新型生物柴油制备方法的研究进展①
2016-03-17石文英,李红宾,程发等

新型生物柴油制备方法的研究进展①
石文英1,2李红宾1程 发2杨黎明1
1.河南工程学院纺织学院2.天津大学理学院
摘要常规均相催化技术采用酸、碱催化剂进行酯化或酯交换反应制备生物柴油,其工艺对设备腐蚀严重,同时带来大量工业废水,造成严重的环境污染及工业成本的增加。新型催化技术可改进均相催化技术的不足,且具有反应条件温和、产率高和容易实现自动化连续生产等优点,已受到人们的广泛关注。阐述了近年来生物柴油国内外发展趋势及应用,重点介绍了新型生物柴油制备方法,如反应精馏法、催化膜反应器、超声法、微波法、连续催化法及其应用现状的国内外进展。最后,对新型生物柴油制备方法存在的问题及应用前景进行了展望。
关键词生物柴油反应精馏超声波微波膜反应器
近年来,生物柴油以其环境友好性和可再生性成为各国在可再生能源领域的研究热点。生物柴油以植物果实、种子、微藻等油料水生植物及动物脂肪油、废弃食用油等为原料,分别与低分子量的醇进行酯交换和酯化反应制得脂肪酸烷基单酯,其性质与矿物柴油非常接近,是一种可再生的清洁燃料。
生物柴油制备技术已取得了很大的进步,不过迄今为止,实现产业化的技术依然以传统的液体酸、碱均相催化工艺为主,此类工艺反应速度快,转化率高,但设备腐蚀严重,且产物需进行中和洗涤,从而导致大量工业废水的产生,造成环境污染[1]。而为此开发的酶催化、超临界、固体酸、碱催化技术至今实际投入产业化的较少,上述催化工艺技术本身不够成熟、缺乏先进实用的工艺技术、反应器的设计制造技术落后等是阻碍其进一步发展的主要原因。表1比较了4种不同酯交换反应制备生物柴油的工艺参数[2]。其中,酶催化法成本过高,酶活性不稳定,而超临界甲醇法则需要高温高压,故限制了其推广。

表1 传统生产生物柴油方法对比Table1 Comparisonoftraditionalbiodieselproductionmethods工艺条件碱催化法酸催化法酶催化法超临界甲醇法反应温度/℃60~7055~8030~40239~385原料中游离脂肪酸皂化产品酯类甲酯酯类原料含水率的影响有有无-甲酯产率正常正常较高良好甘油回收困难困难容易-甲酯净化反复洗涤反复洗涤无-催化剂成本便宜便宜相对较贵中等
新型非均相催化技术具有反应条件温和、对设备腐蚀性小、对环境无污染和容易实现自动化连续生产等优点,可改进常规均相催化法的不足,已受到人们的极大关注。图1为近10年采用传统及新型催化技术制备生物柴油的文章数量走势图。为了解决均相催化剂存在的问题,新型非均相法成为目前生物柴油制备技术的研究热点之一。图2为各种新型生物柴油制备方法的文章数量比例图,从图中可以看出,酶催化、连续化方法及微波反应器为研究热点。鉴于开发新型催化工艺制备生物柴油的迫切性,对新型生物柴油制备方法包括反应精馏法、催化膜反应器法、超声波反应器法、微波反应器法和连续催化法应用现状及其国内外进展进行综述。


1反应精馏法
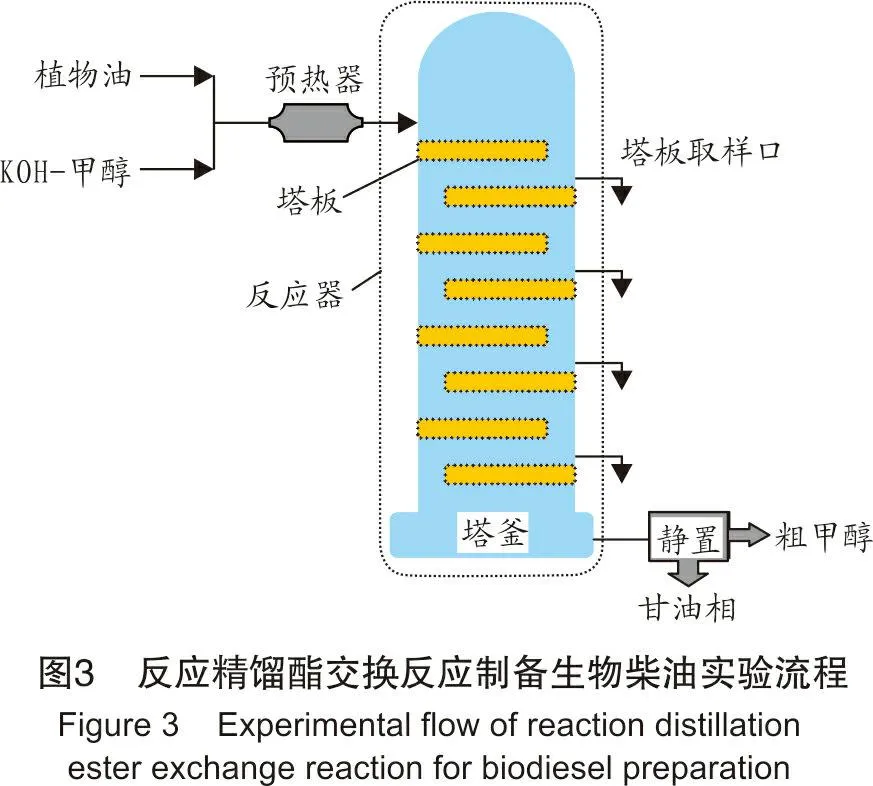
