Wanrui
(Changchun Equipment and Process Institute, Changchun 130012, China)
Abstract:This paper is aimed at the high-strength PCrNi3MoVASteel cutting characteristic.The cutting experiments are done.Cutting fore is collected in different cutting paramenters. The relations are studied between the cutting fore and cutting paramenters.The relation model is established and the model’s effective is proved.The model is toolled for process worker to select cutting paramenters.The cutting efficiency is improved.
Key words:regressiong analysis, experimental data analyzing, optimize cutting paramenters
收稿日期:2015-08-21
作者简介:姜合萍(1972-),女,研究员,主要从事数字制造技术、高效数控加工技术等方面的研究。
中图分类号:TH 16
文献标志码:A
