大数据环境下刀具仓储与采购智能协同研究
2016-04-08朱思征王山山敖丽娜邬春学
朱思征++王山山++敖丽娜++邬春学++徐烨

摘要:刀具是柔性制造企业中重要的工具资源,信息化是柔性制造企业的显著特征。论文在大数据环境下,利用刀具信息管理系统与其他如ERP、CAM、PDM等信息系统沉积的数据,分析了刀具消耗与生产计划存在的线性回归关系,并研究刀具库存与采购的智能协同阈值的发现公式,根据生产计划预测刀具的消耗,科学配置刀具的库存量以加快资金周转提高经济效益。
关键词:大数据;刀具信息管理;智能协同
中图分类号:TP391
文献标识码:A
DOI: 10.3969/j.issn.1003-6970.2016.02.007
引言
2015年,随着国务院正式印发“中国制造2025”,以互联网与制造业结合为亮点的中国工业即将迎来一轮发展大潮。柔性制造加工中心、复杂制造加工中心、快速制造加工中心等机械加工中心的地位与发展前景向好。机械加工中心的快速普及使得机械加工的自动化程度日益提高,标准化、模块化、多样化的刀具被大量应用到生产中去,刀具作为一种易耗品已成为加工企业的重要生产资源。作者在对浙江台州模具协会调研走访多家企业后发现,为尽可能减少对流动资金的占用,企业一般只会仓储很少的刀具库存,而刀具一旦未能及时供应,工厂的生产将受到极大的影响。因此,建立一种库存、配送智能协同机制,实现按需、按时、安全配送刀具将会对企业的生产带来积极的影响。论文研究大数据环境下,利用刀具信息管理系统与其他如ERP(Enterprise Resource Planning,企业资源计划)、CAM(computer Aided Manufacturing,计算机辅助制造)、PDM(Product Data Management,产品数据管理)等信息系统沉积的数据,研究刀具库存预警与智能采购的协同机制,从而实现刀具仓储、配送的智能化管理。
l 刀具信息管理系统
刀具信息管理系统是以计算机应用技术为基础,对刀具的采购、出入库、装配、使用、校准、报废等过程进行信息化管理,帮助企业有效地改善刀具管理流程,降低刀具使用成本的管理软件。传统的刀具管理软件大部分着眼于刀具管理系统的某一方面,较少考虑刀具使用过程中不同业务各个阶段的约束和关联,容易造成刀具信息孤岛。从全球范围来看,国外白20世纪九十年代以后刀具管理系统得到较快的发展,KATMS(Kennametal Automated Tool ManagementSolutions)、 ETMS (Enterprise Tool ManagementSoftware)、TDM(Tool Data Management System)等系统得到广泛应用。在国内,刀具管理系统的研究虽然起步较晚,但许多科学院所学校和企业投入大量人力物力去研究和开发,如西北工业大学的周占峰研究了面向ERP的刀具信息管理系统,同济大学的姜源等提出了基于RFID的刀具信息管理系统,复旦大学的姜艳萍对汽车制造行业的刀具信息管理系统进行了深入研究等。
