回转头压力机送料系统加速度数据采集及分析
2016-03-17魏志国王菁华张建设张延伟
魏志国,王菁华,李 兵,朱 煜,张建设,张延伟
(济南铸造锻压机械研究所有限公司,山东 济南 250306)
回转头压力机送料系统加速度数据采集及分析
魏志国,王菁华,李 兵,朱 煜,张建设,张延伟
(济南铸造锻压机械研究所有限公司,山东 济南 250306)
准确采集回转头压力机送料系统的加速度数据并进行分析,是提高回转头压力机工作稳定性和提高送料效率的一个准确可靠的支持。加速度测量可以采用加速度传感器,通过分别在X方向和Y方向上布置加速度传感器,可方便地对加速度信号进行采集。将加速度传感器输出的电压信号采集到虚拟仪中,便可实现对加速度数据的实时采集。
回转头压力机;加速度;数据采集;虚拟仪
回转头压力机的加工效率和质量不仅取决于主传动系统、模具系统,而且直接与送料系统的送料速度、送料加速度等参数有关。准确采集回转头压力机送料系统的加速度数据并进行分析,是对回转头压力机工作稳定性和送料效率的一个准确可靠的支持。本文从数据采集方法以及实际采集结果对回转头压力机的送料性能进行分析评价。
1 技术背景
回转头压力机的送料系统可以分为X、Y两个运动方向,两方向的主流送料系统规格分别为2500mm×1250mm和2500mm×1500mm。其传动形式有伺服电机带动滚珠丝杠以及伺服电机带动齿轮齿条两种主要形式。其中各个运动方向都配合有直线导轨滑块作为运动部件的导向。
本测试样机采用伺服电机直接驱动滚珠丝杠形式传递动力。在X方向采用一根直线导轨进行导向,在Y方向采用四根直线导轨进行导向。
送料系统Y方向包括固定设置在支撑底座上的Y轴导轨、Y轴电机座和Y轴轴承座,在Y轴导轨上设置有沿Y轴导轨滑动的Y轴滑块,在Y轴电机座上固定Y轴电机,横梁座与Y轴滑块固定连接并通过Y轴导轨和滑块进行导向。
送料系统X方向运动机构包括X轴电机,X轴丝杠通过X轴联轴器与X轴电机连接,和X轴丝杠配合的X轴丝母;在横梁上设置有X轴电机座和X轴轴承座。X轴丝杠两端通过X轴电机座和X轴轴承座来固定,X轴丝母通过螺钉与联接座联接,联接座带动溜板沿X方向运动,溜板通过X轴导轨和X轴滑块进行导向,联接座与溜板通过螺钉联接,夹钳固定在溜板上并夹持板料随着溜板沿X方向运动。
2 测试平台介绍
本次加速数据均在虚拟仪中进行采集。采集和数据分析系统采用美国NI公司的PXI机箱和嵌入式PXIe控制器为系统运行平台,选择加速的测试采集功能模块实现加速度信号的数据采集,系统模块化程度高,可靠性高。PXI是一种基于PC技术的平台,是一种专为工业数据采集与自动化应用量身定制的模块化仪器平台。PXI为测量和自动化系统提供了高性能、高坚固性、低成本的配置方案。作为一种公开的标准化工业测控平台,PXI已经在电子产品测试、航空航天、汽车、能源电力、通信等领域获得了广泛应用,并且得到了包括NI、Agilent、Pickering在内的主流测试测量设备厂商的支持,已成为主流的模块化仪器平台。
本系统主要包括传感器、数据采集系统、系统软件等部分。系统使用了PXI机箱加固装置和外挂式机箱显示套件。系统的外观效果图如图1所示。
通过LabVIEW对各个测量项目进行设计,如图2所示。
3 加速度测量
加速度测量采用加速度传感器进行,通过在X方向和Y方向上布置加速度传感器,可方便地对加速度信号进行采集。将加速度传感器输出的电压信号采集到虚拟仪中,可方便地进行加速度数据的实时采集。
3.1 X运动方向加速度测试
X轴加速度的测试对象为X轴溜板。测量时Y轴保持静止,分别对倍率、步距进行测试对比,测量数据记录如表1(见下页)所示。

图1 系统外观效果图

图2 LabVIEW界面

图3 X方向加速度测量
结果分析:
(1)对比A1、A2、A3一组,A4、A5、B3一组,A6、B4一组,以及A7、B5共四组数据可直观地看到,倍率提高后,加减速的加速度最大值均变大;两组数据之间横向对比,亦可看出步距增加后,倍率的改变对加速度幅值的影响更为明显。
