铝合金表面处理工艺对SY-14C胶粘剂粘接强度的影响
2016-03-24关永安廖尔清戚钢志付金良
关永安,王 焱,廖尔清,刘 葵,戚钢志,付金良
(1.贵州飞机有限责任公司制造工程部,贵州 安顺 561019;2.黎阳航空动力有限公司特种检测中心,贵州 平坝 561104)
铝合金表面处理工艺对SY-14C胶粘剂粘接强度的影响
关永安1,王 焱1,廖尔清1,刘 葵1,戚钢志2,付金良2
(1.贵州飞机有限责任公司制造工程部,贵州 安顺 561019;2.黎阳航空动力有限公司特种检测中心,贵州 平坝 561104)
探讨了铝合金表面处理工艺对“SY-D4抑制腐蚀底胶”与“SY-14C胶粘剂(胶膜)”粘接强度的影响,分析了不同处理工艺下试片的破坏形貌,为两种胶的应用提供了使用依据。
铬酸阳极化处理;胶粘剂;金属铝蜂窝;剪切强度;剥离强度
根据“SY-D4抑制腐蚀底胶”与“SY-14C胶粘剂(胶膜)”的使用说明书规定,铝合金零件粘接前,必须对铝合金表面进行化学处理,化学处理的方法主要有铬酸阳极化处理、硫酸阳极化处理或磷酸阳极化处理,其中以磷酸阳极化为相对最佳。但是,由于本研究的铝合金表面处理工艺均为铬酸阳极化与硫酸阳极化处理,没有磷酸阳极化处理生产线,所以仅能进行铝合金铬酸阳极化与硫酸阳极化处理的配套对比试验,以确定现有两种铝合金表面处理工艺中,适合于“SYD4抑制腐蚀底胶”与“SY-14C胶粘剂(胶膜)”配套使用的相对最佳表面处理工艺。
经过大量的试验分析,获得了相对最佳的施工方案,确保了某产品的试制进度。
1 实验部分
1.1 实验原料
实验原料详见表1。

表1 试验原料Tab.1 Raw materials for experiments
1.2 实验设备
UTM4000型微机控制电子万能试验机,深圳三思纵横科技股份有限公司。
1.3 实验设计
为了保证铬酸阳极化与硫酸阳极化这两种表面处理工艺所制备的试片测试数据具有可比性,采取了试片的粘接与测试相同的工艺和环境,具体粘接工艺如图1所示。
1.4 性能测试
(1)剪切强度:按照HB 5164—1981《金属胶接拉伸剪切强度试验方法》标准,采用微机控制电子万能试验机进行测定。
(2)板-板90°剥离强度:按照HB 5165— 1981《金属胶接90°剥离强度试验方法》标准,采用微机控制电子万能试验机进行测定。
(3)板-芯90°剥离强度:按照GJB 130.8—1986《胶接铝蜂窝夹层结构90°剥离强度试验方法》标准,采用微机控制电子万能试验机进行测定。
(4)数据变化率:以硫酸阳极化试片测试数据为第1组数据、铬酸阳极化试片测试数据为第2组数据,则数据变化率/%=


图1 “SY-D4抑制腐蚀底胶”与“SY-14C胶粘剂(胶膜)”配套粘接工艺流程图Fig.1 Process flowchart of bonding between SY-D4 corrosion-inhibiting primer and SY-14C adhesive(film)
2 结果与讨论
2.1 性能测试分析
实验数据如表2所示。

表2 SY-D4、SY-14C试验数据Tab.2 Test data of SY-D4 and SY-14C
2.2 试片的破坏形貌
2.2.1 不同表面处理工艺室温剪切试片的破坏形貌
在不同表面处理工艺条件下,室温剪切试片的破坏形貌如图2所示。
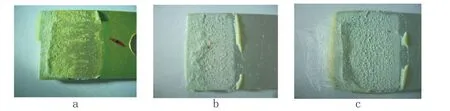
图2 不同表面处理工艺的室温剪切试片破坏形貌Fig.2 Damage morphologies of room-temperature shearing specimens for different surface treatment process [a.硫酸阳极化试片;b.铬酸阳极化(填充)试片;c.铬酸阳极化(不填充)试片]
2.2.2 不同表面处理工艺高温(150 ℃)剪切试片的破坏形貌
在不同表面处理工艺条件下,高温(150℃)剪切试片的破坏形貌如图3所示。

