GCMT2500复合式数控机床的精度检测与误差补偿
2016-04-05殷鹏飞
殷鹏飞 杨 林
(沈阳工业大学 机械工程学院,沈阳 110020)
GCMT2500复合式数控机床的精度检测与误差补偿
殷鹏飞 杨 林
(沈阳工业大学 机械工程学院,沈阳 110020)
针对六轴五联动数控机床的定位精度的准确性,介绍英国雷尼绍(RENISHAW)XL-80型号激光干涉仪对该机床的定位精度和重复定位精度进行精度检测和误差补偿的方法,并对误差补偿前后的数据进行分析。结果表明,通过精度检测和误差补偿,机床的各项精度已达到工作要求。
激光干涉仪 数控机床 精度检测 误差补偿
引言
数控机床的加工精度由刀具与工件之间的相对位置决定,影响因素多,而机床的动态误差是最主要的影响因素。提高精度主要有两种方式。一是硬件方法,即提高机床部件的加工和装配精度。此方法不仅受到加工机床精度等级的制约,而且随着加工精度的提高,加工成本呈指数增长,效益不高。二是软件方法,该方法通过使用激光干涉仪采集机床的定位精度,在利用机床系统的误差补偿,对机床定位和重复定位精度进行补偿,从而达到提高机床精度的效果[1]。针对沈阳工业大学与石家庄纺织机械有限公司合作研发的GCMT2500复合式数控机床,本文采用雷尼绍XL-80型号激光干涉仪对其进行定位精度和重复定位精度的检测,并计算出补偿误差,对机床运动精度进行补偿。
1 GCMT2500复合式数控机床
课题研究的大型六轴五联动GCMT2500复合式数控机床,主要用来生产直径2.5m的大型螺旋锥齿轮,机床包含X、Y、Z、A、B、C六个轴,其中X、Y、Z是移动轴,A、B、C是旋转轴。X、Y轴由滚珠丝杠与光栅尺控制运动精度,Z轴由链条与光栅尺控制运动精度,A、B、C轴由力矩电机控制运动精度,如图1所示。
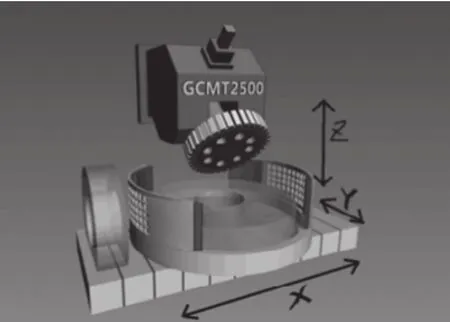
图1 GCMT2500复合式数控机床
该机床采用ITNC530海德汉数控系统,可以补偿下列机械误差:反向间隙、线性误差、非线性误差、热膨胀、圆周运动的反向尖角、静摩擦[2]。误差主要有两项:一是链条的齿距误差和滚珠丝杠的螺距误差,二是传动反向间隙误差[3]。海德汉ITNC530数控系统有相应的补偿系统。我们通过运用雷尼绍XL-80激光干涉仪来对各个轴进行测量,然后计算出各轴误差,然后输入到海德汉补偿系统里。
2 检测过程及注意事项
首先按说明书步骤将激光干涉仪安装好,提前将激光头和补偿器XC-80预热,大约半小时左右。然后,打开软件Renishaw LaserXL里的线性测长。
因为高精密机床必须在一个稳定的环境下进行加工,温度湿度等必须恒定,所以环境补偿器的一些参数设置给与一个定值,这个定值与机床工作环境相符。环境参数设置上,把自动改为手动,自己输入一个加工现场的环境数值,如图2所示。
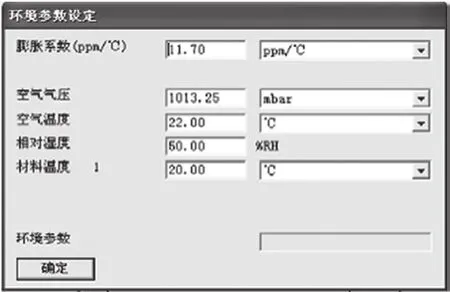
图2 Renishaw LaserXL软件环境参数设定
干涉镜一定要安装在机床牢靠而固定的位置,且靠近反射镜。否则,环境因素的影响很大,尤其是振动,会造成测量值的不停跳动,难以稳定采点[4],且可以减少死程。
