一种不锈钢套零件的内孔磨削夹具设计
2016-04-05熊亭超黄徐琦
熊亭超 黄徐琦
(九江职业技术学院 工程训练中心,九江 332007)
一种不锈钢套零件的内孔磨削夹具设计
熊亭超 黄徐琦
(九江职业技术学院 工程训练中心,九江 332007)
该不锈钢套的加工精度要求较高。根据加工经验及对该零件的充分分析,设计工装夹具。该夹具的设计不仅提高了加工精度,而且操作简单,提高了工作效率。
磨削 不锈钢 内孔 夹具
九江职业技术学院工程训练中心承接了一种薄壁不锈钢套零件的加工任务,零件的设计结构如图1所示。通过分析以往的加工经验及该零件的加工难点,设计出该零件高效内孔磨削的工装夹具。此工装夹具,既保证了加工精度要求,又提高了加工效率。
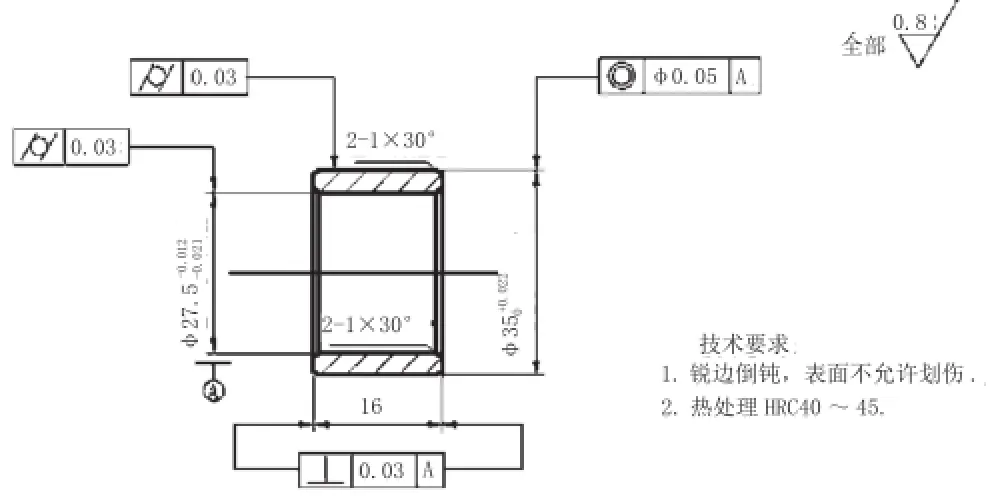
图1 零件的设计结构
1 零件图样分析
该零件的内孔和外圆尺寸要求较高,同轴度、圆柱度、垂直度均要求较高。该零件外圆、内孔及两端面的表面粗糙度为0.8,均需要磨削加工保证。该零件的加工方法[1]是先平磨两个端面,保证尺寸16mm;再在外圆磨床上将零件用三爪卡盘装夹,用百分表校正孔的圆跳动及轴向误差后,磨削φ27.5mm内孔至尺寸;磨削内孔同时要保证两端面和孔的轴线垂直度;最后,将φ27.5mm内孔安装在φ27.5mm带螺纹的心轴上(同时可装多件零件),用螺母旋紧零件,顶住心轴两端中心孔,磨削φ35mm外圆至尺寸,同时保证外圆和内孔的同轴度。而磨削内孔时,装夹零件均要校正,加工效率低下,所以考虑设计一夹具。
2 夹具及装夹
如图2所示的夹具,是本文设计的磨削内孔夹具。该夹具由三爪卡盘、安装轴、零件1、零件2、及旋紧螺母组成[2]。
在使用该夹具磨削零件内孔前,先应将安装轴2装夹在外圆磨床的三爪卡盘1上,并校正安装轴内孔的圆跳动及轴向误差。校正完毕后,装夹零件3和4,再将旋紧螺母5用手旋紧。旋紧后,螺母内端面和零件的端面接触,零件被紧固在安装轴内孔端面与旋紧螺母内端面间,零件安装完毕。加工时,刀杆从旋紧螺母孔中进入,完成对内孔的磨削加工。该夹具仅仅需要校正一次夹具,就可进行批量零件的加工。它每次可以同时安装两个零件进行加工,节省了每个零件都需要校正的时间,大大提高了工作效率。