反应精馏法进行油脂酯交换工艺是生物柴油制备新技术发展的一种方向,其利用甲醇蒸气对反应物进行搅拌,增强传热和传质效率,从而达到促进化学反应的目的。同时进行的反应和精馏过程可以实现较高的反应转化率和选择性。另外,通过及时移走反应产物,可克服可逆反应化学平衡转化率的限制,或提高串联或平行反应的选择性。图3为反应精馏法制备生物柴油的过程示意图[3]。原料油、醇溶液和催化剂经预热后从反应器上部进料并逐级经过塔板,反应产物从塔釜中流出后进入甘油沉降罐,上层酯相进入水洗塔进行洗涤、脱水得到成品生物柴油。从沉降罐下面出来的是甘油相,与酯相洗涤的废水一起进入甲醇回收塔,产物中的少量甲醇经过回收后进入反应器继续参与反应。然后甘油相进入脱水塔,脱水后的甘油相即为粗甘油,可以精制。
Wang等人[4]评价了反应精馏醋酸甲酯水解工艺,结果表明,能源消耗减少10%,相比传统的固定床反应器产量增加50%。Lai等人[5]采用反应精馏系统生产高纯度乙酸乙酯,转化率高达99.5%。He[6]等人研究了菜籽油制备生物柴油的反应精馏过程,发现通过精馏塔去除醇,可在更短的反应时间内实现较高的转化率。其他一些学者采用不同类型的反应精馏工艺(如催化反应精馏、双反应精馏)模拟并建立反应精馏过程模型。其中Da Silva等人[7]比较了大豆油反应精馏和催化反应精馏过程制备生物柴油工艺。结果表明,采用反应精馏法在反应时间为6 min,醇油摩尔比为6∶1时,催化剂氢氧化钠用量为1.5% (w),最高转化率为94.54%。而在相同反应时间及醇油比条件下,采用催化反应精馏法,催化剂氢氧化钠用量仅为0.65%(w),转化率高达98.18%。
目前,应用最广泛的生物柴油制备工艺是传统的连续两级酯交换工艺,即先将甲醇和催化剂配成溶液,然后油脂与甲醇的碱溶液用泵按一定比例打入第一级酯交换反应器中反应,生成的混合物分离出甘油相再进入第二级反应器中,补充甲醇和催化剂再继续反应,反应完进行甘油分离,得到的粗甲酯经水洗后脱水得到成品生物柴油。而反应精馏法制备生物柴油工艺采用甲醇蒸气替代机械搅拌对反应物进行混合,反应速率大大提高,一步酯交换反应的转化率就能达到甚至超过传统两级连续酯交换工艺的转化率。然而,在这种方法中,蒸气与液体间的平衡问题、复杂的两相之间的传质、多稳态动力学和催化剂的内扩散和化学动力学[8]等问题还需进一步探索和研究。
2催化膜反应器
催化膜反应器将催化反应与膜技术进行耦合并进行反应器的设计及优化。相比将催化反应与分离过程分开的传统反应器,催化膜反应器通过膜材料设计与催化剂的负载能力调控,可克服非均相催化剂的不足,并结合膜分离技术选择性地脱除反应产物,突破了常规反应器的热力学平衡限制,同时实现产物的高效率、低能耗分离纯化。提高了反应转化率,同时可简化生产工艺,起到节能环保的作用。因此,催化膜技术目前已经受到人们的广泛重视,并逐渐成为当今制备生物柴油的前沿研究领域之一[9-11]。酯化反应和酯交换反应制备生物柴油工艺过程中会产生水和副产物甘油(约占生物柴油质量分数的10%),采用膜技术分离水、提纯生物柴油及副产物甘油将是一种行之有效的方法。图4为典型催化膜反应器制备生物柴油示意图。从图4可以看出,反应物油脂及醇类经混合后加入催化膜反应器中进行酯交换反应,膜反应器在实现催化反应的同时,达到产物分离与提纯的目的。

