CLAM-316L TIG焊接接头显微组织特征分析
2016-04-06张俊钰吴庆生李春京黄群英FDS团队
张俊钰,吴庆生,黄 波,李春京,黄群英,FDS团队
(1.中国科学技术大学,安徽 合肥 230027;2.中国科学院核能安全技术研究所,中国科学院中子输运理论与辐射安全重点实验室 安徽 合肥 230032)
CLAM-316L TIG焊接接头显微组织特征分析
张俊钰1,2,吴庆生2,黄 波2,李春京2,黄群英2,FDS团队
(1.中国科学技术大学,安徽 合肥 230027;2.中国科学院核能安全技术研究所,中国科学院中子输运理论与辐射安全重点实验室 安徽 合肥 230032)
采用309焊丝对中国低活化马氏体(CLAM)钢和316L不锈钢进行TIG焊,并利用光学显微镜、扫描电镜和维氏硬度仪分析对接接头的微观组织和显微硬度分布。结果表明,CLAM-316L TIG焊接头按照显微组织特征可分为六个区域,即CLAM钢母材、CLAM钢热影响区、CLAM钢熔合区、焊缝金属、316L热影响区、316L母材。CLAM钢熔合区显微组织为淬火马氏体;焊缝金属区为粗大的胞状枝晶组织;316L热影响区和母材均为奥氏体组织,热影响区晶粒尺寸有明显长大。焊态接头整体硬度分布均匀,只有CLAM钢熔合区硬度较高。
聚变堆;CLAM钢;异种钢焊接;TIG焊
依据国际热核聚变实验堆(ITER)目前设计,与测试包层模块(TBM)冷却剂进出口连接的管路系统将使用316L钢[1],因此,TBM结构材料与316L钢之间焊接质量将是影响TBM系统安全稳定运行的重要因素。钨极惰性气体保护(TIG)焊因其具有可实现全位置焊接的优点,成为TBM与配套管路系统进行装配连接的优选焊接方式。
国际上EUROFER钢、F82H钢等低活化钢异种材料的焊接性能均已开展研究[2-7]。EUROFER钢的异种材料焊接研究重点在于研究其与钨、ODS钢之间的焊接性能[2, 3]。基于国际聚变材料辐照装置(IFMIF)工程应用需求,F82H与316L的焊接性能研究涉及了包括TIG焊[4]、电子束焊[5]、激光焊[6]、搅拌摩擦焊[7]等多种焊接方法的研究。
中国低活化马氏体(CLAM)钢[8]作为FDS系列聚变堆包层[9-11]和中国ITER-TBM的结构材料[12],其成分控制[13]、服役行为[14-17]、模块加工[18]等各方面均已进行了系统研究[19]。经长期的研究发展,通过采用优化的焊接工艺[20]、合理的焊后热处理工艺[21, 22],可获得强韧性匹配性良好的CLAM-CLAM焊接接头。
本研究开展了CLAM钢异种材料TIG焊接性能研究,获得了CLAM-316L异种钢TIG焊接接头的显微组织特征,为将来TBM及其相关部件在ITER中的高质量装配提供技术支持。
1 实验材料及方法
1.1 实验材料
本实验CLAM钢选用HEAT 1105批次,焊前经调质处理(980℃淬火+760℃回火)。焊接试板尺寸为(100×50×14.6)mm,长度方向沿轧制方向,并开设60°V型坡口。焊接前样品表面需在磨床上磨平,用酒精、丙酮超声波清洗,以去除油污。焊接前实验材料如图1所示。焊接填充材料选择309奥氏体不锈钢焊丝。材料成分含量见表1。
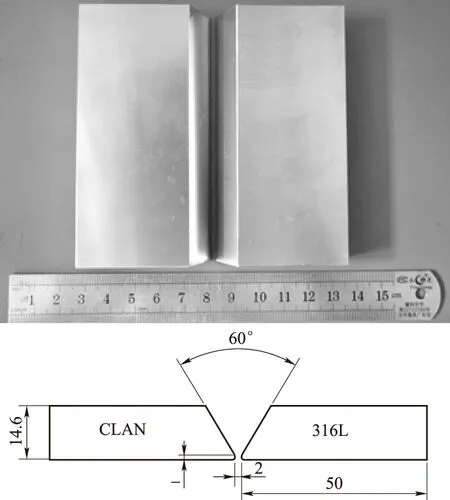
图1 焊前实验材料及加工尺寸示意图Fig.1 Schematic sketch of the V groove