线性干涉镜和反射镜的定位,要记住远端调角度,近端调位移。首先按说明书将镜组安装好,放在合理位置,旋转激光光闸,使激光输出直径小的光束如图3所示,用光靶把反射镜堵上,白点朝上。然后,启动机床进行调整镜组位置和激光干涉仪的角度和位置。在靠近激光干涉仪的时候,如果激光干涉仪射出的光线不在光靶上的光标中心,就调整激光干涉仪的左右位置和上下高度位置。左右位置旋转激光干涉仪的平移旋钮,上下位置就调整三脚架的高度旋钮,让光点移动到光靶的光标中心。在远离激光干涉仪的时候,光点在光靶上发生上下偏移,就旋转激光干涉仪的俯仰旋钮调整激光干涉仪的俯仰角度,左右偏移就调整激光干涉仪的扭摆旋钮,使光点一直停留在光靶的光标中心。经过几次调整,激光干涉仪发出的光点一直停留在光靶的光标中心。此时,摘下反射镜的光靶,运行机床观察经过反射镜反射回去的光线是否停留在激光干涉仪光闸的光标中心。如果没有在光标中心,就按上面的方法继续调整,直到光点停留在激光干涉仪光闸上的光闸中心。然后,旋转激光干涉仪的光闸,使激光输出直径大的光束,观察激光干涉仪上面显示的接收信号是否稳定和达到要求。如果没达到信号要求,再按上述方法微调,直到信号稳定并且达到要求。
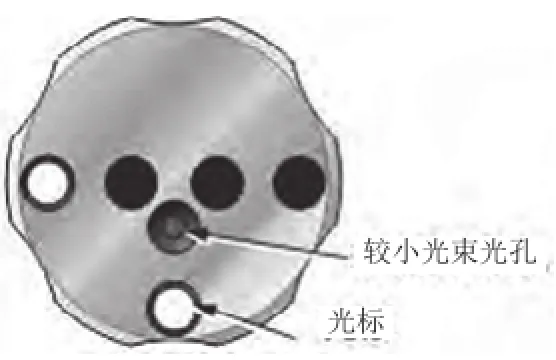
图3 激光干涉仪光闸
数据采集时间间隔的设定要小于机床在被测量位置的停留时间,否则由于机床的不稳定性和激光干涉仪采集的精确性,会导致数据采集不上,最后将无法分析整个测量行程。
3 误差补偿方法及注意事项
国家标准GB/T 17421.2—2000规定了通过测量机床的单独轴线来检验和评定数控机床的定位精度和重复定位精度的方法。
采集数据时要设置越程量。越程量设置为超出量的60%~70%。采集的精度可以调节,如果读数跳动比较大,采集不上数值,可以把精度调大。测量重复定位时,先让机床运行一圈,看整体图像。如果是一条斜线,测量间距可以大一些;如果有突跳,就看突跳点的左右间距,把测量间距调密一些。然后再测量两圈,分析数据。定位精度和重复精度符合要求,再测量五个循环;不符合就计算误差,将数据输入到机床的位置补偿系统里,重新测量。最后,分析五圈的测量的数据。如果符合精度要求,那么就按这个数据补偿不变;如果不符合精度,就重复以上操作。
因为机床X轴的机床坐标原点在轨道中心部分,比较特殊,所以这里以X轴为例。X轴的行程为900-(-1100)。每100距离设置一个采集点。一个来回一共42个点,分别为900,800,700,600,500,400,300,200,100,0,-100,-200,-300,-400,-500,-600,-700,-800,-900,-1000,-1100,-1100,-1000,-900,-800,-700,-600,-500,-400,-300,-200,-100,0,100,200,300,400,500,600,700,800,900。用激光干涉仪测量采集数据,然后分析各点的误差值。设各点误差值分别为X1~X42,则每个点的补偿值为:
Y(0)=(X10+X33)/2,Y(100)=(X9+X34)/2-Y(0),Y(200)=(X8+X35)/2-Y(0),
Y(300)=(X7+X36)/2-Y(0)…
Y(900)=(X1+X42)/2-Y(0)…
Y(-1100)=(X11+X12)/2-Y(0)
除了零点不补偿,其他的点都是把两次误差值相加除以二再减去零点的误差值来作为本次点的补偿值。将计算出来的补偿值填入海德汉数控系统里,并且立即生效。首先在没有补偿的情况下进行一次测量,测量结果如图4所示。

图4 补偿前的机床定位与重复定位精度