Schomarcker R[12]等将膜催化接触器与固定床反应器进行了比较,并阐述了对传统催化剂而言,有效扩散系数及催化剂颗粒大小将对产物在催化剂孔道中的停留时间产生影响。当催化剂负载在多孔膜上形成催化膜,并装配在膜反应器中,反应物在膜孔中以强制对流的方式通过,由于流速较大,催化活性组分表面反应生成的产物很快被带出膜孔,可避免返混现象的发生。因此,膜孔中的反应物及产物的流动过程可近似看作平推流反应器,反应选择性和转化率都比相同条件下固定床反应器的效果好。
李建新[13]等人制备出一种新型催化膜—聚苯乙烯磺酸(PSSA)/聚乙烯醇(PVA)共混催化膜,并用于“地沟油”催化酯化制备生物柴油。该膜在120 ℃下进行热处理,重复使用3次后催化效率仍保持在80%以上,比没有经过热处理的膜催化效率高约30%,表现出较高的催化活性。同时,以PSSA/PVA共混膜作为催化膜催化酯化酸化油,找到最佳的醇油质量比、催化膜用量、反应温度和反应时间等生物柴油制备工艺条件,以及这些工艺条件对转化率的综合作用。此外,石文英[14]将磺化聚乙烯醇(SPVA)与具有催化性能的固体超强酸Zr(SO4)2混合配成铸膜液,以具有多孔结构的非织造布作为膜的内支撑,采用溶液相转化法制得Zr(SO4)2/SPVA/非织造基多孔复合膜,并将制得的催化膜放入自制的膜反应器中,油酸和甲醇混合物在蠕动泵的作用下,以强制对流的方式透过催化膜进行连续催化反应。结果表明,该催化膜对酯化反应的催化效果较好,实现了强化传质工艺下的高效催化[15]。Wimco公司将膜分离和膜催化相结合研发出产量为60 t/d的生物柴油成套生产设备,该设备的核心技术就是采用催化效率较高的高分子基催化膜。
在生物柴油生产中的一个重要问题是去除残留杂质如游离甘油、催化剂、反应生成的甘油、未反应的甲醇、未反应的三甘油酯(TG)、甘油二酯(DG)以及少量的皂化物和水。因为这些杂质会显著影响发动机性能[16]。去除杂质的一种方法是以驱动反应尽可能接近完全转化。然而,甘油三酯的酯交换反应是一个平衡反应,反应不能达到100%。第2种方法是用大量的水清洗产物,以便除去杂质,但这种方法需要废水处理工艺[17]。热水流(水温为50 ℃)清洗的效果最好。一些固体吸附剂如活性碳纤维、活性炭、活性白土等可用于净化产物[18-19]。利用甲醇与植物油的不混溶性,膜反应器可以有效去除生物柴油中残留杂质并进行分离纯化,成为一种理想的方法。
Dube等人[20]采用多孔无机炭膜反应器用于制备生物柴油。原料在炭膜中(孔径1.4 μm)以油滴(直径20~1 800 μm)的形态存在,而不能通过膜孔,从而达到截留未反应或者反应不完全的油脂,实现油脂与产物的分离。He等人[6]比较了蒸馏水、洗涤剂、酸(HCl)3种常规方法洗涤未反应的油脂,并用中空纤维膜处理洗涤后的废液。结果表明,常规方法制备生物柴油的纯度为97.5%,膜反应器可以获得99%的纯度且所制备生物柴油理化性能如运动粘度、酸值和密度分别与国家标准相一致。Saleh等人[22]报道了利用催化膜反应器从产物中分离甘油。实验表明,采用此法仅需2 L的水即可得到1 L的生物柴油,传统方法则需使用10 L水。
总之,催化膜反应器具有传统催化、分离过程所不具备的诸多优点和广阔的发展前景。然而,催化膜反应器制备生物柴油还有很多需要解决的重要问题,需借鉴催化化学、高分子材料及反应工程等领域的最新成果并在此基础上有所创新,开发出具有高分离性、高催化活性、高稳定性的“三高”催化膜材料,研究出新型催化膜的制备技术以及设计合理、性能优良的膜反应器和工艺流程,从而在相关化工生产中实现大规模工业化应用。
