数控车削参数的多目标优化方法研究
2016-04-06刘智强
刘智强
(浙江师范大学 职业技术教育学院,金华 321000)
数控车削参数的多目标优化方法研究
刘智强
(浙江师范大学 职业技术教育学院,金华 321000)
以表面粗糙度、刀具磨损、材料去除率作为研究目标,运用田口方法正交表建立实验,借助模糊理论,将车削参数对应于各目标关系,建立语意性规则,探求各目标的相对关系。对求得的最优切削参数进行切削实验,验证了优化的切削参数的适用性,从而为设计制造提供有益的参考。
数控车削 优化 田口方法 模糊理论
引言
数控车削加工是机械制造的基本加工方法之一,在高精度的金属零件加工中显得尤为重要。随着工业产品设计的日益复杂,产品质量的优劣问题已非单一质量优化就能解决,往往需要同时考量多个质量特性的同时优化[1]。
田口方法虽在业界已实施多年,但过去应用的实例都只限于单一目标的优化。对于多目标优化问题,也只停留在经验判断阶段,并未提出明确的解决方法[2]。因此,以田口方法建立实验正交表,用模糊语意的方法,对表面粗糙度、刀具磨损和材料去除率等目标制定规则来解模糊化,节省实验成本。
1 田口方法建立正交实验
田口方法是日本田口玄一博士于1980年提出的一种实验计划法,可化繁为简,避开深奥难懂的统计学概念。利用田口正交表来建立四个控制因子(主轴转速、切削深度、进给量、刀尖中心度),三水平(低、中、高)的实验表格,目的在于制定模糊规则的理论依据,快速选择最佳加工参数,提高加工效率,同时保有一定的精度。
选用田口方法正交表建立L9(34)实验。以1、2、3表示各控制因子的低、中、高,选用L9(34)正交表进行实验规划,如表1所示。
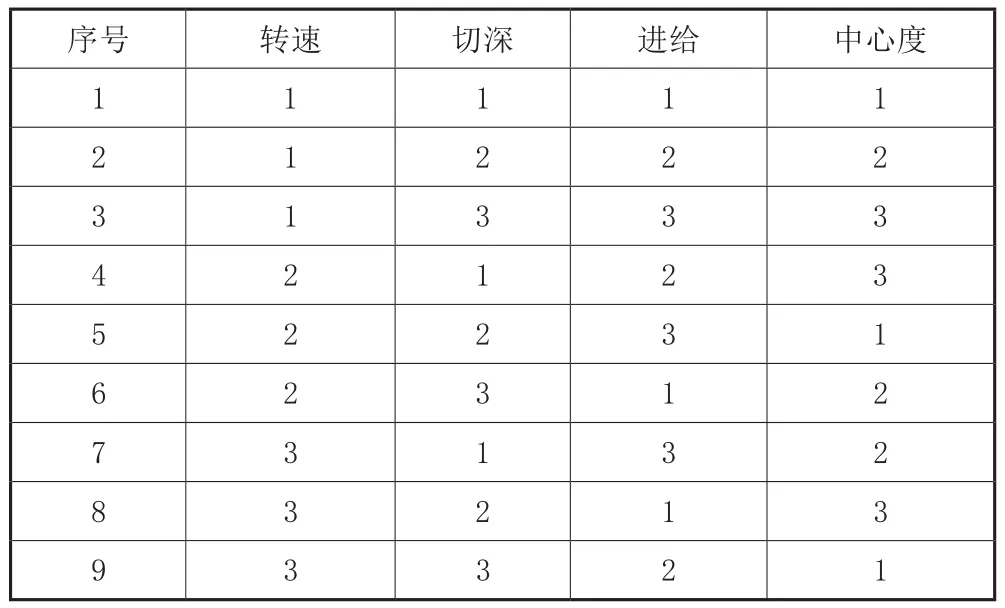
表1 田口方法正交表
2 模糊理论分析
根据上述实验规划制定实验的模糊规则,采用三角形归属函数的计算模糊公式,利用重心法求出三角形面积的重心值位置。各规则以模糊集合的平均值来表示整体的模糊结合,求出各目标在实验中的排序值,并做整合分析,从而在多目标的考虑下求得各实验的优势排序值。
针对数控车削的加工方式,以工件表面粗糙度、刀具磨损和工件材料去除率为品质特性,利用各目标值所依据的参考公式,建立三组车削参数与输出目标的模糊规则。
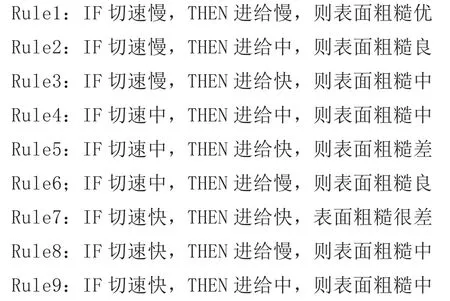
2.1 表面粗糙度
车削对表面粗糙度的影响不确定因素很多。根据以前的研究,存在经验公式:

式(1)可以用于以表面粗糙度、切削速度和进给量为重要影响因素,其余为常数的情况。在此条件下,建立规则:
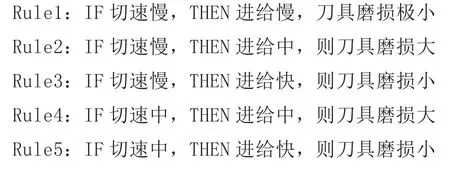
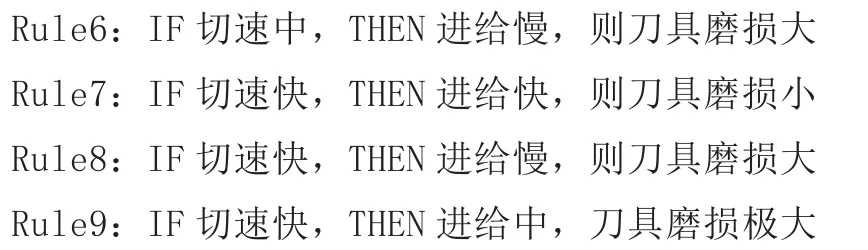
2.2 刀具磨损
由切削理论可知,刀具寿命的计算公式为:

式中,切削速度、进给量、切削深度为影响因子。其中,V为切削速度、f为进给量,d为切深。因为刀具寿命对速度变化较敏感,对切深不敏感,所以对切削速度和进给量进行判定。在此情况下,建立规则:
2.3 材料的去除率
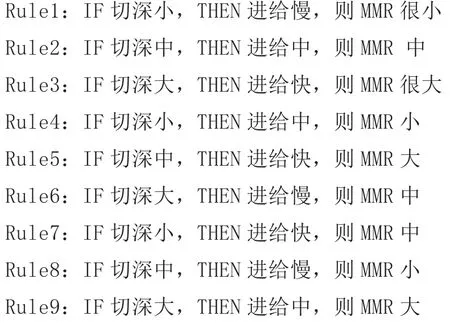
材料的去除率计算为:MRR=1000fdV,与进给量、切削深度、切削速度有关。选关键因素切削深度和进给量进行判定,建立规则为:
模糊运算采用“输入-输出”方法来运算。输入目标为控制因子,输出目标为预设结果。由于田口方法的三水平为低、中、高,对应的归属函数将是各区域的最高点,输入的归属函数以交集方式来判定,以µ=1对应到输出目标的模糊区域,如图1所示。

图1 归属函数对应的图形
对各目标的预设结果做模糊运算:

将计算结果以田口方法配置,得到的实验由TOPSIS分析法来整合多目标值,得到表2。可见,由模糊语意的方法可求得最佳参数A1B1C1D2。
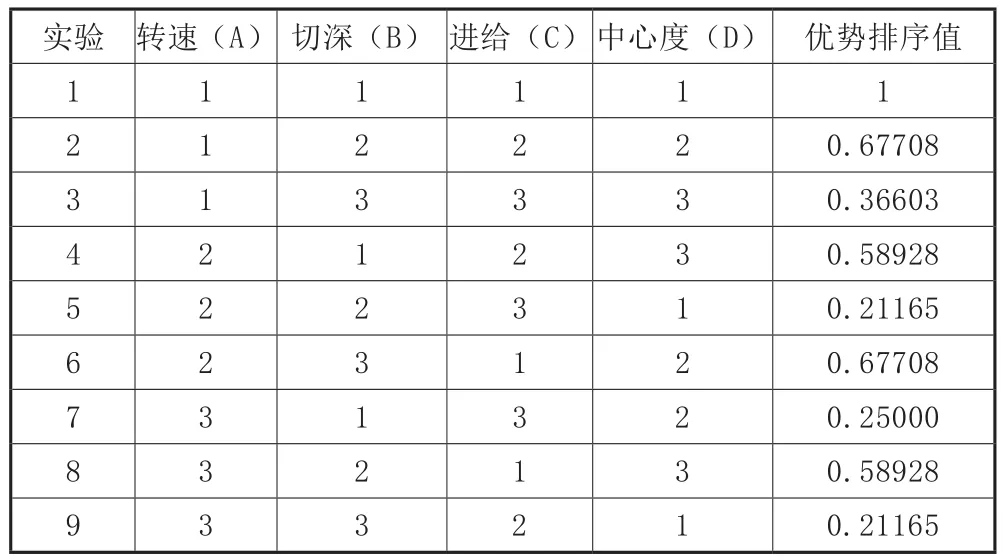
表2 田口模糊排序值
3 切削实验验证
本文切削实验在QTN200M/500U数控车削中心上进行数控车削实验,利用正交表的各项条件设定实验参数,其切削条件如表3所示。

表3 切削条件
针对模糊语意的方法,所求得的最佳参数A1B1C1D2在这81组实验优序选择中排在第6组,落在整个实验百分比的前10%。此外,最佳参数在表面粗糙度良占57.76%、刀具磨损差占72.75%及材料去除率大占12.5%。
4 结论
本文以田口方法建立L9(34)正交表,运用模糊理论,将车削参数对应于各目标,设立语意规则,并加以运算和进行排序,最后求得最佳切削参数,并在数控车床上验证了此方法的适用性。
[1]詹俊凯.竞争式多目标最佳车削参数之研究[D].大同:大同大学,2006.
[2]何为,薛卫东,唐斌.优化试验设计方法及数据分析[M].北京:化工出版社,2012.
Research on Multi-objective Optimization Method for NC Turning Parameters
LIU Zhiqiang
(College of Vocational and Technical Education, Zhejiang Normal University, Jinhua 321000)
Based on the surface roughness, tool wear and material removal rate, the orthogonal experiment of Taguchi method was used to establish the experiment. By using the fuzzy theory, the turning parameters were corresponded to the target relations, the semantic rules were established. The best cutting parameters are obtained by cutting experiments, and the applicability of the optimized cutting parameters is verified, so as to provide a useful reference for design and manufacture.
NC turning, optimization, taguchi method, fuzzy theory