GCMT2500机床的定位精度要求,如表1所示。

表1 行程至2 000mm的轴线的定位精度(单位:为毫米)
根据表1,现在机床的X轴定位精度与重复定位精度不符合要求,进行误差补偿,然后再进行一次测量,结果如图5所示。
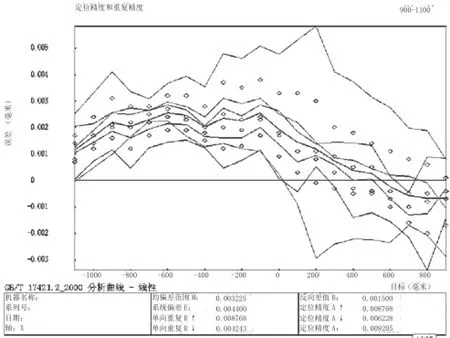
图5 补偿后的机床的定位与重复定位精度
根据软件分析的GB/T 17421——2000分析曲线来查看重复与定位精度,结果符合精度要求,然后再进行五次循环进行检测分析,发现结果也符合要求。
4 结束语
雷尼绍XL-80激光干涉仪是机床制造、维修行业经常使用的高精密设备之一,主要用于机床精度检测与调整[5]。机床的精度是加工出一件合格产品的关键因素。目前,用来评定机床性能的主要依据之一是机床轴线的定位精度和重复定位精度的大小[6]。通过运用介绍的方法,可以大大提高激光干涉仪的测量精度和提高机床的定位精度和重复定位精度,减小机床误差。
[1]王堃,孙程成,钱锋,等.基于激光干涉仪的数控机床定位精度检测与误差补偿方法[J].航空制造技术,2010,(21).
[2]海德汉技术手册[S].
[3]徐芳.大型五轴联动机床误差建模与补偿研究[D].南京:南京工业大学,2013.
[4]曹利波.利用激光干涉仪对机床定位精度的快速检测[J].红外与激光工程,2008,(37).
[5]崔剑平,王培林.浅谈雷尼绍XL-80激光干涉仪的对光[J].现代制造技术与装备,2015,(4).
[6]曹永洁,万军,傅建中,等.激光干涉仪在机床定位精度测量中的误差分析[J].机床与液压,2007,(4).
GCMT2500 Complex CNC Machine Precision Test and Error Compensation
YIN Pengfei, YANG Lin
(School of Mechanical Engineering,Shenyang University of Technology,Shenyang 110020)
In the light of six axis five linkage the accuracy of the positioning accuracy of CNC machine tools, introduces the British renishaw (RENISHAW) XL-80 type laser interferometer for the machine tool positioning accuracy and repeat positioning accuracy of precision test and error compensation method,and analyze the data before and after error compensation.The result shows that through precision test and error compensation,the precision of the machine tool has to meet the job requirements.
laser interferometer, NC machine, precision testing, error compensation
沈阳市科技计划项目(F15-040-2-00)。
