LO-CATⅡ硫磺回收反应器锥体堵塞原因分析及对策①
2016-03-17李军,王剑锋
LO-CATⅡ硫磺回收反应器锥体堵塞原因分析及对策①
李 军1王剑锋2
1.陕西延长石油(集团)有限责任公司炼化公司2.陕西延长石油(集团)有限责任公司延安石油化工厂
摘要2009年10月LO-CATⅡ硫磺回收装置试车成功以来, 实际运行中有时反应生成的硫磺颗粒细小、黏度大,难以聚集成大颗粒,小颗粒硫磺会透过滤布随滤布冲洗水排出,增加污水的处理负荷。检修时发现,反应器锥体存在不同程度的硫磺堆积以及硫磺回收反应器锥体频繁堵塞多次,严重地影响了装置的正常运行。针对LO-CATⅡ硫磺回收装置反应器锥体堵塞原因进行了全面分析,通过调整各化学试剂的添加量及添加速度、改造过滤机、增加冷却器等技改措施,解决了硫磺回收装置反应器锥体硫磺的堵塞问题。
关键词硫磺回收装置反应器锥体堵塞原因分析对策
1装置概况
陕西延长石油(集团)有限责任公司炼化公司石油化工厂硫磺回收装置采用LO-CATⅡ液相氧化自循环工艺,即吸收和再生过程在同一个吸收-氧化反应器
中进行。使用铁离子络合物液体催化剂,在常温、低压下即可将H2S直接转化成单质硫,反应后尾气H2S体积分数不超过10×10-6。同时铁离子被还原成亚铁离子,亚铁离子被空气氧化再生后循环使用。该工艺操作条件缓和、常温、微正压;操作过程中的控制参数少,正常操作中需控制好反应器液位、反应温度及各种试剂的添加量,简单易行。
2装置存在的问题
(1) 反应生成的硫磺颗粒细小、黏度大,难以聚集成大颗粒,小颗粒硫磺会透过滤布随滤布冲洗水排出,增加了污水的处理负荷。
(2) 2014年5月大检修期间,反应器内清理出硫磺900多吨;2014年9月随着新建40 t/h污水汽提装置酸性气的并入,潜硫量增加为原来的2倍,造成反应器锥体频繁堵塞;2014年9月份堵塞6次,10月份堵塞11次,11月份堵塞3次,严重影响了装置的运行。其硫磺结块情况见图1~图4。




3堵塞原因的理论分析
(1) 溶液氧化性不足、硫磺颗粒在溶液中的停留时间过短,造成硫磺颗粒过细。
络合铁法脱硫主要反应如下:
气体在水中的吸收:
(1)
硫化氢电离

(2)
被三价铁离子(Fe3+)氧化

(3)
总的吸收反应

(4)
反应液再生:
氧气吸收

(5)

2OH-+2Fe3+Ln-
(6)
总的再生反应

(7)
如图5所示,正常情况下在吸收区内发生式(1)~式(4)反应,生成硫磺[1]。较细硫磺随溶液由空气带动进入再生区(即氧化区),在表面活性剂的作用下相互作用,形成粗絮状粗颗粒,由脱气区沉降至锥体底部形成硫浆。
硫磺回收装置在设计时,铁离子的质量分数为500×10-6[2],实际运行中铁离子的质量分数仅为200×10-6左右,过低的铁离子对吸收后的脱硫氧化能力不足。吸收进入溶液中的H2S大量进入再生区,如果在再生区再得不到氧化,形成硫磺颗粒在溶液中的停留时间过短就会在脱气区沉降,形成颗粒较细的硫磺。