(2)对比B1~B5可直观看到,步距增加后,加减速的加速度最大值逐步增加,当步距为200mm时,加减速的加速度最大值反而减小,这是因为步距较大,运行时间跨距长。
(3)A6、A7的波形中均可看到,一个步距周期中,加速度有两段为0的时间段,其中前一段为加速后匀速运行的时间段,后一段为X轴停止,冲压的时间段;出现这样的波形是因为步距较大,倍率25%最小,工作频率小,因而出现匀速运动的波段。
3.2 Y运动方向加速度测试
Y轴加速度的测试对象为横梁,测量时,X轴保持静止,分别对倍率、步距进行测试对比,测量数据记录如表2(见后页)所示。
结果分析:
(1)对比A1、A2、A3一组,A4、A5、B3一组,A6、B4一组,以及A7、B5共四组数据可直观地看到:第一组的倍率提高后,加速度加减速的幅值变化很小,其他三组的加速度加减速的幅值均随着倍率的增大而变大。两组数据之间横向对比,亦可看出步距增加后,倍率的改变对加速度幅值的影响更为明显(200步距的数据对比不具有参考性,因为步距较大,倍率的影响因时间长而相应减弱)。
(2)对比B1~B5可直观看到,步距增加后,加减速的加速度最大值逐步增加,当步距为200mm时,加减速的加速度最大值反而减小,这是因为步距较大,运行时间跨距长。
(3)A6、A7的波形中均可看到,一个步距周期中,加速度有两段为0的时间段,其中前一段为加速后匀速运行时间段,后一段为X轴停止,冲压的时间段;出现这样的波形是因为步距较大,倍率25%最小,电机功率小,因而出现匀速运动的波段。

图4 Y方向加速度测量
4 结论
依托加速度传感器的数据收集功能以及虚拟仪的数据采集以及分析功能,对回转头压力机送料系统进行加速试验,分别对X轴、Y轴的加速度数据进行采集。对采集到的数据通过DAQ on Demand数据采集软件进行分析,可明确地了解到回转头压力机工作时送料轴的加速性能,对于提高回转头压力机的送料速度和送料稳定性有很重要的意义。
[1]蒲良贵,纪明刚,主编.机械设计[M].北京:高等教育出版社,2001.
[2]成大先.机械设计手册[M].北京:化学工业出版社.2008.
[3]王 珺,等.基于ABAQUS的数控转塔冲床送进横梁模态分析[J].锻压装备与制造技术,2013,48(3).
Collection and analysis of acceleration data for feeding system in the CNC turret punch press
WEI Zhiguo,WANG Jinghua,LI Bing,ZHU Yu,ZHANG Jianshe,ZHANG Yanwei
(Jinan Foundry and Metalforming Machinery Research Institute Co.,Ltd.,Jinan 250306,Shandong China)
The accurate collection and analysis of acceleration data for feeding system in CNC turret punch press can help improve its working stability and feeding efficiency.The acceleration has been measured by use of acceleration sensor.The acceleration sensors have been placed in X and Y axes in order to collect the acceleration signal conveniently.The output voltage signal from the sensor has been collected into visual instrument,thus in this way,the acceleration data have been collected conveniently.