表1 母材和焊材的化学成分(wt%)
1.2 实验方法
采用RILAND WSE-200型焊机施焊,保护气体为纯氩气,纯度>99.99%。焊接工艺参数为:焊接电流100 A,焊接电压25 V,保护气体流量10 L/min,焊接速度50 mm/min。
显微组织观察采用蔡司研究级倒置光学显微镜和蔡司∑IGMA扫描电子显微镜(配备能谱)进行。为更好地显示显微组织形貌,微观组织金相样品制备经过研磨、抛光、腐蚀等过程。
显微硬度测试方法为首先找出焊缝中心点,依次沿CLAM钢母材—焊缝金属—316L母材方向依次进行硬度测试,压痕间距为0.2 mm。测试压力为2.94N,时间为10s。
2 实验结果及分析
2.1 焊接接头的显微组织分析
CLAM钢与316L钢、309焊丝的成分、组织和性能差别较大,这种结构和组织的不均匀性将使得CLAM-316L TIG焊接接头具有许多特征,需要进行分析研究。
焊接接头CLAM侧显微组织如图2所示。由图可见,CLAM钢侧热影响区内接近母材的位置出现明显的熔合区。焊接时此区的金属处于过热状态,晶粒严重长大,快速冷却之后形成粗大组织。这与Ladislav Falat等人对T91/TP316H焊接接头的研究结果一致[23]。EDS测试结果显示,该区域不含Ni元素,表明该区域由CLAM钢母材产生(见图3)。焊接过程中该区域微观行为十分复杂,焊缝与母材出现不规则结合。此区的范围虽然很窄,但由于在化学成分和组织性能上都有较大的不均匀性,所以对焊接接头的强度、韧性都有较大的影响。Joseph A等人的研究表明,熔合区容易产生焊接裂纹,从而使接头失效[24]。因此,未来将对熔合区的组织和性能进行优化。

图2 CLAM钢与焊缝金属界面显微组织Fig.2 Microstructure of the CLAM interface with weld metal

图3 CLAM钢与焊缝金属界面EDS测试Fig.3 EDS analysis of the CLAM interface with weld metal
焊缝金属显微组织如图4所示。焊缝金属中心区域结晶形态属于胞状树枝晶。焊缝金属结晶形态决定于焊接熔池凝固过程中液-固界面前方液态金属过冷度的分布情况,同时还受焊接速度、焊接电流的影响。由于焊缝金属凝固过程中,温度梯度方向垂直于熔合线指向焊缝中心,所以胞状树枝晶结晶方向亦趋向于该方向。
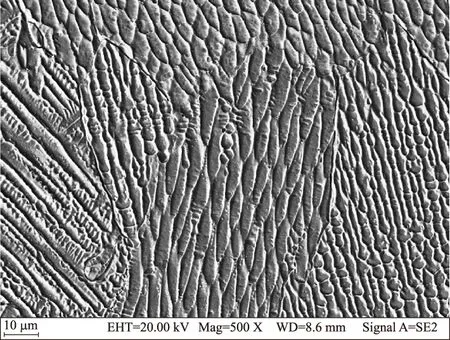
图4 焊缝金属显微组织Fig.4 Microstructure of the weld metal
焊接接头316L钢侧显微组织如图5所示。由图可见,316L钢侧并未出现与CLAM钢侧类似的熔合区。对距界面100 μm随机选取区域进行晶粒尺寸测试,平均晶粒尺寸为29.51 μm(母材平均晶粒尺寸为25.93 μm)。可见,受焊接热循环影响,靠近焊缝区域晶粒长大明显,然而热影响区与基体界限不易确定。

图5 焊缝金属与316L界面显微组织Fig.5 Microstructure of the 316L interface with weld metal
通过以上分析可知,CLAM-316L TIG焊对接接头不同区域显微组织有一定差异,可将其分为如图6所示的六个区域。

