基于Powermill的矿用刮板输送机驱动链轮的自动编程
2016-04-06寇晓晨张
寇晓晨张 磊
(1.忻州职业技术学院,忻州 034000;2.阳煤忻州通用机械有限责任公司,忻州 034000)
基于Powermill的矿用刮板输送机驱动链轮的自动编程
寇晓晨1张 磊2
(1.忻州职业技术学院,忻州 034000;2.阳煤忻州通用机械有限责任公司,忻州 034000)
矿用刮板输送机驱动链轮的成型部分形状较复杂,手动编程无法编制出有效的数控加工程序,因此加工程序是链轮加工精度提高的最大障碍。本文主要研究运用Powermill软件,结合数控机床的特性及加工参数等要求,生成高效数控加工程序的过程,避免只能用传统机床加工链轮而使劳动强度大、合格率不高等情况的发生,为链轮加工质量的提高提供有力的保障。
Powermill 链轮 自动编程
引言
链轮是刮板输送机的核心部件,链轮的加工质量直接决定着输送机的使用寿命与效率,因此链轮需数控加工中心加工才能保证质量,为克服手动编程速度慢、准确率不高而引起的链轮质量的不稳定,需利用编程软件对其进行自动编程,才能提高编制出的加工程序的质量,本文以利用Powermill软件编程为例,简述其编程的步骤。
1 矿用刮板输送机驱动链轮的自动编程
1.1 输入链轮模型
打开软件并单击“文件”菜单,选择“输入模型”打开对话框,选择链轮模型,默认打开的是三维图框。点击右侧工具栏图标即可得到三维实体模型。
1.2 产生链轮的用户坐标系
用拖放光标的方式框选整个模型,在Powermill浏览器中右键单击“用户坐标系”,从弹出菜单中选取“产生用户坐标系”选项,根据实际加工与对刀情况,把用户坐标系原点选在中心顶部的位置。当调整好原点与方向后在该坐标系上单击右键然后点“激活”以激活该坐标系。此时该坐标系变成红色。
1.3 定义链轮的毛坯
毛坯是指未经过加工的原材料,定义毛坯主要是为约束计算机生产程序的范围,即需要去除材料的部分。点击工具栏中的“毛坯”图标,即产生“毛坯”对话框,软件本身提供了多种产生毛坯的方法,但由于链轮形状比较特殊,默认的毛坯无法满足要求,所以需要建立毛坯模型。在毛坯的对话框中在“由…定义”下拉菜单中选择“三角形”定义毛坯的方式。然后选择毛坯模型,再单击“计算”与“接受”即可定义好链轮的毛坯。
1.4 定义加工链轮的切削刀具及其参数
根据机械手册再结合实际加工经验,最终所选择加工刀具的参数如见表1。
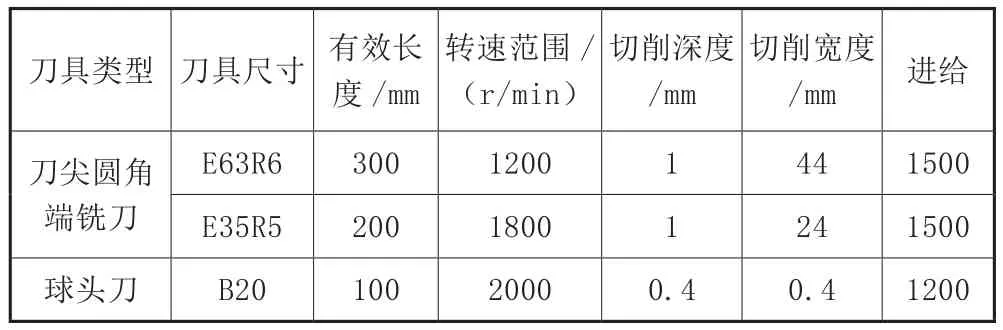
表1 加工链轮所用的刀具及相应的参数
1.4.1 产生加工链轮所用的刀具
在浏览器中右键单击“刀具”,在下拉的菜单中单击“刀尖圆角端铣刀”,打开对话框。
1.4.2 设定刀具参数值
根据表1中的刀具参数,分别设置相应的参数然后单击“关闭”,即可创建相应的刀具。
1.4.3 设定进给率
1.4.4 设置快进高度
1.4.5 设置切入切出和连接
切入是指刀具从安全高度快速接近毛坯时按照加工进给率加工工件,切出是指以一定的加工深度加工完工件时退出加工的动作,连接是指切入与切出直接刀具所走过的路径,适当设置刀具切入切出和连接,可减少加工时的震动更会减少刀具的空程移动便于节省加工时间。
1.5 生成链轮的粗加工路径
粗加工是指采用尽可能大的进给量和切削深度,在最短的时间内去除余量,粗加工对零件的表面质量要求不高,由于链轮是中心对称图形,数控机床又是卧铣三轴联动,故刀轴始终垂直于加工面,编制加工程序时仅对其一个齿编制即可,然后利用对称功能或坐标系旋转功能即可依次得到其他全部齿的程序。
1.5.1 第一次粗加工
1.5.2 产生残留模型
右键单击资源管理器中的“残留模型”图标产生残留模型。在产生的模型中再单击右键单击“激活刀具路径在后”再单击“计算”,然后修改“显示选项”为阴影,最终得到的残留模型。
1.5.3 第二次粗加工
第二次粗加工是指在第一次粗加工的基础上进行的第二次加工,主要目的是去除第一次粗加工无法加工的部分,即残留模型中的部分。第二次粗加工所用的加工策略和第一次粗加工相同,输入对应的参数(与第一次粗加工的区别是需要勾选“残留模型”)后,单击“应用”然后单击“接受”即可得到第二次粗加工的刀具路径。
