油气润滑技术在大功率精密磨削主轴中的应用**
2016-04-07郭召
郭 召
(秦川机床工具集团股份公司研究院,陕西 宝鸡 721009)
油气润滑技术在大功率精密磨削主轴中的应用**
郭 召
(秦川机床工具集团股份公司研究院,陕西 宝鸡 721009)
介绍了油气润滑基本原理,阐述了主轴油气润滑结构的设计原则,对公司大规格数控成形磨齿机磨削主轴采用油气润滑结构进行设计,对油气润滑技术进行了现场测试及应用验证。
大功率;磨削主轴;油气润滑;设计原则;热变形
油气润滑是利用干燥、清洁的压缩空气作为动力源,通过其在管道内的流动,带动润滑油沿管道内壁连续不断地流动,最终将润滑油以精细油滴形式输送至各个润滑点。如图1所示,输送管道中持续通入恒定压力的压缩空气,润滑油以定量方式定时供入输送管道。在进入的初期,润滑油以较大的颗粒粘附在管道内壁四周,随后在压缩空气带动下,润滑油呈波浪状沿管壁爬行,并逐渐分散均匀,经过约0.5 m的调整后,在管壁内侧形成一层均匀的连续环状油膜,最终以与压缩空气分离的连续精细油流喷射到润滑点。
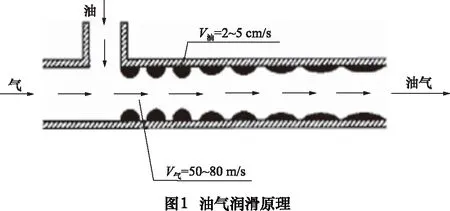
在输送管道中,润滑油和压缩空气的流动状态是不同的,这一点有别于油雾润滑。如图1,润滑油紧贴管壁流动,速度较慢,约为2~5 cm/s;而压缩空气在管道中间流动,速度很快,约可达50~80 m/s。较大的流动差异,使油、气始终处于分离状态,当压缩空气将润滑油精确输送到各个润滑点后单独排除,不污染环境,节省润滑油,符合机床绿色环保的发展需求。
1 主轴油气润滑系统的设计原则