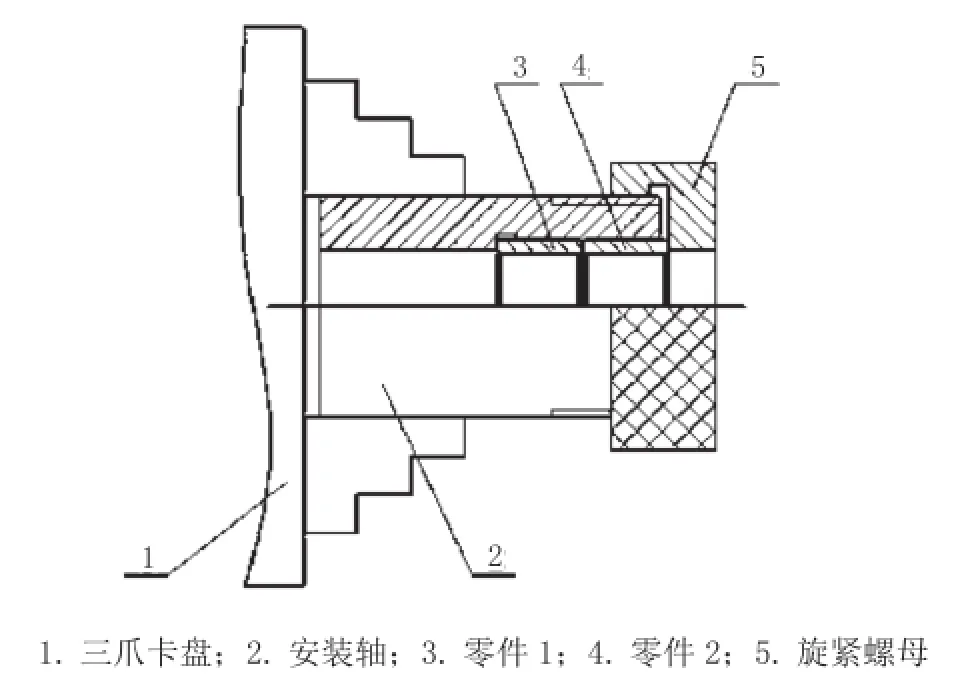
图2 夹具结构
3 磨削内孔前对零件粗车的要求
该零件粗车时,外圆和内孔均要留0.2mm磨量。由于加工余量很少,所以此时必须保证外圆和内孔的同轴度。车削时,应在车端面后钻孔和镗削内孔,可以镗削较深的内孔,再车削外圆,然后一段段切断工件,以保证零件的同轴度。由于零件3、4是安装在安装轴2的内孔中,零件外圆尺寸比安装轴内孔尺寸大,则会放不进去;零件外圆尺寸比安装轴内孔尺寸小得多,则会导致零件的内孔和外圆磨削不出来。所以,应考虑车削时零件外圆尺寸和安装轴内孔的误差在0.02以内。对于车工师傅来说,使用千分尺测量是容易保证的。
4 结束语
不锈钢套零件通过此夹具的安装,既满足了加工精度要求,又保证了较高的加工效率,同时取得了较好的经济效益。
[1]任正义.机械制造技术基础[M].北京:高等教育出版社,2010.
[2]冯辛安.机械制造装备设计[M].4版.北京:机械工业出版社,2015.
Design of Inner Hole Grinding Fixture for Stainless Steel Sleeve Parts
XIONG Tingchao, HUANG Xuqi
(Engineering Training Center, Jiujiang Vocational and Technical College, Jiujiang 332007)
The stainless steel sleeve machining high precision, according to the working experience and full analysis of the parts, hydraulic design of fixture, the fixture design not only improves the machining accuracy, and has the advantages of simple operation, improves the work efficiency.
grinding, stainless steel, the inner hole, fixture