(2) 表面活性剂浓度过低,易造成硫磺颗粒过细,并产生结块现象。
络合铁脱硫是直接把气态中H2S氧化为单质S,单质S沉降过滤。此硫磺回收方法形成的硫磺颗粒是疏水性的。添加表面活性剂的目的是改善形成的硫磺颗粒表面性质,使硫磺颗粒形成亲水性硫磺。亲水性硫磺在反应器内经空气分散形成絮状,絮状硫磺沉降形成硫浆。表面活性剂的加入可以有效地控制硫磺形成硫浆,降低硫磺颗粒的黏性,以减少硫磺颗粒对管道、阀门、喷头等设备的堵塞。
正常情况下,表面活性剂质量分数控制在60~100×10-6最佳[3]。如果溶液中的表面活性剂添加量过低,则会造成部分硫磺颗粒表面性质未能有效改善,疏水性硫磺便会粘结在设备表面,形成一个逐渐扩大的硫磺结核,最后形成块状硫磺,粘结于设备及管路系统中。如果溶液中的表面活性剂添加量过高,溶液易发泡,同时影响酸性气的吸收,也会造成硫磺沉降较快。硫磺质量分数高于15%的硫浆,易造成硫浆管线堵塞,过滤机无法抽干硫饼。如果沉降过快,过滤不及时,也会造成硫磺沉降在反应器内。硫磺质量分数高于20%的硫浆在52 ℃时易失水,形成固体硫磺。
4堵塞原因的操作因素分析
4.1 表面活性剂添加量不足
延长集团的下属各厂硫磺回收装置表面活性剂添加速度分析见表1。

表1 延长集团各硫磺回收装置表面活性剂添加量Table1 Surfactantadditionspeedofsulfurrecoveryunitin YanchangPetroleum(Group)Co.,Ltd(L/h)炼油厂名称延安炼油厂永坪炼油厂榆林炼油厂延安石化厂设计表面活性剂添加量0.2~172.02.780.2~13.5引进表面活性剂添加量3.82.53.72.0国产表面活性剂添加量6~73.5~4.55~62.8
从表1可看出,由于在装置设计时引进化学品所给的添加速度为一理想值,在实际消耗时均较理想状况偏大。延安炼油厂在国产化后表面活性剂量添加速度较大,在国产化前后均有少量硫磺沉积在装置内。由于永坪炼油厂添加量较小,该厂一直存在硫磺过细,无法有效过滤的情况;国产化后加大表面活性剂量,硫磺成絮状易过滤。榆林炼油厂使用引进化学品一年后检修,在反应器内出现少量硫磺,而国产化表面活性剂量增加后,装置运行两年后检修时发现反应器内积累硫磺量减少。延安石化厂无论从引进或国产化后,表面活性剂添加速度均是4个厂中最少的。尽管无脱硫溶液中表面活性剂浓度的分析数据,但从图1~图4可以判断脱硫溶液中的表面活性剂长期未达到浓度要求,低表面活性剂使细硫磺颗粒的含量增加,这些细硫磺颗粒易结块,造成了硫磺堵塞。
4.2 控制指标达不到要求
装置检修后开工,反应液中化学品各项指标分析如表2所示。

表2 检修后溶液的各项指标分析结果Table2 Indicatorsanalysisresultsofsolutionaftermaintenance项目名称控制数据2014年5月16日2014年6月16日铁离子质量分数/10-630070~80204络合剂质量分数/10-6350186369浆液硫磺质量分数/%5~152~54~5表面活性剂质量分数/10-660~802652ρ(S2O2-3)/(g·L-1)20~802224氧化还原电极电位/mV-150~-100-300~-200-180
由表2可以看出,检修后溶液中的铁离子浓度不足,表面活性剂浓度也未达到应有水平。
反应器内正常液位时溶液的体积为900 m3,5月份检修期间反应器内清理出硫磺900多吨。所以,检修后补充400 m3左右除盐水才能达到反应器液位。加入的除盐水稀释了反应液,造成反应液里各项化学品参数未达到要求。在5月12日至6月底期间,由于表面活性剂和铁离子浓度不足,产生的硫磺过细形成小结块,这些小结块在反应器内不断粘结形成大的硫磺结块,最终导致了装置后续的堵塞。
4.3 酸气温度过高
新建40 t/h污水汽提装置酸性气的温度103 ℃,进入反应器后在一段时间内达到90 ℃,导致反应器内酸性气鸭嘴脱落。由于吸收反应为放热反应,在集中反应区域可能造成超过130 ℃的高温,使生成的单质硫磺融化,融化的硫磺冷却后结晶形成晶体硫磺块。
5技术改造内容及效果
5.1 重新修订化学品控制指标和化学品添加量
重新修订的化学品浓度控制指标见表3,新的化学品添加量见表4。

