基于伺服电机控制的γ射线探伤机自动控制仪的设计
2016-04-06罗睿
罗 睿
(中国核动力研究设计院设备制造厂,成都 610000)
基于伺服电机控制的γ射线探伤机自动控制仪的设计
罗 睿
(中国核动力研究设计院设备制造厂,成都 610000)
γ射线探伤机自动控制仪是γ射线探伤机自动送收源的电气产品,有多种安全联锁功能。本系统的设计主要完成的功能是通过人机界面预置参数,由可编程控制器(PLC)根据预置参数精确控制伺服电机转动,完成γ射线探伤源的精确定位,实现被检测工件探伤曝光,同时能够有效减少冲击对送源软轴的损坏。通过各种可靠的安全连锁装置,处理探伤工作中各种异常情况的发生。运动过程采用闭环控制,整个系统具有较高的测量精确度和可靠性,达到对γ射线探伤机自动完成“送源—曝光—收源”的精确控制。
伺服驱动 PLC高速计数 精确定位 闭环控制
引言
γ射线探伤机自动控制仪是自动控制探伤源送到曝光位置进行曝光,曝光时间到后自动把探伤源收回到探伤机主机(屏蔽体)的电气控制装置。
目前,国内γ射线探伤机生产厂家配备的自动控制仪普遍使用直流力矩电机来实现探伤源的送收,但体积大、质量重,不利于野外探伤;转动惯性大,不能实现精确定位。中国核动力研究设计院设备制造厂的自动控制仪,主要是PLC程序上采集源的位移数据和送源卡堵的状态来判断是否达曝光位置。这样的设计虽然可以保证设备工作时探伤源能够达到曝光头,但每次曝光都会对软轴造成一定的冲击。长期使用可能造成软轴的变形,减少设备的整机使用寿命。
伺服电机与普通直流力矩电机最大的区别在于拥有电机转子和反馈装置。伺服电机转子表面贴有强力磁钢片,因此可以通过定子线圈产生的磁场精确控制转子的位置,并且加减速特性远高于普通力矩电机,运动速度可调可控。所以,使用伺服电机控制可以通过电机加减速实现放射源的平缓移动。通过反馈参数判断曝光位置而不必要发生堵转,可以有效保护驱动软轴。
1 设计要求
1.1 技术指标
本装置主要是通过电机拖动软轴来控制探伤源移动定位的装置。具有以下要求:(1)采用台达交流伺服电机,型号:ECMA-C30604PS,额定转速:3000r/m,功率:0.4kW;(2)伺服电机驱动器,型号:ASD-A0421-AB;(3)移动速度在大于0.5m;(4)中间控制单元采用欧姆龙20点PLC,型号:CP1H并与人机界面通讯;(5)定位精度:±2mm。
1.2 安全保护功能
本系统设计时,伺服电机的运动采用闭环控制和加、减速度运动控制,保证装置定位运动运行平稳、可靠,尽可能减少对输源软轴的拉伸破坏。
由于位置参数采用的伺服电机的反馈装置——增量型光电编码器,设计时重点考虑脉冲的采集与计算。
在对贮位信号检测装置上采用可靠性、精确及耐久的非接触式接近开关。
1.3 控制软件
根据本系统的要求,软件设计包括PLC梯形图程序设计和人机界面ADP程序设计。
1.3.1 人机界面控制软件
需要包含以下几个功能:
(1)设置送源长度、曝光时间、延时时间的参数,并发送给PLC对应的数据存储区;
(2)向PLC发送控制电机运转指令,包括送源指令和回源指令;
(3)显示当前设备的工作状态,包括探伤源状态、门连锁状态、曝光时间等;
(4)设置人性化的功能按钮,方便操作者操作设备。
1.3.2 PLC软件
需要包含以下几个功能:
(1)接受人机界面的信号,发出控制电机的正反转信号和速度控制脉冲给伺服驱动器;
(2)采集光电编码器脉冲并进行处理和计算,判断探伤源的当前状态;
(3)处理整个电气系统的各种组合逻辑关系,并向触摸屏、伺服驱动器发出处理信号;
(4)采集贮位信号,保证整个电气系统的安全可靠。
2 工作原理
本系统的主要功能是通过人机界面和PLC自动控制γ射线探伤机主机内的探伤源自动“送源——曝光——收源”的过程,显示探伤源工作状态和实现安全联锁控制。
