超大型轴流转桨式机组导水机构预安装工艺
2016-03-19刘惠文黄金龙河海大学水资源高效利用与工程安全国家工程研究中心南京004河海大学水利水电学院南京004中国水利水电第七工程局有限公司成都6008
郑 源,刘惠文,潘 勇,黄金龙,易 伟(. 河海大学 水资源高效利用与工程安全国家工程研究中心,南京 004;. 河海大学 水利水电学院,南京 004;. 中国水利水电第七工程局有限公司,成都 6008)
超大型轴流转桨式机组导水机构预安装工艺
郑源1,刘惠文2,潘勇3,黄金龙3,易伟3
(1. 河海大学 水资源高效利用与工程安全国家工程研究中心,南京 210024;2. 河海大学 水利水电学院,南京 210024;3. 中国水利水电第七工程局有限公司,成都 610081)
[摘要]随着大型水电机组国产化进程的不断推进,越来越多超大容量、超大尺寸的国产水电机组投入到实际的设计、制造、安装和运行当中。针对机组超大型化给机组安装、调试技术带来的挑战,本文结合桐子林水电站机组的实际安装经验,对超大型轴流转桨式机组导水机构预安装技术进行研究,总结出可以实现超大型轴流转桨式机组导水机构快速安装的新工艺,以期为今后同类型机组的安装与调试提供借鉴与参考。
[关键词]超大型;轴流转桨式机组;导水机构;预安装工艺
0 引言
水轮机导水机构是水轮发电机组流量调节部件,可以根据电力系统负荷的变化进行流量调节;同时,导水机构形成和改变进入转轮的水流环量[1~2]。鉴于导水机构预安装质量对导水机构正式安装质量,甚至对整个机组机电安装质量以及机组的稳定运行都有着重要影响,许多专家学者都做了相关的研究,对底环、顶盖安装、导叶间隙调整以及密封装置的装配都做了有益的探索[2-5]。但是对超大型轴流转桨式机组导水机构预安装的研究相对较少,随着机组容量和尺寸越来越大,底环、顶盖以及支持盖等大部件都要到施工现场进行组装,而且导水机构各部件安装工艺质量控制也因尺寸大问题难度大大提高,所以迫切需要寻求一种导水机构安装新工艺,以满足实现超大型机组快速安装的发展需求。
1 工程概况
桐子林水电站位于四川省攀枝花市境内,是雅砻江水电基地最后一个梯级,以发电为主要任务的水电工程。电站装机容量为600MW,4台超大型轴流转桨式机组,单机容量150MW,水轮机型号为ZZA1093-LH-1010,转轮直径10089.9mm,额定水头20m,最大水头27.7m,最小水头13.48m。
机组导水机构由导叶、底环、顶盖、导叶套筒、控制环、转臂、导叶臂、连板以及接力器等组成。每台机组共设置32片导叶,导叶过流部分高度3880mm,分度圆直径12120mm,导叶瓣体采用0Cr13Ni5Mo不锈钢板压制成型,活动导叶轴采用ZG20SiMn材料,单个重量6500kg。导叶为3支点轴承结构,导叶轴上部设置1个可调整的自润滑推力轴承,导叶轴、导叶操作机构采用进口滑动轴承导向及支承。控制环、顶盖、支持盖均是Q235B钢板焊接结构。控制环外径约为10800mm,高度1655mm,总重约为46.8t,分2瓣制造。顶盖最大外径13600mm,高度1480mm,重量约为115.6t,分成4瓣运输到工地。支持盖最大外径为10550mm,高度2310mm,重量约为98t,分成4瓣运输到工地。