表3 硫磺回收装置各化学品浓度控制指标Table3 Chemicalsconcentrationcontrolindicatorsofsulfurrecoveryunit项目名称设计数据控制指标备注铁离子质量分数/10-6500280~350铁离子质量分数不低于200×10-6氧化还原电极电位/mV-200~-50-150~0增减风量,保持溶液氧化再生性能浆液硫磺质量分数/%5~157~10硫浆浓度过低时,减少过滤量ρ(溶液中S2O2-3)/(g·L-1)20.0~80.0质量分数为溶液中的S2O2-3含量ρ(硫酸盐含量控制)/(g·L-1)≤100控制溶液pH值在8.3以上络合剂质量分数/10-6300~400送天然气研究院分析表面活性剂质量分数/10-660~100送天然气研究院分析

表4 硫磺回收装置化学品的添加量Table4 Chemicalsadditionspeedofsulfurrecoveryunit化学品名铁离子催化剂络合剂表面活性剂消泡剂添加量/(L·h-1)2.125.05.0视发泡情况备注依据铁离子含量调整依据硫磺量调整
溶液中各组分在脱硫过程中所起作用有所不同,保持在溶液中的相互比例才能使脱硫溶液达到良好的脱硫性能。由于各组分消耗不同,需补充不同量的化学品进入脱硫体系中以保持溶液平衡。由于各添加化学品在高浓度时会产生一定的化学反应,正常使用时只能少量添加,缓慢浓度积累,不能采取一次性补充的方式加入反应器内。
5.2 增大循环泵循环量,加强反应器内溶液的流动性
循环液泵设计流量148 m3/h,运行中备用泵入口沉积硫磺粉末导致备用泵无法正常使用,酸性气进料量大于设计,故循环液泵流量要加大方可取走反应所产生的热量。同时启动两台循环液泵,可增加循环液流量至220 m3/h,基本满足了取热的要求,既解决了备用泵堵塞问题,又增大了循环量,目前运行效果良好。
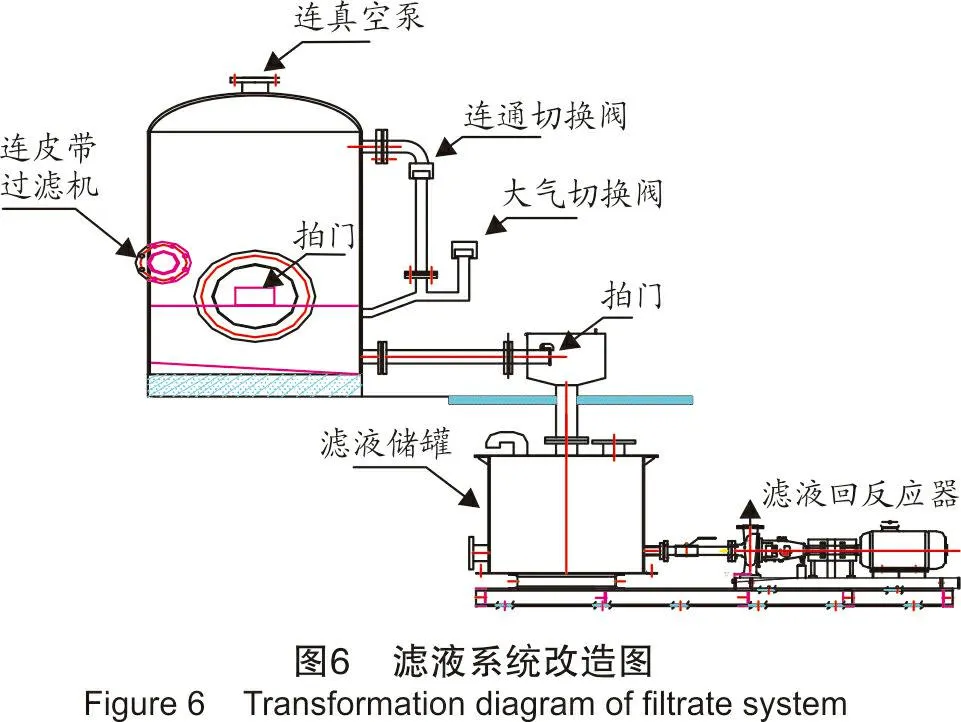
5.3 改造滤液系统,减少滤液损失