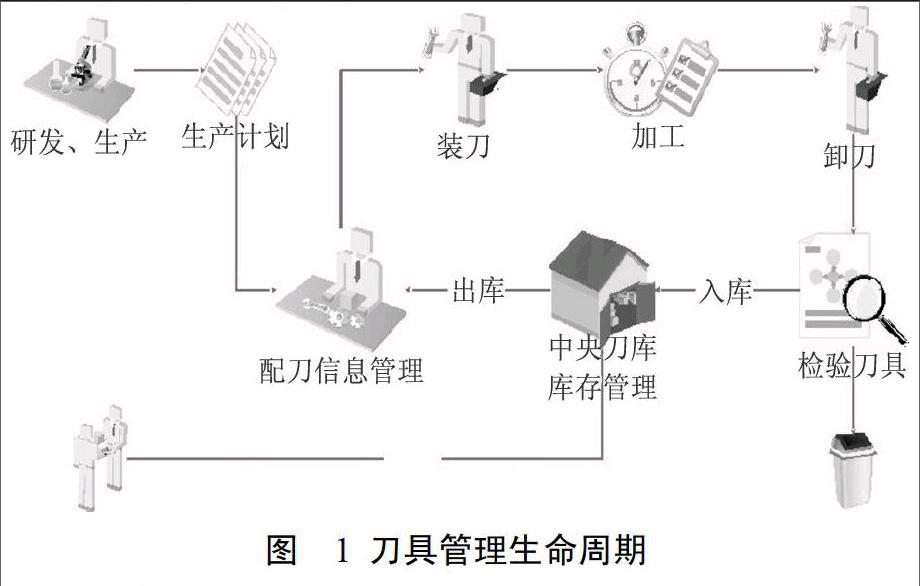
现代刀具管理系统在研究企业具体需求的基础上,提出了基于刀具生命周期的管理机制,在图1所示的过程中通过技术手段对每一把刀具进行编码,实现了刀具从采购、库存、应用、检测维护到报废的全生命周期管理。由于企业使用刀具型号、种类多样,每种刀具的库存数量有限,因此刀具采购是相对高频的应用,采购信息管理涉及了供应商、物流配送、支付等环节。刀具库存管理是企业刀具信息管理系统的核心应用,包含了出库、入库等业务流程,在当前物联网蓬勃发展的环境下,条形码、射频识别等技术均被应用于库存的出入库管理。刀具的参数信息管理是刀具信息管理系统的关键,刀具相关的参数表、外形图、装配图、辅助工具清单等相关数据是刀具管理系统与其它诸如ERP、CAM、CAPP(Computer AidedProcess Planning,计算机辅助工艺过程设计)、PDM等系统交互的基础,也是刀具精细化管理必备的条件。企业在生产过程中,常常对刀具进行组装与管理,而产品生产的刀具组装模式相对稳定,因此对每组组装刀具作为整体进行管理,可以大幅提高组装刀具的生产准备效率。除上述功能外,一套完整的刀具信息管理系统还要包含报废、刀具维护信息、系统基础数据、授权、用户管理等其它模块。
2 大数据环境下刀具仓储与采购配送智能协同研究
人、机、物三元世界的高度融合引发了数据以前所未有的速度进行持续性累积式增长,信息社会已进入大数据(Big Data)时代。大数据本身就是一个抽象概念,近几年来很多国际顶级学术期刊如Nature和Science等相继出版专刊研究大数据,工业界与政府机构也密切关注大数据问题。然而,眼下学术、工业等各界专家在大数据定义问题上尚未达成一个完全共识。比较知名的大数据定义来源于研究机构Gartner,其定义如下:大数据是需要新处理模式才能具有更强的决策力、洞察发现力和流程优化能力的海量、高增长率和多样化的信息资产。虽然大数据的定义尚未统一定论,但更好地应用大数据才是关键。大数据的战略意义不在于其数据信息有多么庞大,而在于获取这海量数据后面的知识与意义。换言之,提高数据的“加工能力”,通过“加工”实现数据的“增值”是大数据研兖的重要意义。
2.1 数据来源:刀具信息系统及其关联环境
大数据的重要特点数据来源广泛、数据类型复杂、数据结构多样,处理与应用大数据首先需要面对的便是从广泛的数据源进行数据的抽取与集成,经过实体与关系的关联、聚合之后采用统一定义的结构来存储这些数据。柔性制造企业多基于数控机床等信息化设备进行生产,企业信息化程度较高,在企业的信息化系统中,ERP、PDM、CAM等系统与刀具信息管理系统之间存在数据信息的共享与交换,一般联系如图2所示。
