带漆层金属表面裂纹无损检测方法的探讨
2016-03-21李运来周庆祥
李运来 傅 晔 周庆祥
(南车青岛四方机车车辆股份有限公司 山东 青岛 266111)
带漆层金属表面裂纹无损检测方法的探讨
李运来 傅 晔 周庆祥
(南车青岛四方机车车辆股份有限公司 山东 青岛 266111)
介绍了2种可以对带有一定厚度漆层零部件表面缺陷进行无损检测的方法,并分析了漆层厚度对检测结果的影响。
漆层;磁粉;涡流;表面缺陷
轨道车辆的关键承载部件需要定期进行无损探伤,根据车辆不同部位的设计及防护要求,这些部件表面一般涂装有几十微米至几毫米厚的防护性漆层。这种防护性漆层对零部件表面无损检测的效果有很大影响。
当前对于在役轨道车辆维护中带漆层零部件表面缺陷的无损检测,常规的做法是在检测工序实施之前对部件表面进行脱漆预处理,露出金属表面之后再采用磁粉、渗透检测方法对部件表面进行检测。这种方式检测效率低、周期长,去除零件表面漆层时也存在破坏零部件金属表面状态的风险。下面介绍2种可以在有漆层的情况下对零部件表面进行无损检测的方法,并且在试样上模拟不同大小的人工裂纹缺陷,对表面涂覆不同厚度的漆层进行检测试验,分析漆层厚度对表面缺陷检测灵敏度的影响程度。
1 检测方法分析
在3种常用的表面缺陷无损检测方法中,渗透检测仅适用于表面开口性缺陷,不适用于有漆层情况下的缺陷检测,因此下面主要对磁粉检测和涡流检测方法进行研究。
1.1 磁粉检测
磁粉检测时,零件表面覆盖层极易导致漏磁场的下降,当零件表面有油漆等覆盖时,将使探伤灵敏度降低[1](见图1)。根据GB/T 15822.1—2005《无损检测—磁粉检测》,“不大于50 μm厚的非铁磁性涂层,如无破裂、紧密粘附着的油漆层,一般不会降低检测灵敏度。较厚的涂层会降低灵敏度,这种情况下,灵敏度应进行验证”。
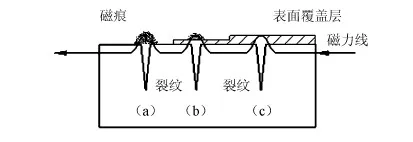
图1 表面覆盖层对磁痕显示的影响