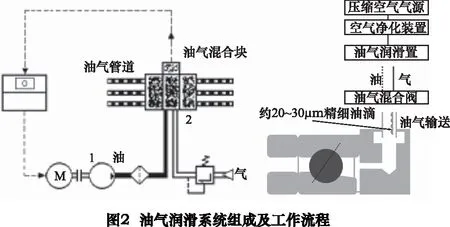
油气润滑系统的作用是形成油气并对油气进行输送及分配,其基本组成包括气源部分,油气混合部分,输送管路,喷嘴及电控装置等。系统组成及工作流程如图2所示。
要发挥油气润滑的优势,达到最佳的润滑效果,油气润滑系统的设计应遵循以下原则:
(1)压缩空气气源选择
油气润滑的气源要干净、干燥,在接入油气润滑装置之前要进行冷干,除油,除水,过滤等措施。气压控制在0.3~0.5 MPa,空气流量控制在30~40 NL/min。气源处理组件如图3所示。

(2)油气润滑管道设计
油气润滑管道内径一般取2~4 mm,长度一般不超过10 m,最短距离不小于0.5 m。输送管路设计过长,管路中形成的连续油膜容易堆积,达到最终润滑点难以形成精细油滴,过大的油滴进入轴承滚道,容易引起轴承烧伤;输送管路设计过短,进入管路的油滴尚未形成连续油膜就进入润滑点,同样无法形成精细油滴。
(3)供油量设计
油气润滑采用间歇供油方式,即根据设定的工作周期,油气润滑系统每隔一段时间向输送管路中供应一定剂量的润滑油,供油量需要根据各个润滑点工况合理选择调节,初步设定量可根据以下公式进行计算,式中系数按表1选取。
Q= (0.1~0.2) ×系数×D/25
式中:Q为供没量,mL/h;D为轴承直径,mm。
表1 供油量计算系数选择

系数轴承类型1深沟球轴承调心轴承向心推力轴承1.5滚柱滚子轴承圆锥滚柱轴承(无预压)2圆锥滚柱轴承(有预压)3自动调心滚柱轴承
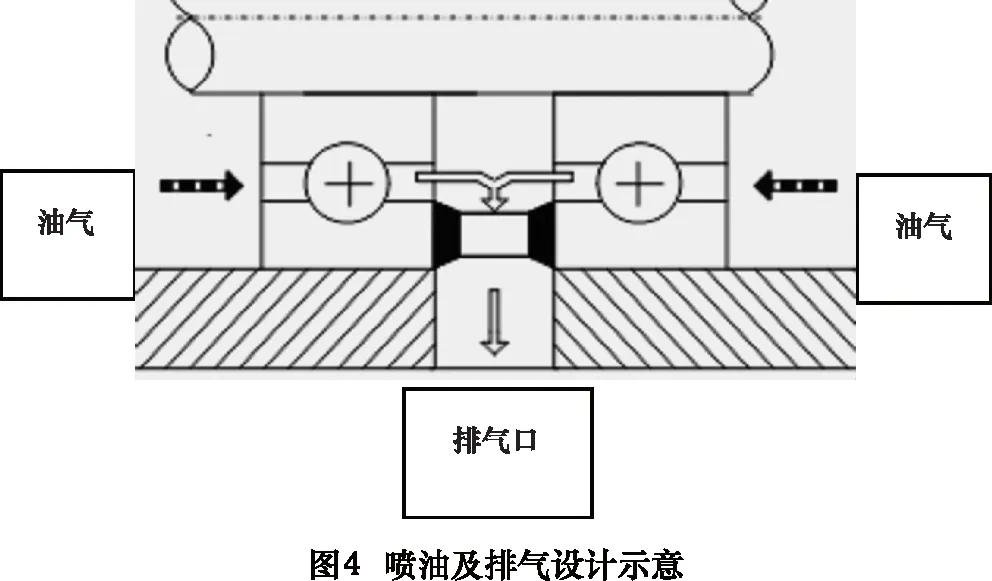