2 技术难点
在导水机构正式安装之前,要进行导水机构预安装。对于超大型轴流转桨式机组,导水机构预安装时要把握几个关键技术点:
(1)以转轮室及基础环为基准,调整底环的同心度;
(2)以转轮室中心为基准,调整支持盖的同心度;
(3)保证底环与顶盖的水平和高程,顶盖与底环、座环上下环板的过流面平滑;
(4)导流锥以及密封座的调整;
(5)导叶立面、端面间隙测量及调整;
(6)顶盖调整垫片的测量计算以及垫片的配刨等。
3 导水机构预安装工艺
导水机构预安装工艺流程图如图1所示。
3.1机坑清扫测量
彻底清扫机坑里衬,对机坑里衬内支撑进行割除,并将所有内支撑加固点进行磨光、补焊处理。同时,将接力器基础板最后一条焊缝进行焊接打磨。并将座环上、下法兰面、顶盖螺栓把合孔及镗口清理干净。测量确定座环和转轮室及基础环的实际中心、水平、高程和同心度以及座环上平面到转轮室及基础环上平面的绝对高度。仔细测量顶盖、支持环的相关加工控制尺寸,核算好其安装高程。以转轮叶片中心线为基准,复测转轮室的圆度,如圆度超标,采取修磨处理办法补救。测量转轮叶片实际中心高程,并将转轮叶片中心高程点返至基础环上口和机坑里衬壁上,以便于后续工作安装测量[6]。
3.2座环切割修模
复测座环的高程、水平、上法兰内径,对座环上法兰内圆用火焰切割加工后进行圆滑修磨处理,直到法兰内圆尺寸达到13310±2mm,法兰内圆半径偏差满足±1mm后。具体切割位置如图2所示。
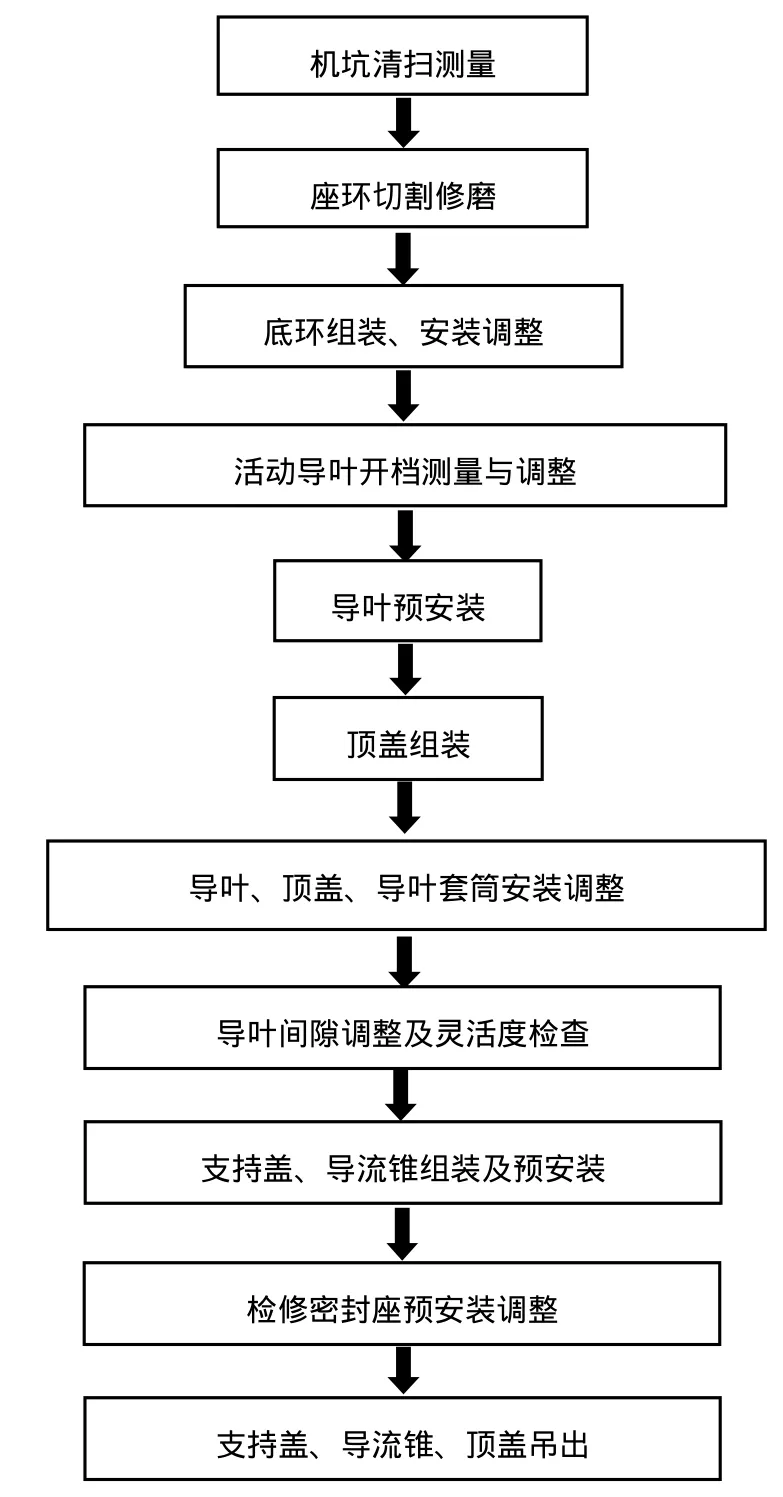
图1 导水机构预安装流程图

图2 座环切割修磨示意图
3.3底环组装与调整
施工现场组装时,在底环分瓣面上涂好密封胶。在安装间布置12个支墩,每个支墩上布置1对楔子板,用水准仪将每个支墩上的楔子板调至同一高程,精确到0.50mm以内。将两瓣底环放于楔子板上,组合成为一个整体;按要求把紧组合螺栓,检查分瓣组合面的间隙、错牙,分瓣组合面间隙通常为0mm,局部间隙不应大于0.10mm,总深度不大于组合面宽度的1/3、总长度不大于组合面周长的20%。螺栓把合处与定位销钉处应没有间隙,底环上平面错牙不大于0.05mm。确定底环各组合面的间隙、错牙、圆度达标后,将组合螺栓与基础板点焊锁定。焊接盖板,打磨并做PT探伤。安装底环专用吊装工具,将组装成整体的底环吊进机坑。根据底环上的X、Y基准线和基础环上的X、Y基准线进行方位调整,粗调底环中心,并保证底环与基础环之间的间隙均匀。同时用光学水准仪检查底环的水平偏差在0.05mm/m以内。
以转轮室上水轮机安装高程断面中心为基准,在机坑内安装钢琴线,钢琴线X、Y方向偏差均不大于0.05mm,且X、Y方向的合成偏差不大于0.05mm。圆周16等份测量底环与转轮室的同轴度偏差小于0.05mm,底环水平小于0.4mm/m。
3.4活动导叶开裆测量与调整