原滤液系统运行一直不好,滤液随抽真空水排放至污水,引起各试剂浓度降低,导致硫磺产量低、粉末多、易结块。采用先进的过滤系统减少了滤液损失。每年可节约试剂:催化剂 10 t、螯合剂50 t、表面活性剂12 t,共约合人民币132万元。改造见图6。
5.4 反应器液位计由雷达液位计改为双法兰液位计
反应器的液位控制要求相当重要,因为它会影响吸收能力、催化剂再生和内部循环速率。反应器内的循环率是通过氧化反应器空气和酸性气喷淋器的专利设计来控制的,由此在各段之间产生密度差。由于密度差的存在,溶液会不断地进入氧化室,还原的溶液稳定地进入氧化反应器的各段,再生溶液则进入吸收段。反应器液位一般控制在4 850~4 950 mm之间。
反应器液位计选用雷达液位计,长期不能正确显示,只能手动补反应器液位,液位波动大,严重影响内部循环速率,进而影响反应的良好进行。
通过调研分析认为:雷达液位计仪表本身需要设置的参数多,一旦出现问题,通常很难查出是什么原因造成的。如果天线本身不慎沾上介质会报错,如有结晶结冰现象也会报错,需加热保温处理,并清理天线,维护费时。反应器里面的液体一直处于喷淋飞溅状态,所以雷达液位计不适于测量。为此,将以前的雷达液位计改为双法兰液位计,改造后DCS液位准确稳定,稳定了反应器内部循环速率。
5.5 更换循环液冷却器
原循环液冷却器换热面积50 m2,新建40 t/h污水汽提酸性气进反应器后,经热量衡算,原循环液冷却器换热面积偏小,新增换热器换热面积为100 m2,使反应温度控制在(52±3) ℃,满足了反应要求。
5.6 酸性气进反应器前加装冷却器
新建40 t/h污水汽提酸性气温度高,和双脱装置40 ℃再生酸性气混合后达到103 ℃,进入反应器后反应温度达60 ℃,导致酸性气鸭嘴的脱落,同时浆液中也伴有硫磺块的出现,导致浆液泵和循环泵经常堵塞。
分析认为:酸性气温度不应超过80 ℃,反应温度不大于55 ℃。否则螯合剂、表面活性剂的作用特别小,不利于硫磺的生成,而且硫磺颗粒较细,容易导致硫磺结块。同时,化学试剂降解的速度加快,化学试剂消耗量增大。故给酸性气进反应器前加装换热器,改造后酸性气混合后温度(75±5) ℃、反应温度(52±3) ℃,装置运行平稳。改造见图7。