3超声波反应器
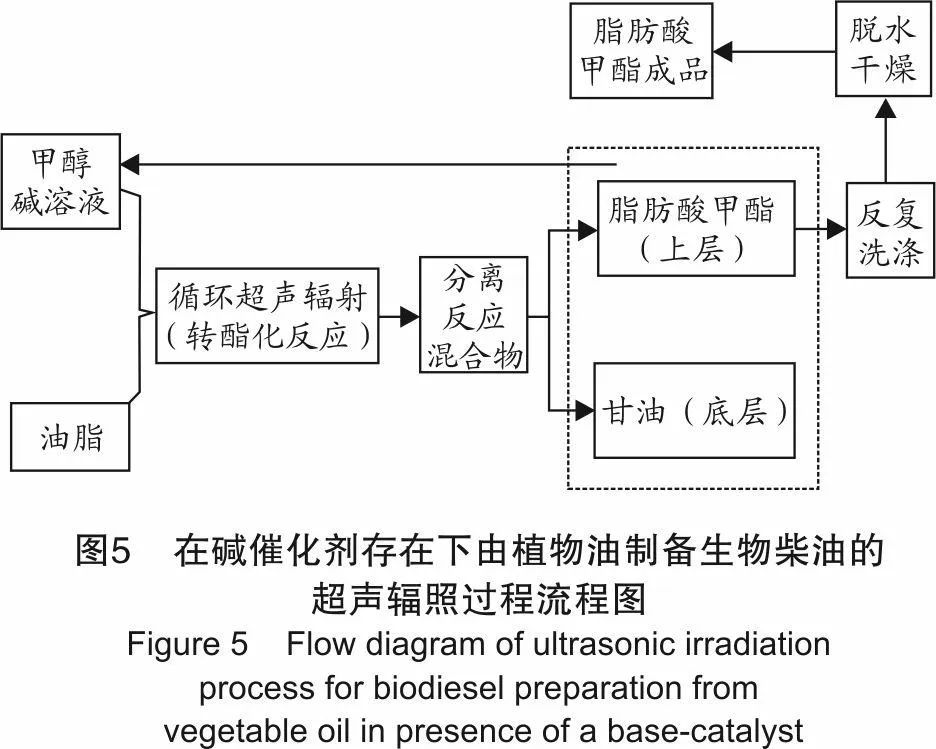
与传统方法相比,超声波制备生物柴油技术具有生产周期短、酯化率高等特点,是近年来兴起的生物柴油制备新技术之一。图5为超声波植物油制备生物柴油的工艺流程示意图。甲醇和碱催化剂氢氧化钾配置成甲醇碱溶液,与油脂一起进入超声波反应器中进行循环反应,酯交换反应完成后进行分离。上层酯相经反复水洗、脱水干燥后得到成品生物柴油。
在传统方法制备生物柴油的工艺中,影响生物柴油产量的主要因素之一是反应物油脂和甲醇不能完全混溶。传统方法中为了提高油脂和甲醇之间的接触面积,使用了搅拌系统,反应物液滴尺寸达到340 nm,而超声波反应技术可以将反应物分化为尺寸为150 nm的细小液滴,因而大大提高了催化反应速率和产率。Zhang[23]研究发现,超声波大豆油制备生物柴油的反应速率常数是机械搅拌制备生物柴油的3~5倍。此外,超声波能量可以打碎催化剂,使其颗粒更小,反应接触面积更大,进而减小反应传质阻力,反应效果明显提高。另外,超声波照射可增强酶催化剂的活性,提高酶催化反应速度。将超声波技术应用于酶法制备生物柴油中,则有望降低脂肪酶用量和缩短反应时间。Yu等人[24]研究了在Novozym 435酶催化剂的作用下催化大豆油制备生物柴油。结果表明,在超声波辅助下,酶催化大豆油转化为生物柴油具有较高的催化活性,通过超声波照射能够显著提高反应速率和酶的活性。实验还考察了水分含量、溶剂油、酶用量、有机溶剂、超声功率比、醇油比和温度对酯交换反应的影响。在醇油摩尔比6∶1、反应温度40 ℃、超声功率50 W和反应时间4 h的最佳条件下,可得到96%的脂肪酸甲酯。
超声波反应器制备生物柴油的装置分为间歇式和连续式两种[25]。间歇式装置适用于实验室小规模研究,而连续式装置适用于中试和工业化生产。无论是间歇式还是连续式装置,反应器体积放大后,生物柴油酯化时间均延长,产率均下降。超声波制备生物柴油生产过程能耗过高,放大生产工艺不成熟,许多应用仅在实验室完成,没有大规模应用到工业生产,且缺乏适合工业化的设备,因此,其机理有待进一步深入研究。
4微波反应器
微波反应器最大的优势在于可以明显加速化学反应速率,提高反应转化率,将数小时才能完成的反应时间缩短为数分钟或数秒,同时,反应转化率与传统催化反应相同甚至更高[26]。采用微波反应器制备生物柴油,微波辐射能使极性分子(如甲醇)分解成小分子,因此,可加速化学反应,在较短的时间获得较高的生物柴油产率。与传统生物柴油制备方法相比,采用微波反应器制备生物柴油催化反应速率高,反应时间短,生物柴油产率高,副产物少,醇油摩尔比较低,且催化反应具有更有效的热传递系统。