1.6 生成精加工时所用的边界
拖拉框选链轮齿底部及侧边的曲面(不选齿窝部分),右键单击资源管理器中的“边界”,单击“已选曲面”弹出“已选曲面”对话框输入参数。即可得到精加工时所用的边界。
1.7 生成链轮的精加工路径
精加工是指从半成品到最终成品的加工过程,主要是精确加工零件的尺寸,以满足零件尺寸及表面质量的要求。
1.7.1 第一次精加工
单击“偏置区域清除模型”后再单击“接受”随即打开对话框。输入相应的参数。单击“应用”,然后单击“接受”即可得到第一次精加工的刀具路径。
1.7.2 第二次精加工
第一次精加工应把齿槽加工到位,因齿窝部位是链轮的重点部位,所以精加工齿窝是单独进行的,加工之前需产生加工边界,做法同上,然后重复第一次精加工时的策略,选择链窝边界为加工边界,即可得到链轮第二次精加工的路径。
1.8 生成NC程序
经加工仿真验证刀具路径正确后,即可生成NC程序;在浏览器域中右键单击“NC程序”选择“产生NC程序”。打开对话框,设置完相应参数然后选择合适的后处理,点击“接受”即可得到加工链轮一个齿的加工程序,加工时需旋转工作台再调用该程序加工另一个齿,依次类推,直至加工完毕。
2 结语
利用自动编程软件对链轮自动编程,解决人工编程复杂、易错、耗时长等问题,并能快速的模拟出加工过程及加工结果,为链轮加工质量的提高提供有力的保障。
[1]李凯,阎红娟,罗学科.CAD/CAM与数控自动编程技术[M].北京:化学工业出版社,2004.
[2]王卫兵.MasterCAM数控编程实用教程[M].2版.北京:清华大学出版社,2004.
[3]许平.钣金件可视化数控自动编程技术研究[D].昆明:昆明理工大学,2003.
[4]韩红鸾.数控机床加工程序的编制[M]北京:机械工业出版社,2000.
[5]魏志强,郭述在.数控自动编程及NC代码仿真技术的应用研究[J].山东理工大学学报:自然科学版,1995,(4):22-26.
Automatic Programming of Driving Chain Wheel of Scraper Conveyor Based on Powermill
KOU Xiaochen1, ZHANG Lei2
(1.Xinzhou vocational and technical college, Xinzhou 034000; 2.Yang coal Xinzhou general machinery Co., Ltd., Xinzhou 034000)
The shape of the driving chain wheel of the scraper conveyor is more complex and the manual programming can not produce effective numerical control machining program. Therefore, the machining process is the biggest obstacle to improve the machining accuracy. This paper studies the use of Powermill software, combined with the characteristics and processing parameters of CNC machine tools and other requirements, the process of generating efficient NC program, which can avoid large labor intensity, the qualified rate is not high with the traditional machining sprocket, provide strong guarantee to improve the quality of the chain wheel.
powermill, chain wheel, automatic programming