图6 CLAM-316L TIG接头结构示意图Fig.6 Schematic sketch of CLAM-316L TIG joint
2.2 焊接接头的力学性能分析
对焊态接头各区域进行显微硬度测试,结果如图7所示。由图可见,接头整体硬度分布均匀,只有CLAM钢熔合区淬火马氏体组织硬度较高。熔合区平均硬度为389 HV。
CLAM钢熔合区由于焊接过程中冷却速度快,碳元素来不及扩散,致使该区域形成淬火组织,硬度明显提高。

图7 焊态接头显微硬度测试结果Fig.7 Vickers hardness of welded sample without post-weld heat treatment(a) 焊缝截面硬度分布图;(b) CLAM钢侧熔合线两侧硬度对比
3 结论
本文对CLAM钢与316L钢异种钢TIG焊接接头的显微组织及力学性能进行了测试分析。研究结果总结如下:
1) CLAM-316L TIG焊接头按照显微组织特征可分为六个区域,即CLAM钢母材、CLAM钢热影响区、CLAM钢熔合区、焊缝金属区、316L热影响区、316L母材。
2) CLAM钢熔合区为淬火马氏体组织;焊缝金属区为胞状枝晶组织;316L热影响区为奥氏体组织。
3) CLAM-316L TIG焊接头整体硬度分布均匀,只有CLAM钢熔合区硬度较高。熔合区平均硬度为389HV。
未来将对焊接参数和工艺进一步优化,同时开展焊后热处理工艺探索研究,以改善CLAM-316L焊接接头的综合性能,为TBM及其相关部件在ITER中的高质量装配提供技术支持。
[1] Koizumi K, Nakahira M, Itou Y, Tada E, Johnson G, Ioki K, et al.Design and development of the ITER vacuum vessel[J]. Fusion Eng. Des. 41 (1998) 299-304.
[2] Hamilton NR, Robbie MO, Wood J, Galloway A, Katramados I, Milnes J. The challenges in predicting the fatigue life of dissimilar brazed joints and initial finite element results for a tungsten to EUROFER97 steel brazed joint[J]. Fusion Eng. Des. 86 (2011) 1642-1645.
[3] Commin L, Rieth M, Widak V, Dafferner B, Heger S, Zimmermann H, et al. Characterization of ODS (Oxide Dispersion Strengthened) Eurofer/Eurofer dissimilar electron beam welds[J]. J. Nucl. Mater. 442 (2013) S552-S556.
[4] Furuya K, Ida M, Miyashita M, Nakamura H. Mechanical properties of F82H/316L and 316L/316L welds upon the target back-plate of IFMIF[J]. J. Nucl. Mater. 386-388 (2009) 963-966.
[5] Nogami S, Hara N, Nagasaka T, Hasegawa A, Muroga T. Effect of PWHT on the mechanical and metallographical properties of a dissimilar-metal weld joint of F82H and SUS316L steels[J]. Fusion Sci. Technol. 60 (2011) 334-338.
[6] Serizawa H, Mori D, Shirai Y, Ogiwara H, Mori H. Weldability of dissimilar joint between F82H and SUS316L under fiber laser welding[J]. Fusion Eng. Des. 88 (2013) 2466-2470.
[7] Fujii H, Chung YD, Sun YF, Tanigawa H. Interface shape and microstructure controlled dissimilar friction stir lap welded steels[J]. Science and Technology of Welding and Joining. 18 (2013) 279-286.
[8] Yu JN, Huang QY, Wan FR. Research and development on the China low activation martensitic steel (CLAM)[J]. J. Nucl. Mater. 367 (2007) 97-101.
[9] Wu Y. Conceptual design activities of FDS series fusion power plants in China[J]. Fusion Eng. Des. 81 (2006) 2713-2718.
[10] Chen YX, Wu YC. Conceptual study on high performance blanket in a spherical tokamak fusion-driven transmitter[J]. Fusion Eng. Des. 49-50 (2000) 507-512.
[11] Wu YC, Zhu XX, Zheng SL, Ke Y, Huang QY, Liu XP, et al.Neutronics analysis of the dual-cooled waste transmutation blanket for the FDS[J]. Fusion Eng. Des. 63-64 (2002) 133-138.
[12] Wu Y. Design analysis of the China dual-functional lithium lead (DFLL) test blanket module in ITER[J]. Fusion Eng. Des. 82 (2007) 1893-1903.
[13] Huang QY, Wu YC, Li JG, Wan FR, Chen JL, Luo GN, et al.Status and strategy of fusion materials development in China[J]. J. Nucl. Mater. 386-388 (2009) 400-404.
[14] Peng L, Huang QY, Li CJ, Liu SJ. Preliminary analysis of irradiation effects on CLAM after low dose neutron irradiation[J]. J. Nucl. Mater. 386-88 (2009) 312-314.
[15] Wu YC, Huang QY, Zhu ZQ, Gao S, Song Y. R&D of Dragon Series Lithium-lead Loops for Material and Blanket Technology Testing[J]. Fusion Sci. Technol. 62 (2012) 272-275.
[16] Huang Q, Li J, Chen Y. Study of irradiation effects in China low activation martensitic steel CLAM[J]. J. Nucl. Mater. 329-333, Part A (2004) 268-272.
[17] Huang Q, Gao S, Zhu Z, Zhang M, Song Y, Li C, et al. Progress in compatibility experiments on lithium-lead with candidate structural materials for fusion in China[J]. Fusion Eng. Des. 84 (2009) 242-246.
[18] Li CJ, Huang QY, Wu QS, Liu SJ, Lei YC, Muroga T, et al.Welding techniques development of CLAM steel for Test Blanket Module[J]. Fusion Eng. Des. 84 (2009) 1184-1187.
[19] Huang QY, Li CJ, Wu QS, Liu SJ, Gao S, Guo ZH, et al.Progress in development of CLAM steel and fabrication of small TBM in China[J]. J. Nucl. Mater. 417 (2011) 85-88.
[20] Jiang ZZ, Ren LT, Huang JH, Ju X, Wu HB, Huang QY, et al. Microstructure and mechanical properties of the TIG welded joints of fusion CLAM steel[J]. Fusion Eng. Des. 85 (2010) 1903-1908.
[21] Wu QS, Zheng SH, Liu SJ, Li CJ, Huang QY. Effect of post-weld heat treatment on the mechanical properties of electron beam welded joints for CLAM steel[J]. J. Nucl. Mater. 442 (2013) 512-517.
[22] Zheng SH, Wu QS, Huang QY, Liu SJ, Han YY. Influence of different cooling rates on the microstructure of the HAZ and welding CCT diagram of CLAM steel[J]. Fusion Eng. Des. 86 (2011) 2616-2619.