通过在人机界面中选择所需要的曝光距离方案,输入曝光时间和延时时间,人机界面就把所输入的信息传输给PLC数据寄存器。PLC通过程序计算,向伺服驱动器发送伺服启动信号,方向信号和速度脉冲信号来控制伺服电机的转动。同时,PLC的高速计数器采集伺服电机反馈的高速脉冲来计算探伤源的位移。当计算的位移达到所选择的位置时,PLC发出信号停止伺服电机转动,开启曝光时间,让探伤机进行曝光作业。当设置的曝光时间到后,PLC向伺服驱动器发出回源指令,让探伤源收回到探伤机主机里面,完成一次探伤作业。整个伺服系统采用的是闭环控制。
3 系统设计及分析
3.1 硬件系统设计
如图1所示,本系统采用人机界面做为上位机、PLC做为下位机的控制模式。根据系统输入输出点、上位机通信口和高速脉冲计数功能,选择欧姆龙CP1H 20点的PLC作为本系统的控制器。该PLC输入口分别连接防护门联锁、源贮位联锁、紧急回源信号和高速AB相脉冲信号。输出端口功能是向伺服驱动器发出各种指令,如伺服开启、电机正反转、速度脉冲等。伺服驱动器再根据PLC发出的信号来控制交流伺服电机转动与停止。可编程控制器与人机界面通过RS-232接口进行通信。

图1 硬件系统图
3.2 伺服系统参数设置
控制伺服电机运动首先要对伺服电机驱动器进行设置,主要是设置伺服电机的控制方式、检出器输出脉冲数和数字输入接脚规划功能,其他参数都采用系统的默认值。
3.3 PLC控制程序设计
PLC控制程序在设计上主要考虑的任务是:(1)根据人机界面设置的参数,经过逻辑判断和数值计算后,给伺服驱动器发出伺服启动、方向和速度脉冲信号;(2)处理伺服电机反馈的高速A/B相脉冲信号;(3)通过信息处理结果进行逻辑分析,得出设备工作状态和执行相关动作;(4)处理各种安全连锁信号等。PLC编采用梯形图编程,程序根据如图2所示的顺序执行。
3.3.1 伺服电机加减速驱动控制
伺服控制驱动控制过程是驱动伺服电机启动、停止、正反转和速度。伺服电机启动、停止、正反转控制,直接在程序中指定控制输出端来实现。本系统速度的控制由PLC指定的输入口输出程序定义的脉冲完成。本系统中,使用PLC脉冲输出口0。
为了使电机运转平稳,防止自控仪电机的惯性冲击和电机本身的电流变化过快,本控制系统引入了加减速控制模式。同时,可以使送源精度更加可靠,增加输源软轴和电机的寿命。具体设计是使用不同的速度控制指令(指定输出脉冲PLS2,脉冲频率ACC),让脉冲输出口加速减速输出脉冲,以控制伺服电机的速度。
3.3.2 高速计数模块闭环控制
伺服电机的运动使伺服电机反馈装置编码器产生AB相脉冲,需要首先在PLC编程软件窗口上对其高速脉冲进行计数器设置。确定计数模式、计数范围及复位方式。本系统中使用高速计数器0,作为伺服电机编码器输脉冲输入口。程序运行时,调用高速计数处理指令(当前值读取PRV和动作控制INI),以完成对光电编码器当前值的采集和运动控制。

图2 PLC程序流程图
3.3.3 脉冲量精度设计
脉冲量精度设计的公式:P=M(编码)×4(倍频)/(B×L2)。这里,P为传给PLC的驻留距离比较数值;M(编码)为设置的编码器每周的增量值(伺服驱动器设置为315);B为减速比(20:1减速箱);L2为自动控制仪每圈软轴实际移动距离(240mm)。
于是,可以计算出每毫米的计数值:P(1mm)=315×4/(1/20×24)=100。
因此,在暂不考虑机械因数的影响下,旋转编码器每输出一个脉冲对应的距离为0.01mm。
3.4 人机界面程序设计
人机界面是一种智能化操作控制显示装置,是系统和用户之间进行交互和信息交换的媒介;这里主要是向系统控制器PLC输入用户探伤作业的相关信息、显示工作的状态等功能。本系统人机界面的主要功能如图3所示。
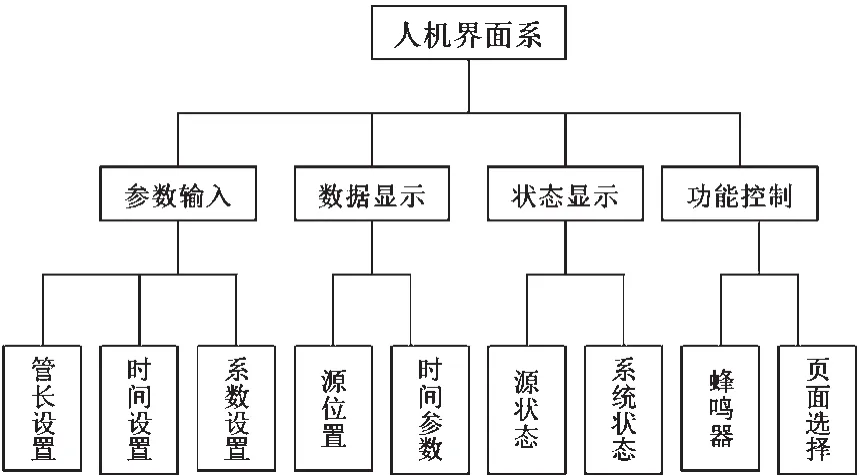
图3 人机界面ADP程序结构图
本系统的人机界面设计主要包括参数输入、数据显示、状态显示和功能控制四个方面。根据在PLC控制程序中所定义的地址信息和逻辑功能,在ADP软件中把各元件与PLC地址对应起来,更改元件属性,包括写至位、读取位、制定生效位、按钮功能等。