将全部垫板放置在螺孔上,检查其与座环面的配合间隙符合要求,用0.02mm塞尺检查不能通过。用水平尺配合框式水平仪检测顶盖螺栓孔水平,水平调到0.02mm/m。用内径千分尺精确测量顶盖螺栓把合面至底环上平面的绝对高度,仅测量一个点作为基准点,然后根据座环顶盖把合螺栓孔这个基准点测量出每个座环螺栓把合孔的水平值。并根据导叶的实际尺寸、顶盖的安装高程、导叶端面总间隙计算出每个垫板的加工量。同时兼顾垫板上平面的水平度(即顶盖水平)。活动导叶开裆测量布置如图3所示。

图3 活动导叶开裆测量布置图
考虑到温差、水力变形、顶盖等部件压重等因素影响,机组安装完成后,可能导致导叶端面间隙减小,因此,导叶端面总间隙取设计规定的上限值3mm,以此数值计算加垫厚度及配刨加工量。
3.5顶盖组装
施工现场组装时,在顶盖分瓣面上涂好密封胶。在安装间布置12个支墩,并将支墩四周与基础预埋板进行临时点焊固定,同时在每个支墩上布置1对楔子板,用水准仪将每个支墩上的楔子板调至同一高程,精确到0.10mm以内。组装时,采用2~3套移动脚手架作为施工平台,如图3所示。

图4 顶盖、支持盖组装图
将4瓣顶盖分别吊放在支墩上,用楔子板精确调整水平,使顶盖水平达到0.02mm/m。根据顶盖分瓣面密封槽的实际长度进行现场切割、粘接,安装Φ8橡胶圆条。先将顶盖组装成两大瓣,再将两瓣组装成整体,对称穿上组合螺栓和定位销钉。用500mm的刀尺检查确认组合缝过流面没有错牙后,把紧组合螺栓,然后检查分瓣面的间隙,分瓣面间隙通常为0mm,局部不应大于0.10mm,螺栓把合处与定位销钉处应没有间隙,顶盖下平面错牙不大于0.05mm。
3.6导叶、顶盖、套筒安装
底环、导叶预安装后不影响转轮吊装,可不再吊出机坑,导叶下轴套的U型密封在顶盖预安装吊出后在机坑里单独更换。
(1)导叶吊装。导叶吊装前应将导叶下轴套清扫干净,为了便于导叶精确吊装就位,并将导叶下套轴颈涂上少量润滑剂,以便于后续预安装过程中转动导叶。导叶吊装时,需在导叶顶部挂一台10t手拉葫芦,当导叶距离底环上平面200mm左右后用10t手拉葫芦缓慢落入底环轴套内。
(2)顶盖吊装。顶盖吊装前,再次将座环面以及座环螺孔面清理干净,并将配刨好的调整垫板对应放入座环螺栓把合孔。用顶盖吊装专用工具将顶盖按标记进行吊装,吊装前用框式水平仪调整顶盖水平至0.02mm/m以内,然后吊进机坑,并使顶盖X、Y基准线与座环上镗口的X、Y基准线重合。以转轮室上水轮机安装高程断面中心为基准,在机坑内安装钢琴线,X、Y方向偏差均不大于0.05mm,且X、Y方向的合成偏差不大于0.05mm。测量顶盖与转轮室同轴度,底环中心、顶盖尺寸中心同转轮室中心的偏差方向要基本一致。安装顶盖与座环的联接螺栓。
(3)套筒吊装。清理套筒装配,安装密封压板与套筒之间的密封圈S03-P,把紧内六角不锈钢螺钉,螺钉涂锁固剂;安装套筒与顶盖之间的O型密封圈,套筒上安装两个吊环,对号将套筒吊入机坑;安装内螺纹圆锥销,对称把紧套筒和顶盖之间的联接螺柱,并安装导叶限位块。
3.7导叶间隙调整及灵活度检查