Mazzocchioa等人[27]以NaOH作为催化剂对比了常规加热和微波辐射制备生物柴油。研究结果表明,在170 ℃催化反应60 min时,微波法得到的生物柴油产率较常规法提高了1倍,达到51%。Lertsathapornsuk等人[28]采用微波反应器以NaOH碱催化废棕榈油合成生物柴油。实验研究了不同醇油摩尔比(3∶1、6∶1、9∶1、12∶1、15∶1和18∶1)和不同反应时间(10~100 s)对生物柴油转化率的影响。结果表明,在醇油摩尔比12∶1、催化剂用量30 %(w)、反应时间30 s的最佳工艺条件下,得到脂肪酸甲酯转化率为97%。采用微波辐射反应时间较传统方法缩短10倍。微波法得到的产物生物柴油理化性质如黏度、十六烷值数、倾点、硫含量、熔点、高热值等均达到相关行业标准。韩毅等[29]以KNO3/Al2O3固体碱为催化剂,采用微波加热的方法制备生物柴油。在反应条件为甲醇与大豆油摩尔比1∶3、催化剂用量6.0%(w)、反应时间35 min、微波输出功率360 W时,平均转化率达到97.5%。与以固体NaOH碱为催化剂的常规方法相比,在保证转化率基本一致的前提下,反应时间由常规方法的2 h缩短为35 min。
微波法制备生物柴油目前亟需解决的问题主要有:①较高的微波输出功率可能损伤有机分子(如反应物甘油三酯),导致反应产率下降,副产物增多;②在大规模工业化生产中安全性还有待提高和论证。
5连续化制备生物柴油
传统间歇操作制备生物柴油的工艺自动化程度低、繁琐且劳动密集,连续化制备生物柴油可以降低生产成本和时间,通过优化设备工艺参数得到高纯度的生物柴油。连续化制备生物柴油的设备可以是旋转填充床、连续搅拌釜式、连续固定床反应器或膜反应器、超声波反应器、微波反应器及反应精馏器等。
旋转填充床可以产生巨大的离心力,从而提高微观反应物的混合效率,被许多学者用于制备生物柴油。Cheng等人[30]采用旋转填充床反应器制备生物柴油,研究了不同醇油摩尔比、反应时间、搅拌速度、反应温度及催化剂用量对生物柴油产率的影响。研究结果表明,采用旋转填充床反应器,在反应时间0.72 min、搅拌速度900 r/m、醇油摩尔比6∶1、催化剂用量3%(w)和反应温度60 ℃的最佳工艺条件下,最终转化率高达97.3%。Komers等人[31]研究了在连续搅拌釜式反应器(Continuous Stirred Tank Reactor, 简称CSTR)中利用大豆油制备生物柴油,以KOH作为催化剂,转化率可以达到98.5%。Halim等人[32]采用连续固定床反应器以脂肪酶催化废食用棕榈油的酯交换反应过程,实验采用响应面法进行催化工艺优化,该固定床反应器的设计与工艺优化加速了脂肪酶催化生物柴油大规模生产的可能性。实验结果表明,在填充床高度10.53 cm、流速0.57 mL/min、采用Novozyme 435为催化剂、叔丁醇为溶剂、原料油与溶剂体积比1∶1、醇油摩尔比4∶1和反应温度40 ℃的最佳条件下,转化率达到80.3%。表2对比了几种连续制备生物柴油的工艺。从表2可以得到,与其他几种方法相比,微波法连续制备生物柴油反应时间最短,只需0.56 min,且产量最大。反应精馏法得到的生物柴油产率最高,可以达到97%,但产量最小。与传统方法(搅拌釜反应器)相比,超声波反应器制备生物柴油技术反应时间短,反应温度低且脂肪酸甲酯产量大。