图3 不同表面处理工艺的高温(150℃)剪切试片破坏形貌Fig.3 Damage morphologies of 150℃shearing specimens for different surface treatment process [a.硫酸阳极化试片;b.铬酸阳极化(填充)试片;c.铬酸阳极化(不填充)试片]
2.2.3 不同表面处理工艺室温板-板90°剥离试片的破坏形貌
在不同表面处理工艺条件下,室温板-板90°剥离试片的破坏形貌如图4所示。

图4 不同表面处理工艺室温板-板90°剥离试片的破坏形貌Fig.4 Damage morphologies of room-temperature 90°peeling specimens(plate-plate) for different surface treatment process [a.硫酸阳极化试片;b.铬酸阳极化(填充)试片;c.铬酸阳极化(不填充)试片]
2.2.4 铬酸阳极化(不填充)表面处理工艺室温板-芯(铝蜂窝)90°剥离试片的破坏形貌
在铬酸阳极化(不填充)表面处理工艺条件下,室温板-芯(铝蜂窝)90°剥离试片的破坏形貌如图5所示。
2.3 粘接试片破坏情况分析
由表2、图2~4可以看出,铝合金表面采用铬酸阳极化(不填充)处理的试片,其剪切强度(室温、150 ℃)、板-板90°剥离强度均比铬酸阳极化(填充)处理与硫酸阳极化处理的试片高。究其原因可能是由于铬酸阳极化(不填充)处理试片的内聚破坏面积均大于另外两种处理方式的试片,所以其粘接强度较高。

图5 板-芯(铝蜂窝)90°剥离试片的破坏形貌Fig.5 Damage morphologies of 90° peeling specimens(plate-aluminum honeycomb core)
由表2、图2~4还可以看出,硫酸阳极化处理试片的内聚破坏面积率相对最低,甚至在板-板90°剥离强度测试中,出现氧化膜整体脱落现象,从而导致铝合金表面处理试片中综合性能相对最差,无法满足产品设计使用要求,所以硫酸阳极化处理工艺不能用于该产品的生产。
由表2、图3~5可以看出,铝合金表面采用铬酸阳极化(不填充)处理的试片,其综合性能相对最好,板-芯90°剥离强度试片的破坏形貌呈现铝蜂窝局部拉断、薄板上残留铝蜂窝拉断物,完全符合产品夹层结构的设计、使用要求,所以,应该采用铬酸阳极化(不填充)处理工艺进行铝合金表面处理。
3 结语
在某产品的试制过程中,先采用铬酸阳极化(不填充)处理工艺对铝合金表面进行处理,然后再进行产品的粘接工艺,制备出的产品性能良好,完全满足了产品设计使用要求。
Effect of aluminum alloy surface treatment process on bonding strength of SY-14C adhesive
GUAN Yong-an1, WANG Yan1, LIAO Er-qing1, LIU Kui1, QI Gang-zhi2, FU Jin-liang2
(1.Manufacturing Engineering Department of AVIC Guizhou Aircraft Co.,Ltd., Anshun, Guizhou 561019, China; 2.Special Testing Center of Liyang Aero Power Co.,Ltd., Pingba, Guizhou 561104, China)
The effect of aluminum alloy surface treatment process on the bonding strength between SY-D4 corrosioninhibiting primer and SY-14C adhesive(adhesive film) was explored and the damage surface morphologies of the specimens treated by different processes were analyzed. These results provided a basis for the application of both the adhesives.
chromic acid anodizing; adhesive; metal aluminum honeycomb; shear strength; 90°peel strength
TG494
A
1001-5922(2016)06-0063-04
2016-02-23
关永安(1954-),男,研究员,主要从事胶粘剂、密封剂、复合材料等方面研究工作,先后在国际、国内学术研讨会及学术期刊上发表论文近30篇。E-mail:guan0250@163.com。