(4)喷油及排气设计
轴承高速旋转,形成气障,为了将精细油滴准确送入轴承滚道,需要一定的喷射速度,因此喷油嘴的直径范围为0.8~1.0 mm,同时油嘴开口方向应对准目标滚道。为防止润滑油在轴承底部产生沉积以及腔内部压力过高,排气口加工在4~6 mm为最佳范围。喷油及排气设计如图4所示。
2 油气润滑技术在大功率磨削主轴中的应用
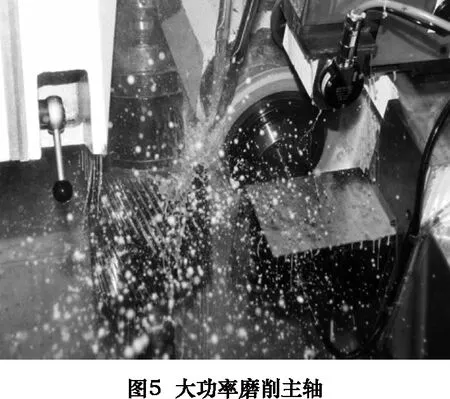
公司开发的大规格数控成形砂轮磨齿机主要用于风电、核电、冶金、矿山、军工、船舶等重型机械传动行业精密齿轮磨削加工。机床磨削负载大,配置大功率磨削主轴(图5),主轴电动机额定功率40 kW。成形法磨齿,要求砂轮与工件保持精确的位置关系,大功率磨削主轴温升变形将对磨齿精度造成较大影响。通过采用油气润滑技术,有效解决了温升变形问题,提高了磨齿精度。
2.1 主轴油气润滑系统设计
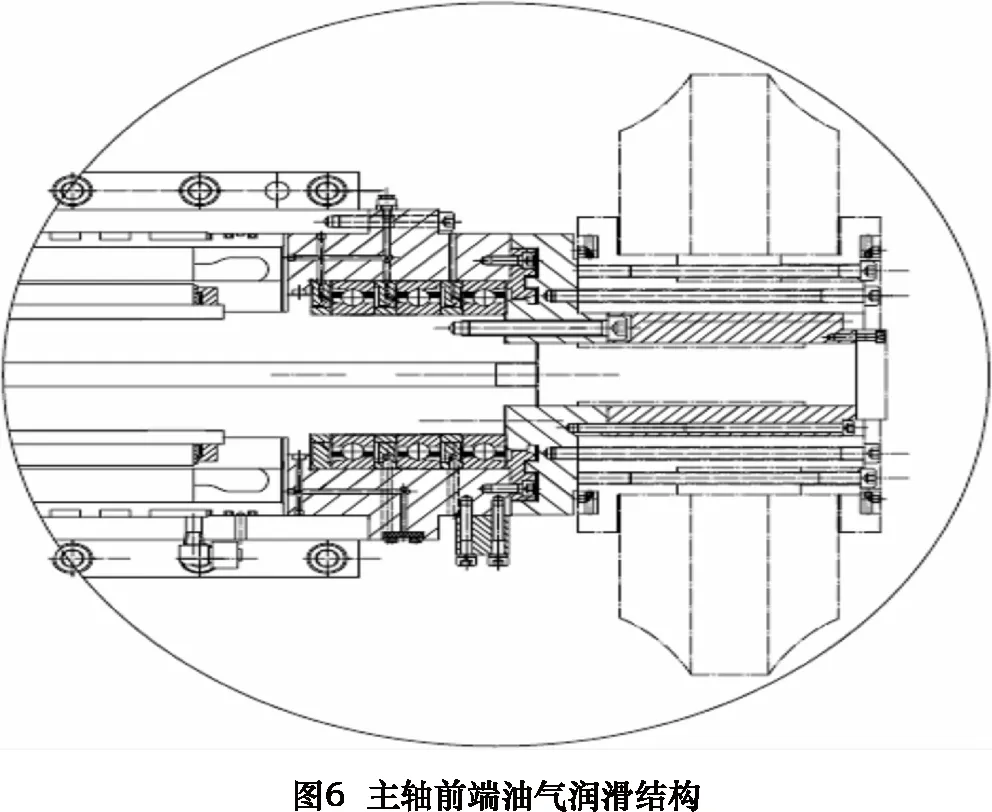
根据油气润滑系统设计原则,对大型磨齿机磨削主轴采用油气润滑结构,主轴前端油气润滑结构如图6所示。每个轴承单独供应一路润滑油,单独设计排气孔,避免压缩空气之间相互干扰。喷嘴和排气孔设计在轴承隔套上,如图7所示。
2.2 现场测试
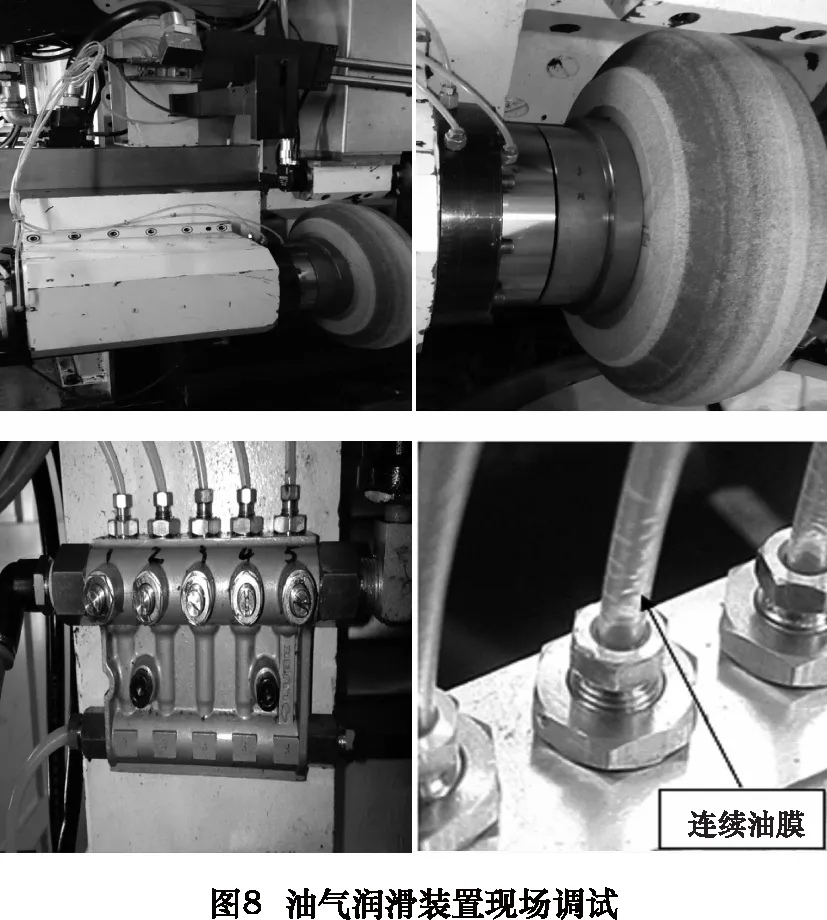
新设计的采用油气润滑结构的磨削主轴安装在公司大规格数控成形磨齿机上进行测试(如图8所示),油气润滑系统参数设置如表2。