表2 连续的酯交换过程Table2 Continuoustransesterificationprocess原料催化剂反应器类型反应温度/℃反应器体积/mL停留时间/min脂肪酸甲酯产率/%脂肪酸甲酯的产量/(mol·min-1)棕榈油KOH搅拌釜反应器[33]60100040~7058.8~97.30.0252~0.0278菜籽油KOH反应精馏器[34]65102.67~6.6741.5~970.00172~0.00931黄豆油KOH微波反应器[35]5040000.5694.4~95.254.9~17.8菜籽油KOH超声波反应器[36]382620272~960.199~0.623大豆油KOH超声波反应器[37]40635010~3050~940.186~0.514
6结 论
新型制备生物柴油方法具有反应条件温和、产率高和容易实现自动化连续生产等优点,近几年受到了广泛关注,然而在膜亲水化改性的研究过程中,还有以下亟待解决的问题:
(1) 反应精馏法制备生物柴油工艺中蒸气与液体的平衡问题、复杂的两相之间的传质、多稳态动力学和催化剂的内扩散和化学动力学等问题还需进一步探索和研究。
(2) 催化膜反应器需要借鉴催化化学、膜科学与技术及反应工程等领域的最新成果,并在此基础上有所创新,开发出具有高分离性、高催化活性、高稳定性的“三高”催化膜材料,研究出新型催化膜的制备技术、设计合理优良的膜反应器和工艺流程,从而在相关化工生产中实现大规模工业化应用。
(3) 超声波反应器体积放大后,生物柴油酯化时间均延长,产率均会下降。其生产过程能耗过高,放大生产工艺不成熟,许多应用仅在实验室完成,没有大规模运用到工业生产中,且缺乏适合工业化的设备,因此,超声波制备生物柴油的机理有待进一步深入研究。
(4) 微波法中较高的微波输出功率可能损伤有机分子(如反应物甘油三酯),导致反应产率下降、副产物增多;大规模工业化生产中的安全性还有待提高和论证。
(5) 连续制备生物柴油工艺中,如何对相关新型催化工艺进行耦合,以达到产率的最大化和产物质量的最优化。
参 考 文 献
[1] DEMIRBAS A. Comparison of transesterification methods for production of biodiesel from vegetable oils and fats[J]. Energy Conversion and Management, 2008, 49(1): 125-130.
[2] ENWEREMADU C C, MBARAWA M M. Technical aspects of production and analysis of biodiesel from used cooking oil-a review[J]. Renewable & Sustainable Energy Reviews, 2009, 13(9): 2205-2224.
[3] 刘晓欣, 胡见波, 杜泽学. 反应蒸馏用于植物油酯交换制备生物柴油的研究[J]. 石油炼制与化工, 2007, 38(10): 16-20.
[4] WANG J, GE X, WANG Z, et al. Experimental studies on the catalytic distillation for hydrolysis of methyl acetate[J]. Chemical Engineering & Technology, 2001, 24(2):155-159.