6优化精细化操作
(1) 定期做物料平衡计算,及时调整操作。定期对上游潜硫量计算,确保上游潜硫量与下游生产硫磺量吻合,保证硫磺不积存于装置内。操作工每天观察硫浆含量情况,当硫浆含量过高时,及时调大过滤硫浆量;硫浆浓度过低时,减少硫浆过滤量。
(2) 控制溶液表面活性剂的添加量。反应液中表面活性剂浓度偏低,可导致生成的硫磺颗粒过细,并逐渐聚结,最终形成大块的硫磺板结块。板结的硫磺沉积在锥体底部,影响硫浆沉降,长久积存的硫浆失水形成块状硫磺,最终堵塞锥体。所以,表面活性剂质量分数宜控制在60~100×10-6。由于无法分析其浓度,要求观察反应液中硫浆的沉降情况,硫浆在60 s内完全沉降为正常。操作中,根据上游酸性气中的潜硫量及时调整表面活性剂添加量。根据研究院定期对脱硫溶液的全分析结果,及时调整添加速度。
(3) 严格控制脱硫溶液的铁离子含量。保持脱硫溶液中的铁离子质量分数大于300×10-6,保证HS-在吸收区内氧化成硫磺颗粒,使硫磺颗粒在再生区有较长时间在空气的搅动下形成絮状硫磺。根据分析结果及时调整铁离子的添加量。
(4) 降低脱硫溶液中盐含量。脱硫溶液中盐含量过高会造成溶液密度及黏度变大,易与硫浆形成固体状硫盐化物。控制硫代硫酸盐质量浓度在20~80 g/L之间,控制硫酸盐在100 g/L以内,如果大于100 g/L,需更换部分反应液。
7结 论
通过化学品调控和系列技术改进,产出的硫磺颗粒较大、沉降速度快、浆液分层清晰、含水量正常,未发生硫磺堵塞现象,反应液各项化验分析指标均在正常范围内,达到了预期的效果。从2014年8月22号抢修开工至2015年4月22号停工检修以来,8个月共产出硫磺3 899 t,每天平均产粗硫磺约16 t。硫磺装置运行过程中,酸性气进反应器温度(80±5) ℃,反应溶液温度(52±3) ℃,保证了装置的平稳运行。从目前运行来看,每年可节约试剂:催化剂10 t、螯合剂50 t、表面活性剂12 t,共计约合人民币132万元,取得了良好的经济效益。
8问题及建议
(1) 皮带过滤机抽真空排水约3 m3/h洁净的除盐水,计划用做滤布冲洗水,每年可节省除盐水2.4×104t,约合人民币48万元,择日改造。
(2) 由于反应液的硫代硫酸盐含量只能通过反应液的排放才能降低,滤布冲洗水中含有大量的化学试剂,硫磺污水排放一直不合格,建议重复精练二次污水。
(3) 粗硫磺送至硫磺精制装置精制后,液硫槽内出现了厚厚的黑色物质,检修清理时厚度达1 m,分析认为是试剂里的有机物质碳化所致,如何消除黑色的碳化物目前正在分析论证之中。
(4) 由于此硫磺回收装置无法避免硫磺在反应器内的沉积,如果在反应器内形成了大的块状硫磺,这些块状硫磺会像滚雪球一样越来越大而堵塞装置,建议缩短检修周期。
参 考 文 献
[1] 秦栽根,党敏,朱国宾, 等. 杨庄河炼化项目硫磺回收装置说明书[Z]. 北京东方联华, 2008, 6, 15: 2-7. 18-20.
[2] DOSTWOUDER SP.Gsa separation membranes coming of age for carbon dioxide removal from natural gas[C]//45th annual laurance reid gas conditioning conference,Norman:university of Oklahoma,1995: 284-307.
[3] 张伍, 何金龙, 常宏岗, 等. 络合铁法液相氧化还原脱硫技术应用现状与前景分析[J]. 石油与天然气化工, 2008, 37(增刊1): 130-133.
Cone blockage cause analysis and countermeasures of reactor
for sulfur recovery unit using LO-CAT Ⅱ process
Li Jun1, Wang Jianfeng2
(1.Refining&PetrochemicalCompany,ShaanxiYanchangPetroleum(Group)Co.,Ltd,Yan’an727406,China)
(2.Yan’anPetrochemicalPlant,ShaanxiYanchangPetroleum(Group)Co.,Ltd,Yan’an727406,China)
Abstract:LO-CAT Ⅱ sulfur recovery unit commissioned successful in October 2009. During the process of actual operation, the generated sulfur particles had small diameter and high viscosity sometimes, which made it difficult to gather into larger particles. The small sulfur particles could pass through the filter cloth and be discharged with the flushing water of filter cloth, which would increase the burden of sewage treatment. It was found that the vertebral body of the reactor had a different degree of sulfur accumulation during the process of reactor maintenance. The sulfur recovery reactor cone jammed frequently for 20 times, which affected the normal operation of the plant seriously. Aiming at the blocking reasons of reactor cone of LO-CAT Ⅱ sulfur recovery unit, the comprehensive analysis was carried on. By adopting these measures such as adjusting the amount of each chemical reagent and addition speed, filter reconstruction, increasing cooler, the sulfur blockage problem of the reactor cone for sulfur recovery unit was solved.
Key words:sulfur recovery unit, reactor cone, blocking, reason analysis, countermeasure
收稿日期:2015-10-27;编辑:杨兰
中图分类号:TE9;TE624.5+1
文献标志码:B
DOI:10.3969/j.issn.1007-3426.2016.01.007
通信作者:王剑锋。E-mail:yhwjf@163.com
作者简介:①李军(1974-),男,1996年毕业于西北大学化工系化工工程专业,工程师,从事石油化工生产、技术管理工作。