由此可知,零件表面的漆层对磁粉检测效果的影响随着厚度的增加而增加,但这并不意味当有漆层的时候,一定不能进行磁粉检测。
1.2 涡流检测
涡流检测方法可以检测金属材料表面及近表面的缺陷。当涡流探头接近试件时,试件内便形成涡流,涡流的分布随着距离的增加按函数的方式衰减,即探头线圈距离越远,涡流的密度越小[2]。由此也可以看出,涡流检测能发现漆层下工件的表面缺陷,检测能力也随着漆层厚度(探头距工件金属表面的距离)的增加而下降。
2 人工模拟裂纹试验
对以上2种检测方法,进行了一系列试验,以研究不同漆层厚度时,磁粉检测和涡流检测方法的检测能力。
2.1 试验步骤
(1)进行人工裂纹试件的设计。在碳钢平面试样上采用电火花腐蚀的方式制作长10 mm,宽0.15 mm,深度分别为0.1 mm、0.2 mm、0.3 mm、0.5 mm、1.0 mm和2.0 mm的人工裂纹。
(2)对人工模拟裂纹进行磁粉检测和涡流检测,记录检测结果。
(3)分别在试件表面涂上厚度为30 μm、40 μm、60 μm、100 μm、200 μm、500 μm、1 000 μm、2 000 μm的漆层,然后进行磁粉检测和涡流检测试验,对比无漆层时的检测结果。
2.2 试验结果
磁粉检测采用便携式磁轭、交流电源,两磁轭间的距离为100 mm左右。经过测量,磁粉检测时,人工裂纹处磁场强度为3 500 A/m~4 000 A/m。在该条件下采用非荧光湿法进行检测,当漆层较薄时,人工裂纹显示了较清晰的磁痕(见图2),具体检测结果如表1所示。随着漆层厚度的增加,各人工裂纹逐渐不能显示磁痕。
涡流检测采用便携式涡流仪、点式线圈探头,检测频率20 kHz,对不同厚度漆层下不同深度的人工模拟裂纹进行涡流检测。当无涂层或者涂层较薄时,涡流检测也具有较高的灵敏度,能发现深度为0.1 mm的人工裂纹(见图3)。随着漆层厚度的增加,涡流信号逐渐减弱,检测结果如表2所示。
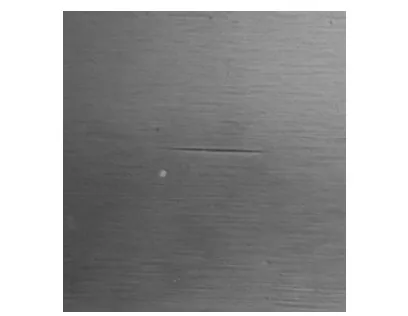