CNC turret punch press;Acceleration;Data collection;Visual instrument
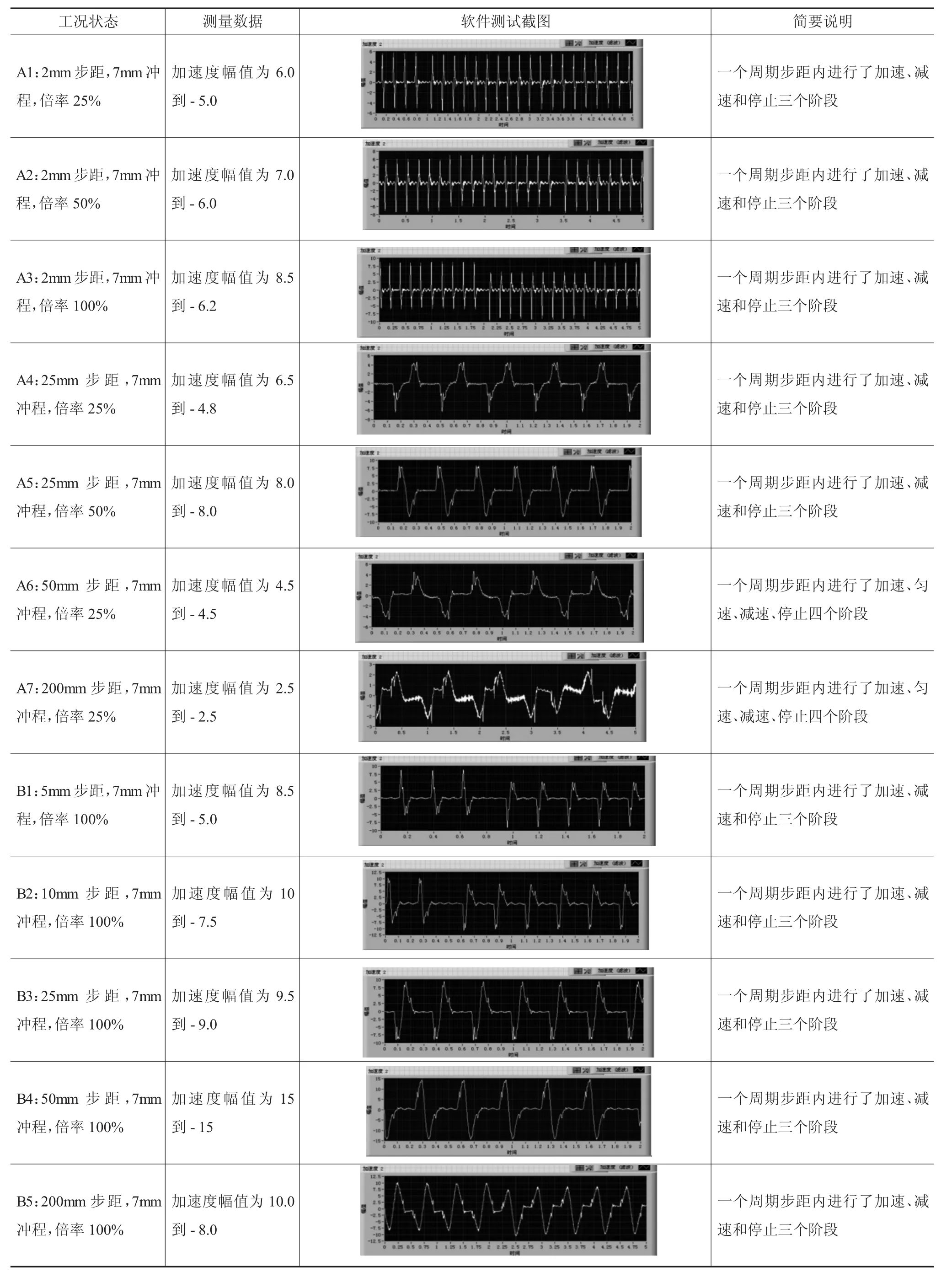
表1 X轴测试数据统计/(m/s2)
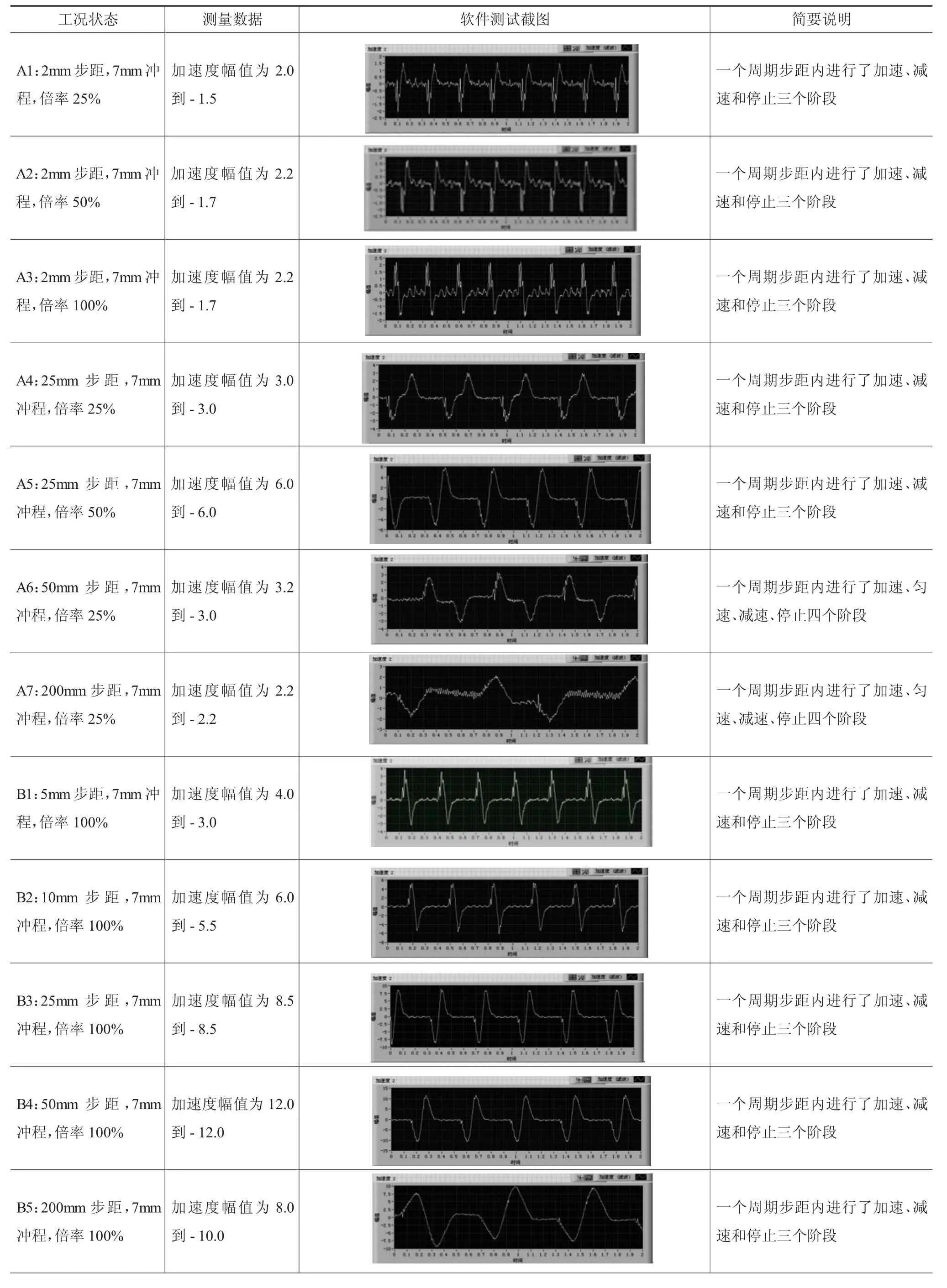
表2 Y轴测试数据统计/(m/s2)
TG385.1
A
10.16316/j.issn.1672-0121.2016.01.021
1672-0121(2016)01-0072-04
2015-11-21;
2015-12-26
魏志国(1986-),男,工程师,从事数控转塔冲床设计研发。E-mail:15066153054@163.com