在主轴运转过程中,对主轴各段温升变化进行检测记录,如表3所示。前端主支撑的温升在10℃以内,相比油脂润滑结构,温升明显降低,提高了主轴热稳定性。在后续的大量磨齿试验中,由主轴热变形引起的误差明显减小。

3 结语
油气润滑以小剂量多次数的方式连续输送,使轴承始终处于最佳的润滑状态;压缩空气能使轴承更好地散热,有利于轴承的冷却,同时起到了良好的密封效果。采用油气润滑技术,需要遵循一定的设计原则,油气润滑参数的调整,要根据具体工况合理调整;油气润滑属于微量润滑,润滑油供应的连续性非常重要,有必要加强对油气供应状态的监测预警进行研究,保证油气供应的可靠性。
表2 油气润滑系统参数
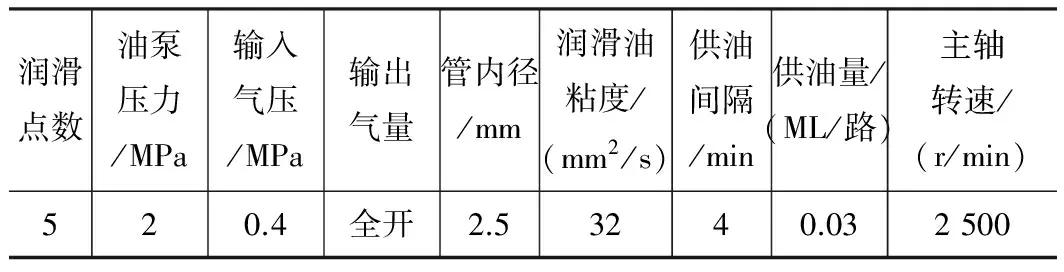
润滑点数油泵压力/MPa输入气压/MPa输出气量管内径/mm润滑油粘度/(mm2/s)供油间隔/min供油量/(ML/路)主轴转速/(r/min)520.4全开2.53240.032500
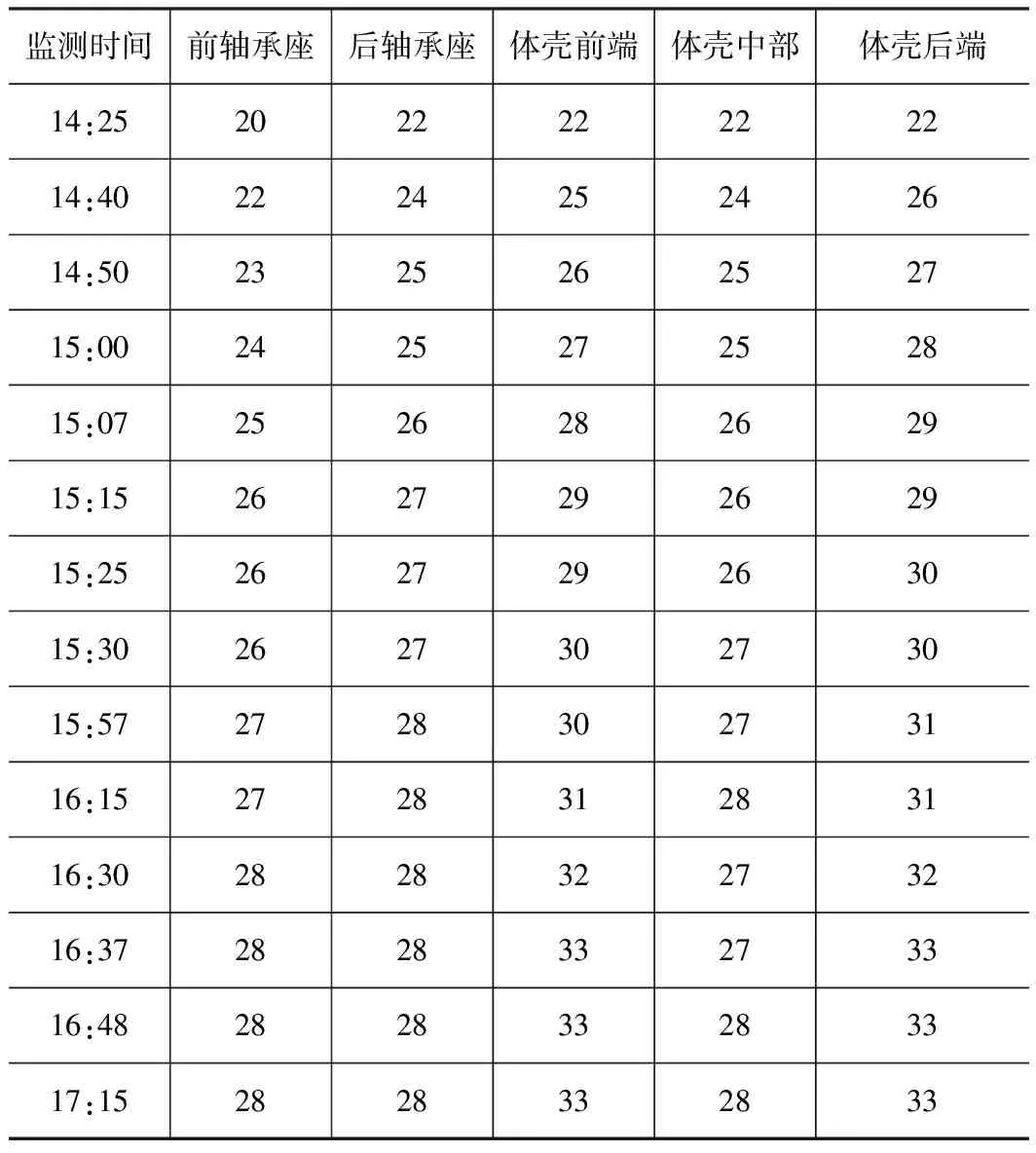
表3 主轴温度监测记录 ℃
[1]王志坤.高速电主轴滚动轴承油气两相流润滑试验研究[D].南京:东南大学,2005.
[2]黄红兵.油气润滑技术在高速电主轴轴承上的应用[J].机械制造与研究,2009,38(1):63-64.
[3]吴晓玲:流遍润滑设计手册[M].北京:化学工业出版社,2006.
[4] REBS油气润滑技术使用手册[Z].
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Application of oil and gas lubrication technology in high power precision grinding spindle
GUO Zhao
(Qinchuan Machine Tool﹠Tool Group Co., Ltd., Baoji 721009, CHN)
Introduce oil-gas lubrication principle, expound the design principles of the spindle oil air lubrication structure, company’s large size CNC form grinding gear grinding machine spindle is designed using oil-gas lubrication structure, field test and verification are used for oil-gas lubrication technology.
high power; grinding spindle; oil-gas lubrication; design principle; thermal deformation
TG61
B
10.19287/j.cnki.1005-2402.2016.12.002
郭召,男,1985年生,工程硕士,工程师,主要从事精密数控齿轮磨削机床研发及磨削技术研究工作,已发表论文10篇。
茂) (
2016-05-17)
161210
*国家科技重大专项(2014ZX04001-191)