[5] LAI I, LIU Y, YU C C, et al. Production of high-purity ethyl acetate using reactive distillation: experimental and start-up procedure[J]. Chemical Engineering and Process, 2008, 47(Sup9-10): 1831-1843.
[6] HE H X, GUO X, ZHU S L. Comparison of membrane extraction with traditional extraction methods for biodiesel production[J]. Journal of Oil & Fat Industries, 2006, 83(5): 457-460.
[7] SILVA N D L D, SANTANDER C M G, BATISTELLA C B, et al. Biodiesel production from integration between reaction and separation system: reactive distillation process[J]. Applied Biochemistry & Biotechnology, 2010, 161(1-8): 245-254.
[8] TAYLOR R, KRISHNA R. Modeling reactive distillation[J]. Chemical Engineering Science, 2000, 55(22): 5183-5229.
[9] 邵士俊,曹淑琴,俞贤达. 渗透汽化型酯化膜反应器研究-PVA/PSSA共混聚合物管式复合膜的膜反应性能[J]. 分子催化, 1999, 13(1): 42-48.
[10] 陈龙祥, 由涛, 张庆文, 等. 膜反应器研究及其应用[J]. 现代化工, 2009, 29(4): 87-90.
[11] 李扬, 曾静, 杜伟, 等. 我国生物柴油产业的回顾与展望[J]. 生物工程学报, 2015, 31(6): 820-828.
[12] SCHOMAECKER R, SCHMIDT A, FRANK B, et al. Membranenals catalysatortraeger[J]. Chemie Ingenieur Technik, 2005, 77(5): 1-9.
[13] ZHU M, HE B, SHI W, et al. Preparation and characterization of PSSA/PVA catalytic membrane for biodiesel production[J].Fuel, 2010, 89(9): 2299-2304.
[14] SHI W Y, HE B Q, DING J C, et al. Preparation and characterization of the organic-inorganic hybrid membrane for biodiesel production[J]. Bioresource Technology, 2010, 101(5): 1501-1505.
[15] SHI W Y, HE B Q, LI J X, et al. Continuous esterification to produce biodiesel by SPES/PES/NWF composite catalytic membrane in flow-through membrane reactor: Experimental and kinetics studies[J].Bioresource Technology, 2013, 129(2): 100-107.
[16] SALEH J, TREMBLAY A Y, DUBE M A. Glycerol removal from biodiesel using membrane separation technology[J]. Fuel, 2010, 89(9): 2260-2266.
[17] JIA Z Q, ZHEN T L, ZHANG X Q, et al. Preparation of phase-transfer catalytic porous membrane by γ-ray irradiation grafting and its application in nucleophilic substitution reaction[J]. Journal of Membrane Science, 2013, 448: 74-80.
[18] GHADGE S V, RAHEMAN H. Process optimization for biodiesel production from mahua (Madhuca indica) oil using response surface methodology[J]. Bioresource Technology, 2006, 97(3): 379-384.
[19] CASIMIRO M H,SILVA A G,ALVAREZ R,et al. PVA supported catalytic membranes obtained by γ-irradiation for biodiesel production[J]. Radiation Physics & Chemistry, 2014, 94: 171-175.
[20] DUBE M A, TREMBLAY A Y, LIU J. Biodiesel production using a membrane reactor [J]. Bioresource Technology, 2007, 98(4): 639-647.
[21] HE H Y, GUO X, ZHU S L. Comparison of membrane extraction with traditional extraction methods for biodiesel production[J]. Journal of Oil & Fat Industries, 2006, 83(5): 457-460.
[22] SALEH J, TREMBLAY A Y, DUBE M A. Glycerol removal from biodiesel using membrane separation technology[J]. Fuel, 2010, 89(9): 2260-2266.
[23] ZHANG S, ZU Y G, FU Y J, et al. Rapid microwave-assisted transesterification of yellow horn oil to biodiesel using a heteropoly acid solid catalyst[J]. Bioresource Technology, 2010, 101(3):931-936.
[24] YU D, TIAN L, WU H, et al. Ultrasonic irradiation with vibration for biodiesel production from soybean oil by Novozym 435[J]. Process Biochemistery, 2010,45(4): 519-525.
[25] MANH D V, CHEN Y H, CHANG C C, et al. Biodiesel production from tung oil and blended oil via ultrasonic transesterification process[J]. Journal of the Taiwan Institute of Chemical Engineers, 2011, 42(4): 640-644.