(1)间隙调整。导叶间隙调整包括导叶端面间隙和导叶立面间隙调整。用塞尺检查导叶上端面进、出水边,进、出水边间隙应均匀。导叶处于全关位置时,检查导叶大、小头的端面间隙应满足设计要求(总间隙为1.6mm~3.2mm),大、小头的端面间隙不应有规律性,如果出现规律性倾斜,则应松开顶盖与座环的组合螺栓进行调整,直到消除该现象。导叶处于全关位置,利用钢丝绳、手拉葫芦将导叶捆紧,考虑导叶板体高,捆导叶时应分上、下两层进行;检查导叶立面间隙,立面间隙通常为0mm,局部不大于0.05mm,总高度不大于导叶高度的25%,间隙如果超差要进行研磨处理[4]。
(2)灵活度检查。用手拉葫芦或天车悬吊导叶,并用导叶扳手转动活动导叶,每个活动导叶应转动灵活,没有发卡现象。导叶止推环轴向间隙应不大于该导叶上部间隙值的50%。导叶立面间隙、端面间隙及导叶灵活度调整完成后,分别测量每个导叶与套筒密封压板间隙并记录,在套筒预安装完成后拆出套筒,对套筒密封压板进行加工,保证加工后密封压板与导叶端面间隙在0.05~0.1mm之间[6]。
3.8支持盖、导流锥预安装
将支持盖与导流锥组装成整体后吊装于顶盖上面,以转轮室及基础环为基准,利用挂球心器、钢琴线、耳机及内径千分尺配合测量的方法,测量支持盖与转轮室的同心度。合格后拧紧支持盖与顶盖的组合螺栓(80%),当支持盖的螺栓拧紧后再次检查支持盖与转轮室的同心度,如无变化后方可钻铣定位销钉。当支持盖调整合格后进行导流锥的预安装调整,并用支持盖的调整方法调整导流锥,然后将导流锥与支持盖钻铰。销钉钻铰全部完成后,将支持盖和导流锥吊出机坑。并在导水机构回装前,安装每个导叶下轴套内的U型密封圈。
4 总结
导水机构预安装是导水机构安装的关键环节,也是后续机电安装的基础。在借鉴国内外现有大型水电机组导水机构预安装方法的基础上,根据桐子林电站实际情况,对导水机构预安装的关键技术点进行分析、摸索,底环、顶盖、支持盖同心度、水平、高程的测量调整,导水机构各部件组合面连接处间隙、光滑度的控制,导叶立面、端面间隙以及密封的调整等各个环节都坚持高标准化管理,不仅确保了安装质量,同时还大大缩短了工期,各项数据符合国家标准及设计要求,具有一定的推广价值。
[参 考 文 献]
[1]郑源, 鞠小明, 程云山. 水轮机[M]. 北京:中国水利水电出版社, 2007. 4.
[2]孙红武. 亭子口水利枢纽电站水轮机导水机构预安装[J]. 水力发电, 2013, 39(6):19-21.
[3]姜国华, 温俊波, 翟志顺, 唐勇. 导水机构预安装中某些误差的工艺分析[J]. 大电机技术, 2003, (5): 43-44.
[4]刘璘, 胡凯, 齐根辉. 蒲石河抽水蓄能电站导叶间隙调整及影响因素分析[J]. 施工技术, 2012, 41(367):19-21.
[5]余德军. 乐滩水电站大型轴流转桨机组的快速安装[J]. 红水河, 2006(3): 28-32.
[6]GB/T8564-2003, 全国水轮机标委会-水轮发电机组安装技术规范[S]. 北京: 中国标准出版社, 2003.

郑源(1964-),男,河海大学教授、博士生导师,从事水利水电及流体机械工程方向研究。
审稿人:周亚信
Pre-Installation Technology for Distributor of Ultra-large Kaplan Unit
ZHENG Yuan1, LIU Huiwen2, PAN Yong3, HUANG Jinlong3, YI Wei3
(1. National Engineering Research Center of Water Resources Efficient Utilization and Engineering Safety, Hohai University, Nanjing 210024, China; 2. College of Water Conservancy and Hydropower Engineering, Hohai University, Nanjing 210024, China; 3. Sinohydro Bureau 7 Co.,Ltd, Chengdu 610081, China)
Abstract:With the development of large-scale hydroelectric generating localization process, more and more domestic hydropower units with ultra-large capacity, ultra-large size come into the actual design, manufacture, installation and operation. Faced with the challenges brought from ultra-large trends to the units installation and commissioning technology, the paper consulted some research on the pre-installation technology for of ultra-large Kaplan units in combined with practical experience in the installation of Kaplan units in Tongzilin hydropower plant, then summed new technology for quick installation of distributor of ultra-large Kaplan units, so as to provide reference for future installation and commissioning of the same type of unit.
Key words:ultra-large; Kaplan unit; distributor; pre-installation technology
[作者简介]
[收稿日期]2015-01-14
[中图分类号]TK730.3+24, TV523
[文献标识码]B
[文章编号]1000-3983(2016)01-0050-04