图2 人工模拟裂纹磁痕
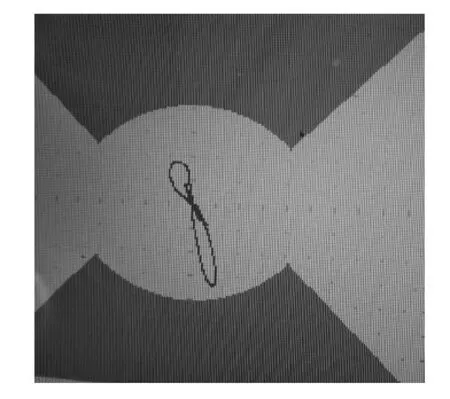
图3 人工模拟裂纹涡流检测信号显示
由上述试验可以看出, 存在一定厚度漆层的情况下, 可以采用磁粉检测和涡流检测。当漆层厚度增加时, 检测灵敏度下降。当漆层厚度范围在100μm以内时,对磁粉检测和涡流检测灵敏度的影响较小。当漆层厚度超过500 μm时,磁粉检测和涡流检测的灵敏度会迅速下降,磁粉检测的灵敏度随着漆层厚度增加下降得更快。另外,在试验中还发现,涡流检测的灵敏度除了受漆层厚度及缺陷大小影响较大外,也受检测材料、工件形状、表面粗糙度、缺陷与表面夹角等的影响。
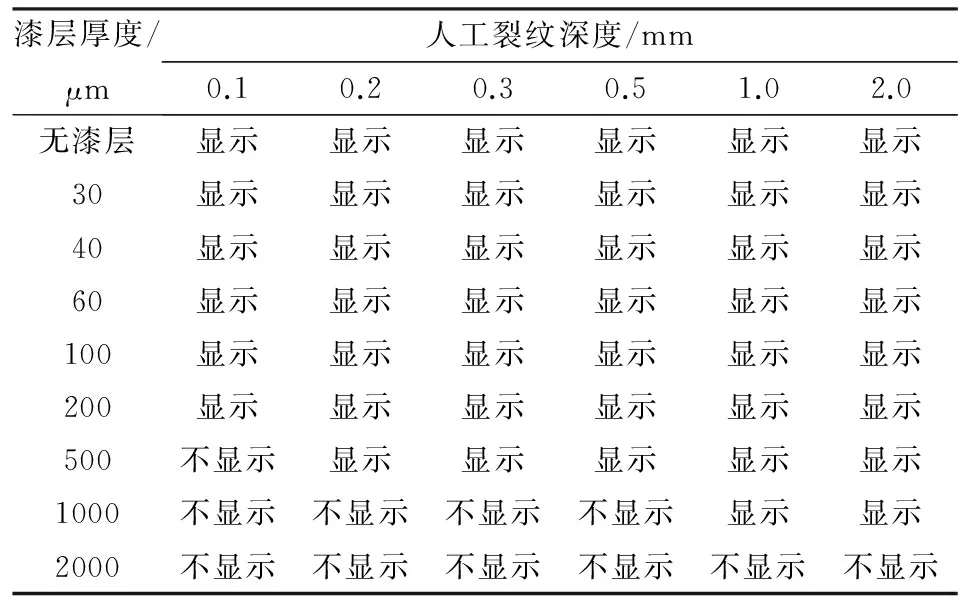
表1 人工模拟裂纹磁粉检测结果(磁痕显示情况)
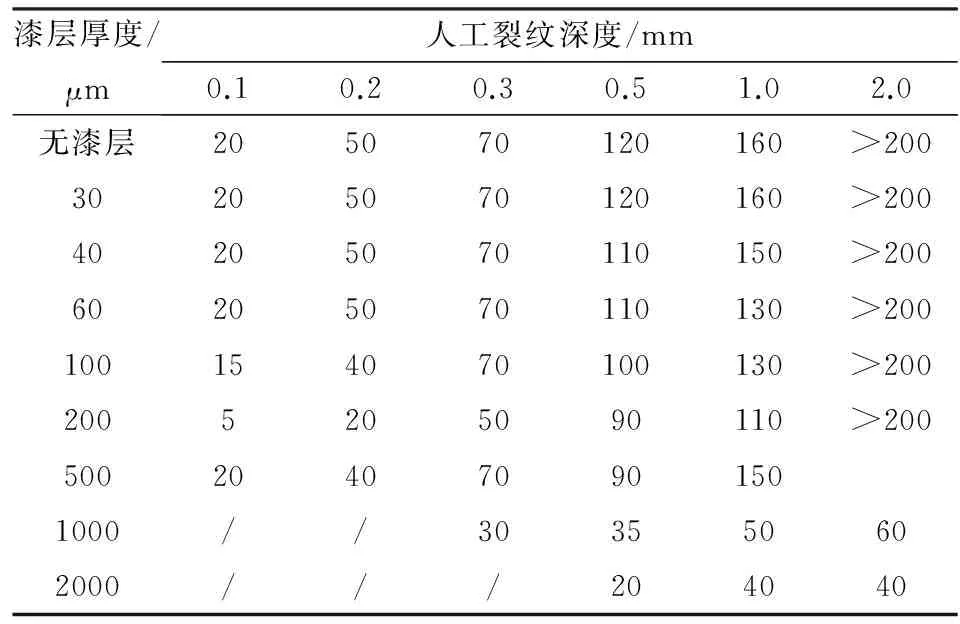
表2 人工模拟裂纹涡流检测结果(信号占满屏百分比/%)
3 结论
试验表明,当零件表面的漆层厚度较小时,采用磁粉检测和涡流检测都具有较高的灵敏度。因此,工件表面有较薄的漆层或者其他的涂层时,不一定需要去除涂层,可以在带涂层的状态下进行磁粉检测或者涡流检测。若涂层的厚度小于50 μm,根据国家标准可以直接进行磁粉检测,当涂层的厚度大于50 μm时,只要灵敏度验证合格也可以直接进行磁粉检测。当零件表面漆层厚度较大时,涡流检测受到的影响相对较小,可以考虑采用涡流检测。
[1] 万升云.磁粉检测[M].北京:中国铁道出版社,2015.
[2] 万升云.无损检测在机车车辆工艺上的应用(五)涡流检测[J].铁道机车车辆工人,2007(10):25-26.□
(编辑:李琳琳)
2095-5251(2016)01-0043-02
2015-01-04
李运来(1980-),男,博士研究生学历,工程师,从事无损检测技术研究工作。
TG115.28
B