人机界面设计根据功能分成三组界面,分别是初始界面、主控界面和系统设置界面。整个系统界面设置简单清晰,功能完整,操作简单。
5 创新性和关键技术
基于伺服电机控制的γ射线探伤机自动控制仪,其伺服电机控制模式是一种探伤机控制系统上的创新,提高了参数精度。此外,电机加减速度控制、PLC程序模块化设计和更为可靠的安全联塑是本系统的关键技术。
6 结论
目前,本系统基本调试完成,使用6.3m的曝光管进行送收源,全行程运动的定位精度达到正负2mm以内,各样指标均达到设计要求。需要说明的是,本系统的成功设计,使中国核动力研究设计院设备制造厂探伤机自动控制仪的控制精度和可靠性得到进一步提高,大大增强了产品的市场竞争力。
[1]OMRON公司.SYSMAC/CP1H可编程控制器编程手册[Z].
[2]ACE PILLAR公司.ADP6软体编程手册[Z].
[3]DELTA公司.ASDA AB伺服驱动器应用技术手册[Z].
[4]宋伯生.PLC编程理论、算法及技巧[M].北京:机械工业出版社.
[5]李海发,王岩.电机与拖动基础[M].北京:清华大学出版社.
Design of Automatic Control Instrument for γ-ray Flaw Detector Based on Servo Motor Control
LUO Rui
(China National Nuclear Power Research and Design Institute of Equipment Manufacturing, Chengdu 610000)
The automatic control device of γ-ray detection machine is a kind of electrical product of γ-ray detector, which has many kinds of safety interlocking functions. The main function of this system is to control the servo motor rotation precisely according to preset parameters by programmable controller (PLC) through pre-setting parameters of man-machine interface, to complete the accurate positioning of γ-ray detection source, to realize the detection of workpiece exposure , At the same time can effectively reduce the impact of the damage to the source flexible shaft. Through a variety of reliable safety interlock device, dealing with various anomalies in the detection of the occurrence of the work. The whole system has high precision and reliability, and it can control the γ-ray detector automatically. It can control the source-expose-receive-source automatically.
servo drive, PLC high-speed counting, precise positioning, closed-loop control
