一种行程可调压力机上死点智能校准系统
2016-03-17陈春童谢一伟
陈春童,唐 坚,谢一伟,徐 凯
(江苏扬力坚城锻压机床有限公司,江苏 扬州 225000)
一种行程可调压力机上死点智能校准系统
陈春童,唐 坚,谢一伟,徐 凯
(江苏扬力坚城锻压机床有限公司,江苏 扬州 225000)
本文针对行程可调压力机在滑块行程调整后,上死点会发生一定的角度漂移,需要重新标定的问题,提出一种上死点智能校准的算法,只要通过触摸屏输入偏心套的调整角度,就可通过PLC计算出上死点的漂移量,并与电子凸轮通信,修改相应参数,校准上死点。本文通过现场测试验证了该算法的可行性和有效性。
压力机;行程可调;上死点;智能校准
锻压机床是工业基础装备的重要组成部分,近年来,锻压生产在工业生产中的地位越来越重要,锻压机械在机床中所占的比重也越来越大[1]。在锻压机械中,又以曲柄压力机最多,占到一半以上。用曲柄压力机可以进行冲压和模锻等工艺生产,广泛应用于汽车、农业机械、电器仪表、国防工业以及日用品等生产部门。随着工业的发展,曲柄压力机在机械制造工业及其他工业的锻压生产中的作用越来越显著,但要求也越来越高[2,3]。
曲柄压力机根据其行程是否变化主要分为行程固定式压力机和行程可调式压力机。行程固定式压力机的行程是固定的,不可调节,因此此类压力机的加工工艺受到很大限制,满足不了一些特定用户的要求[4]。为了适应不同的冲压工艺要求,出现了行程可调式压力机。当前,行程可调式压力机主要是在轴颈部分装有偏心套手动调节机构,通过在轴颈部分调节偏心量来调整压力机的行程[5,6]。但是,滑块行程调整后,压力机上死点会发生一定的角度偏移。因此每次行程可调压力机的滑块行程调整后,都需要重新标定上死点。对于使用机械凸轮的压力机,需要将机床运行到上死点,然后在凸轮箱中重新调整凸轮角度;使用电子凸轮的压力机,在压力机运行到上死点后,需要重新设定上死点。这就需要专业人员对凸轮系统进行调整,而且这些操作相当繁琐,对不熟悉压力机运行原理的使用者带来了很大安全隐患和困扰。
针对上述问题,本文提出一种基于电子凸轮的行程可调压力机上死点智能校准算法,只需将偏心套的调整角度通过触摸屏输入,控制核心PLC就会根据算法计算出上死点的偏移量,并将偏移角度发送给电子凸轮控制器,从而修正上死点。
1 压力机构成及其控制系统
压力机的基本原理如图1所示,通过带传动和齿轮传动机构将电机的运动传递给工作机构,再运用曲柄滑块机构将传动系统的旋转运动变为滑块的往复运动,由离合器、制动器等控制系统来保证压力机安全、准确地运转[7]。
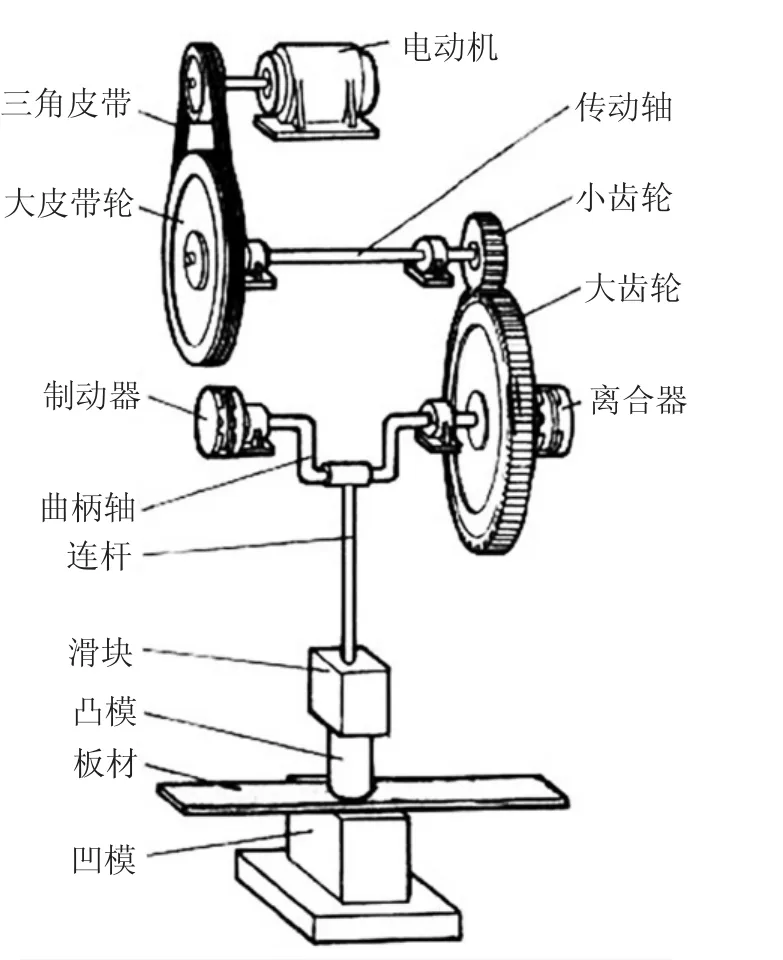
图1 机械曲柄滑块压力机传动系统简图[8]