ERP是一种面向离散型生产和流程型生产特点的制造业等企业,将物流,资金流,信息流进行全面一体化管理的信息系统。ERP是企业大数据的主要来源,其一般包含:生产控制管理(计划、制造)、物流管理(分销、采购、库存管理)和财务管理(会计核算、财务管理)。由于柔性生产所需刀具型号、种类、组合等复杂性因素,ERP系统未能实现对刀具的有效管理,大多企业仍将刀具中心进行单独管理并独立部署刀具信息管理系统,但生产计划、能力需求计划等计划的制定一般均基于ERP系统。一件产品从设计到生产之间需要确定每一道生产工序及生产工艺,CAM与CAPP系统在与刀具信息管理系统融合后,在生产工艺的安排上已尽量考虑现有刀具的数据,为智慧化生产提供支持。PDM是帮助工程师和其他人员管理产品数据和产品研发过程的工具,能跟踪设计、制造所需的大量数据和信息,并能有效的组织工艺过程卡片、零件蓝图、三维数模、刀具清单、质量文件和数控程序等生产作业文档,实现企业车间现场无纸化生产。刀具信息管理系统通过与其他信息系统的交互,可以合理管理每把刀具的行踪、统计刀具利用情况、优化刀具使用。如与CAM、PDM系统相互结合,可以控制在生产过程中的刀具的流通及刀具的安装、预调、分解、损耗等等。
2.2 数据分析应用:刀具库存的理论合理阈值与采购配送的协同
柔性制造企业使用ERP、CAPP、CAM、PDM等系统积累了大量的数据,这些数据必须转化为企业的知识才能指导企业运行。数据挖掘技术是大数据处理与分析的主要方法,指从大量随机的实际应用数据中提取隐含在其中的潜在有用信息和知识的过程。相同的数据集合从不同角度对其进行挖掘,可以得出不同的信息或知识,通常的数据分析方法主要有偏差分析、特征、聚类、分类、回归分析、关联规则、Web页挖掘等,各类不同的分析方法面向特定领域具有特定前提或约束条件。企业对刀具信息的管理希望达到在保证生产不间断正常运行的基础上,根据生产计划预测刀具的消耗,科学配置刀具的库存量以加快资金周转提高经济效益。运用数据挖掘中常用的回归分析等算法,对生产计划与刀具的消耗情况进行客观分析,刀具消耗与刀具库存能根据生产计划的变化从而与采购协同变换,不但采购刀具过程变的简单而有效,还能防止漏订刀具,或者错定一些不必要的刀具。
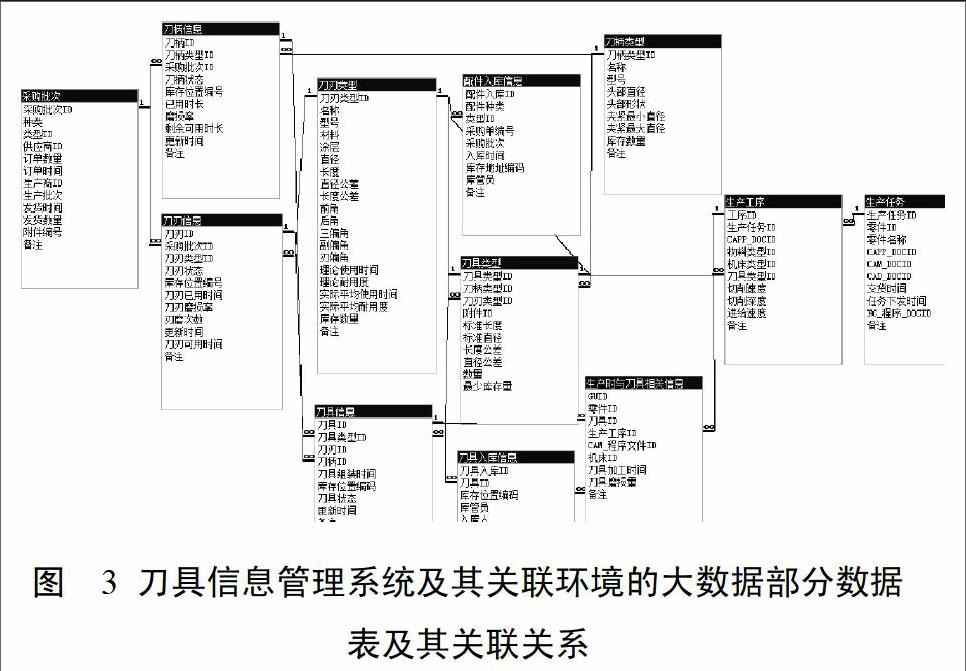
利用各类数据分析方法,可以进行各类的预测分析。在数据挖掘的分析过程中,经常会遇到多个变量影响某一现象发展与变化的情况,回归分析是研究两种或两种以上变量之间相互依赖的统计分析方法,是在大量数据的基础上利用数理统计方法建立因变量与白变量之间的回归关系函数表达式(称回归方程式)。论文根据刀具信息管理系统及其关联环境整理大数据涉及刀具信息管理的部分数据表及其关联关系如图3所示。
把两个或两个以上定比例的数量关系用函数形势表示出来,就是回归分析要解决的问题。由上图可归纳出生产计划与刀具损耗需求之间的基本关系:企业生产计划P(Plan)中制定了零件A(Accessory)的类型、数量,每一件零件的生产由生产工艺决定了生产工序WP(Work Process),每一道工序要求使用特定的刀具并有道具理论损耗,在实际生产中执行工序时产生了实际消耗。由此令Xt表示刀具t的实际平均损耗,则生产计划P与刀具损耗X之间可建立如下的函数关系:
令WP表示生产工序,假设每道生产工序需要n种刀具,每种刀具的数量为k,则公式1:
WP=kiXi十kzXz+…+ knXn
令A表示零件,假设每件零件有m道工序,每道工序的加工次数为1,则零件A与刀具消耗X之间的关系公式2为:
A=ι1WP1+ι2WP2+…+ιmWPm
=ι1(k1X1+k2X2+…+knXn)1+ι2[k1X1+k2X2+…+knXn)2+…+ιm(k1X1+k2X2+…+knXn)m
令P表示企业每天排定的生产计划,设每批次生产计划有w种零件,每种零件的个数为u,则生产计划P与刀具消耗X之间的关系公式3为:
p=w1A1+W2A2+…+wuAu
=w1(k1X1+k2X2+…+knXn)1+ι2(k1X1+k2X2+…+knXn)2+…
+ιm(k1X1+k2X2+…+knXn)m)1+W2(ι1(k1X1+k2X2+…+knXn)1
+ι2(k1X1+k2X2+…+knXn)2+…+ιm(k1X1+k2X2+…+knXn)m)2
+…+wu(ι1(k1X1+k2X2+…+knXn)1+ι2(k1X1+k2X2+…+knXn)2+…
+ιm(k1X1+k2X2+…+knXn)m)u
上述公式中,k、1、w均为自然数,所以可得出P与X之间存在线性回归关系。获知P,可以根据公式3测算出所需的每一把刀具的损耗X。生产计划中每件零件加工所需刀具损耗量表需要汇总统计零件生产所需刀具列表中每一把刀具的平均损耗量、最小损耗量、损耗周期等数据,整个信息抽取过程如次,把ERP系统的生产计划中零件信息连接CAPP系统中刀具参数及生产工艺要求,形成零件一刀具列表,然后与CAM与PDM中每把刀具的实际损耗进行关联,最终形成<零件ID、刀具类型ID、生产计划ID、平均损耗>数据表。根据上述过程,也可以得出k、w、1及每把刀具的平均消耗值。
根据刀具库存管理可以形成<刀具类型ID、刀刃类型ID、库存量、刀柄类型ID、库存量>数据表可以得出刀具的库存信息,令∑wιkXt表示生产计划P中刀具t的一天预测消耗量,另Yt表示刀具t的库存量,则η=Yt/∑wιk Xt公式表示刀具t的库存与消耗之间的对比周期。根据采购信息可以形成<刀刃类型ID,供应商ID,供应周期,供应均价,产品评价>采购数据表可以得出刀具的平均采购周期。令y表示刀具t的平均采购周期,σ表示用户白定义安全周期,则采购协同值θ=(η+σ)/γ,当时,系统启动协同采购机制,通知采购人员进行采购。通过上述过程,从而实现刀具库存管理、生产计划、采购管理的协同。
3 结语
刀具是柔性制造企业中重要的工具资源,信息化是柔性制造企业的显著特征。论文在大数据环境下,利用刀具信息管理系统与其他如ERP、CAM、PDM等信息系统沉积的数据,分析了刀具消耗与生产计划存在的线性回归关系,并研究刀具库存与采购的智能协同阈值发现的公式,根据生产计划预测刀具的消耗,科学配置刀具的库存量以加快资金周转提高经济效益。