[24] Joseph A, Ramesh AS, Jayakumar T, Murugan N. Failure analysis of a dissimilar weld joint in a steam generator[J]. Praktische Metallographie-Practical Metallography. 38 (2001) 667-679.
Microstructure properties of CLAM/316L TIG welded joint
ZHANG Jun-yu1,2,WU Qing-sheng2,HUANG Bo2,LI Chun-jing2,HUANG Qun-ying2,FDS Team
(1. University of Science and Technology of China, Hefei of Anhui Prov. 230027, China;2.Key Laboratory of Neutronics and Radiation Safety, Institute of Nuclear Energy Safety Technology, Chinese Academy of Sciences, Hefei of Anhui Prov. 230032, China)
The CLAM-316L dissimilar metal joints were welded by Tungsten Inert Gas (TIG) welding using 309 austenite steel as filler material. The microstructure and microhardness distribution of the butt welds were investigated. According to the microstructure characteristics, the joint can be divided into six regions, CLAM base metal (BM), CLAM heat affected zone (HAZ), CLAM fusion zone (FZ), weld metal (WM), 316L HAZ, 316L BM. The CLAM BM was composed of quenched martensite. The WM consisted of cellular dendrite. Both the HAZ and BM of 316L steel were composed of austenite, but the grain size increasing occurred in the 316L HAZ. The overall hardness distribution in the transverse direction of the joints was homogeneous, except the CLAM FZ with a higher hardness.
Fusion reactor; CLAM steel; Dissimilar steel joining; TIG welding
2016-07-20
国家自然科学基金(2013GB108005,2014GB112003),中科院知识创新项目(KJCX2-YW-N35)
张俊钰(1987—),男,山东淄博人,博士研究生,现主要从事反应堆结构材料焊接性能研究工作
吴庆生:qingsheng.wu@fds.org.cn
TG407
A
0258-0918(2016)04-0492-05