图2 压力机控制系统机构图
本文中压力机的控制系统如图2所示,控制核心PLC通过按钮站、编码器和接近开关等收集外部信号,综合外部信息和功能需要来控制各类电磁阀和电机动作以实现控制要求,并以指示灯的形式给出一些压力机当前的运行状态,辅助使用者更好地操作压力机。通过PLC与触摸屏的通信,使压力机的人机交互更加友好,当压力机出现常见故障时,触摸屏可准确显示当前故障,方便维修人员维修,使压力机操作更加方便快捷。
2 上死点智能校准算法
本文中压力机曲轴如图3所示。为了调节压力机行程,将偏心套装在曲轴的曲拐部分,通过调整机构转动偏心套,改变其偏心与曲拐轴偏心的相对位置,随着不同角度的变化,从而得到不同的压力机行程。设主轴中心O1与曲拐中心O2的距离为b,偏心套中心O3与曲拐中心的O2距离为a,主轴中心O1与偏心套中心O3距离为c,则当偏心套旋转一个角度后,主轴中心O1、曲拐中心O2和偏心套中心O3在轴向上组成的三角形△O1O2O3的边O1O3长度会发生变化,而压力机的行程就是三角形边O1O3长度的两倍,即2c。由此可见当偏心套的偏心与曲拐的偏心在同一方向上时,压力机行程最大,为2(b+a);相应的当偏心套偏心与曲拐的偏心在径向方向反置时压力机行程最小,为2(b-a)。
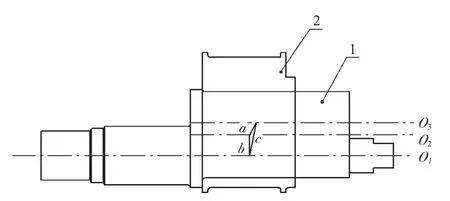
图3 压力机行程可调机械结构示意图
将图3所示的结构抽象成数学模型,如图 4所示,可看出当偏心套角度旋转∠O3O2O3′时,压力机行程由2(b+a)变为了2c,实现了上死点调节功能,上死点由O3变为了O3′,上死点角度漂移为∠O2O1O3′。
设角度∠O3O2O3′为,角度∠O2O1O3′为,对三角形△O2O1O3′运用余弦定理可求出滑块行程:


图4 数学模型
式中:a——偏心套中心O3与曲拐中心的O2距离;
b——主轴中心O1与曲拐中心O2的距离;
c——主轴中心O1与旋转后偏心套中心O3′的距离。
由于本文中偏心套的调节范围为0°~180°,因此α∈[0,π],则上式可简化为:

通过式(2)可求出主轴中心O1与旋转后偏心套中心O3′的距离c的值,由距离a、b和c的值可求出上死点从O3变化到O3′的偏移角度β:

因此,只要使用者通过触摸屏输入偏心套的调整角度α,触摸屏将输入的偏心套调整角度发送给PLC,PLC根据上文所述算法计算出上死点偏移角度,并将该角度值存入电子凸轮控制器的“可变行程角度修正值”地址中,电子凸轮控制器结合上死点偏移角度与当前上死点信息,重新标定上死点,然后综合新的上死点信息和编码器采集的当前角度信息计算出当前滑块位置,最后将当前滑块信息发送给电子凸轮显示器,修改当前电子凸轮角度,使机床实际上死点位置与电子凸轮显示器的0°位置相一致,以实现行程调整后,上死点智能校准功能。
3 试验调试
根据上述算法原理进行编程,部分程序如下所示:


将上述程序下载到PLC,通过现场测试,当通过触摸屏输入偏心套调整的角度后,能够自动调整上死点偏移角度,大大简化压力机行程调整后上死点调整过程,使使用者能够更加方便、舒适地使用行程可调压力机,提高生产效率。
4 结论
本文针对行程可调压力机在行程调整后上死点发生漂移、校准上死点比较麻烦的问题,借助当前PLC越来越强大的计算功能,给出一种上死点智能校准算法。通过输入的偏心套调整角度计算出上死点的偏移角度,并运用电子凸轮控制器校准该偏移量,在不增加硬件的条件下,完成上死点的智能校准,大大减小了行程可调压力机上死点校准的复杂程度。同时,通过实际测试验证了该方法的有效性和可行性。
[1]高 峰,郭为忠,宋清玉,等.重型制造装备国内外研究与发展[J].机械工程学报,2010,46(19):92-107.
[2]师后龙,何光军,鹿新建,等.曲柄压力机的传动系统及发展趋势[J].锻压装备与制造技术,2010,45(4):14-17.
[3]李淑红,童 放.浅谈曲轴自由锻造的下料计算[J].锻压技术,2005,30(4):1-2.
[4]田洪中,荣 虔,夏 伟.手动调节行程的压力机气垫[J].锻压装备与制造技术,2009,44(6):37-38.
[5]邵中魁,赵升吨,刘 辰,等.机械压力机行程调节方式合理性探讨[J].锻压装备与制造技术,2012,47(4):8-12.
[6]梅碧舟,郭万川,刘茂银.采用作图法准确调整压力机行程[J].锻压技术,2007,12:120-121.
[7]何彦忠,陈文家,黄建民,等.一种新型压力机行程调节机构设计[J].锻压技术,2010,,6:118-121.
[8]何彦忠.行程可控压力机传动系统构型设计及其工作性能研究[D].扬州:扬州大学,2011:10-16.
The intelligent calibration system of top dead center for stroke-adjustablepress
CHEN Chuntong,TANG Jian,XIE Yiwei,XU Kai
(Jiangsu Yangli Jiancheng Metalforming Co.,Ltd.,Yangzhou 225000,Jiangsu China)
Aiming at the problems that the top dead center would shift in a certain angle after adjusting the stroke in the stroke-adjustable press which need re-calibrating work,a new intelligent calibration algorithm of top dead center has been presented in the text.As long as the adjusting angle ofeccentric sleeve has been input via touch screen,the shifting amount of top dead center can be calculated through the programmable logic controller(PLC). By communicating with electronic CAM and changing related parameters,the top dead center has been calibrated. The effectiveness and feasibility of the algorithm have been verified through site testing.
Press;Adjustable stroke;Top dead center
TG315.5
B
10.16316/j.issn.1672-0121.2016.01.023
1672-0121(2016)01-0080-03
2015-06-01
陈春童(1974-),男,高级工程师,从事锻压机械电控系统研发设计。E-mail:yljscct@163.com