[26] 蒋波, 张晓东, 孙立, 等. 微波促进生物柴油制备的研究进展[J]. 化工进展, 2010, 29(11): 2057-2065.
[27] 杨晓婷, 张进, 李妍妍, 等. 微波法制备生物柴油[J]. 化工文摘, 2006(6): 40-42.
[28] LERTSATHAPORNSUK V, PAIRINTRA R, ARYUSUK K, et al. Microwave assisted in continuous biodiesel production from waste frying palm oil and its performance in a 100 kW diesel generator[J]. Fuel Processing Technology, 2008, 89(12): 1330-1336.
[29] 韩毅, 邓宇, 郝敬梅, 等. 微波固体碱法制备生物柴油[J]. 石油化工, 2007, 36(11): 1162-1167.
[30] CHEN Y H, HUANG Y H, LIN R H, et al. A continuous-flow biodiesel production process using a rotating packed bed[J]. Bioresource Technology, 2010,101(2): 668-673.
[31] KOMERS K, SKOPAL F, CEGAN A. Continuous biodiesel production in a cascade of flow ideally stirred reactors[J]. Bioresource Technology, 2010, 101(10): 3772-3775.
[32] HALIM S F, KAMARUDDIN A H, FERNANDO W J. Continuous biosynthesis of biodiesel from waste cooking palm oil in a packed bed reactor: optimization using response surface methodology (RSM) and mass transfer studies[J]. Bioresource Technology, 2009, 100(2): 710-716.
[33] COSTA J F, ALMEIDA M F, ALVIM-FERRAZ M C M, et al. Biodiesel production using oil from fish canning industry wastes[J]. Energy Conversion Management, 2013, 74(5): 17-23.
[34] HE B B, SINGH A P, THOMPSON J C. Experimental optimization of a continuous flow reactive distillation reactor for biodiesel production[J]. Transactions of the Asae, 2005, 48(6): 2237-2243.
[35] BARNARD T M, NICHOLAS E L, MATTHEW B B, et al. Continuousflow preparation of biodiesel using microwave heating[J]. Energy & Fuels, 2007, 21(3): 1777-1781.
[36] STAVARACHE C, VINATORU M, MAEDA Y, et al. Ultrasonically driven continuous process for vegetable oil transesterification[J]. Ultrasonics Sonochemistry, 2007, 14(4): 413-417.
Research progress of preparation methods for novel biodiesel
Shi Wenying1,2, Li Hongbin1, Cheng Fa2, Yang Liming1
(1.SchoolofTextilesEngineering,HenanInstituteofEngineering,Zhengzhou450007,China)
(2.SchoolofScience,TianjinUniversity,Tianjin300072,China)
Abstract:The acid and alkali catalysts are used in the traditional homogeneous catalytic technology to prepare biodiesel through the esterification or ester exchange reaction. The process contributes to serious equipment corrosion while bringing a large number of industrial wastewater, resulting in serious environmental pollution and industrial cost increasing. The new catalysts offer some advantages to homogeneous acid catalysts. They are easily automatic continuous production, high yield and under the mild reaction conditions, which have attracted most attention. In this paper, the development trends and application of biodiesel preparation methods at home and abroad were introduced. The novel biodiesel preparation methods including reactive distillation, catalytic membrane reactor, ultrasonic method, microwave method, continuous catalysis method and their application were discussed. Finally, some problems deserving further research and the application prospects of new methods for biodiesel preparation were presented.
Key words:biodiesel, reactive distillation, ultrasonic, microwave, membrane reactor
收稿日期:2015-09-10;编辑:温冬云
中图分类号:TQ645;TE667
文献标志码:A
DOI:10.3969/j.issn.1007-3426.2016.01.001
作者简介:石文英(1984-),女,博士,在站博士后。E-mail:shiwenyinggg@126.com
基金项目:①国家自然基金资助项目“基于生物柴油制备的磺化聚合物复合催化膜研制及膜接触器动力学研究”(51403052);河南工程学院博士基金项目“非织造基复合催化膜的制备表征及其在生物柴油中的应用”(D2014026);河南省高等学校重点科研项目“季胺接枝聚砜/非织造布复合膜的制备及在生物柴油中的应用研究”(16A480005);郑州市科技计划项目“聚乙烯醇纳米复合纤维膜制备生物柴油的研究”(153PKJGG133)。