数控折弯机自动回转换模及快速夹紧系统
2016-03-17王菁华胡智明顾忠新易成刚
王菁华,胡智明,顾忠新,易成刚,冯 莉
(1.济南铸造锻压机械研究所有限公司,山东 济南 250022;2.郑州精益达汽车零部件有限公司,河南 郑州 450000)
数控折弯机自动回转换模及快速夹紧系统
王菁华1,胡智明1,顾忠新1,易成刚2,冯 莉1
(1.济南铸造锻压机械研究所有限公司,山东 济南 250022;2.郑州精益达汽车零部件有限公司,河南 郑州 450000)
本文针对数控折弯机在模具存储、快速换模及模具快速夹紧等方面的特点,研发出一种节能、高效、安全的自动回转换模及夹紧系统,并详细介绍其结构特点、技术特点和工作过程,以及在FWD250-3000型数控折弯机中的实际应用效果。与传统换模方式进行对比分析,显示了其节能、高效、安全等技术特点。可为新系统的推广应用及相关设计提供有益的技术参考。
折弯机;模具;自动回转换模;快速夹紧
数控折弯机主要用于金属板材整体弯曲成形,在滑块一次行程后,即能将板材折弯成一定几何形状,通过更换模具和多次折弯还可得到比较复杂的各种截面形状[1]。其与数控转塔冲床、数控剪板机构成了金属板材加工缺一不可的配套设备,广泛应用于多品种、批量生产的金属板材加工行业,如飞机、船舶、汽车制造、电器开关、电子设备、仪器仪表、医疗器械等行业。
伴随着新技术的不断发展应用,数控折弯机技术的发展突出体现为节能、高效以及智能化等方面;同时随着用户对折弯工艺、效率等要求的不断提高,加之折弯工件样式丰富多样,需要的模具种类越来越多,且模具日趋复杂与昂贵[2]。因此,研发一种集模具存储、快速换模及模具夹紧为一体的系统具有重要意义。
根据换模方式的不同,折弯机可分为手动换模折弯机和自动换模折弯机[3]。手动换模折弯机(图1)主要用于模具重量较轻且模具种类较少的情况下,操作工从模具柜架(图2)中分别取出模具并安装到折弯机上、下模位。自动换模折弯机主要技术特点是能够实现模具的自动更换,其具有代表性的是湖北黄石LVD自动换模折弯机和德国通快自动换模折弯机。

图1 手动换模折弯机

图2 模具柜架
湖北黄石LVD折弯机自动换模系统主要包括模具库和机械手,模具库设置在主机床身内部,折弯机上、下模整齐平行单层摆放,机械手可以实现X、Y、Z三个方向运动,换模灵活快速。其特点是模具库存在于折弯机床身内部,空间利用率较高。适用于小型折弯机,适合于模具结构小、种类较多的用户。
德国通快折弯机自动换模系统则将模具库存放于主机之外,其模具库装置是一个模具柜架。上模存储在柜架上层,下模存储在柜架下层。当需要进行换模时,传接模具的横梁可将上、下模推入工作工位。其特点是存储模具数量较大,但需占用主机外空间。
针对上文提出的数控折弯机在模具存储、快速换模及模具快速夹紧等方面的特点,济南铸造锻压机械研究所有限公司研发出一种节能、高效、安全的自动回转换模及夹紧系统,本文详细介绍其结构特点、技术特点和工作过程,以及在FWD250-3000型数控折弯机(图3)中的实际应用效果。文件还与传统换模方式进行对比与分析,不仅可使读者对其节能、高效、安全等技术特点有进一步了解,也能为此新系统的推广应用以及相关设计提供有益的技术参考。

图3 FWD250-3000自动换模折弯机
2 动回转换模及夹紧系统结构
自动回转换模及夹紧系统由模具周转机构、模具后档及搬运机构、转盘定位锁紧机构和模具快速夹紧机构三部分组成。
2.1 模具周转机构
2.1.1 结构特点
模具周转机构设置于床身内部,床身左、右侧板上设置有轴承座,在轴承座上通过轴承安装转盘轴,在转盘轴上设置随转盘轴枢转动的回转轮盘,左、右两个回转轮盘通过刚性连接轴和联轴器连接在一起并由右转盘轴驱动,确保左、右回转轮盘同步旋转,右转盘轴通过减速器与伺服电机连接,为整个模具周转机构提供动力。每个回转轮盘上安装有若干个能够自转的挂接轴。在回转轮盘周向盘面开设有与挂接轴一一对应的销孔,销孔中安装有锥套。同时,回转轮盘上开设有若干个工艺孔(图4)。
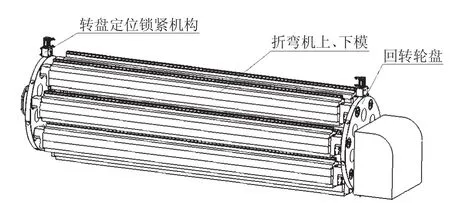
图4 模具周转机构结构示意图
折弯机上模两侧安装有导向板,折弯机下模两侧安装有模具挂板,模具挂板外侧开设有与挂接轴相配合的型槽,折弯机上模与下模通过导向板与模具挂板的配合固定在一起。折弯机上、下模通过挂接轴挂接在回转轮盘上,由于具备以上特征,回转轮盘在整个旋转过程中折弯机模具始终保持竖直位置、不会翻转、不会左右串动。
2.1.2 技术特点
(1)模具周转机构存在于折弯机床身内部,空间布置合理。
(2)模具周转机构通过回转轮盘旋转来进行换模操作,空间利用率大幅提高,换模效率提高。
(3)回转轮盘上开设有若干个工艺孔,不但可减轻模具周转机构的整体重量,而且结构更加合理。
(4)整体机构简单,占用空间小,可最大限度地利用转盘空间,增加模具数量。
2.2 模具后档及搬运机构
2.2.1 结构特点
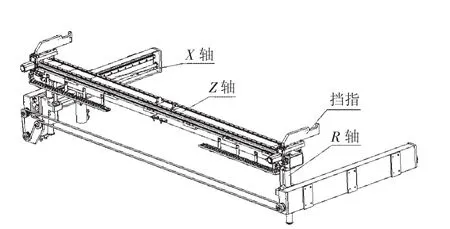
图5 模具后档及搬运机构结构示意图
模具后档及搬运机构(图5)通过相对布置的左、右两支架固定于折弯机床身内部。两支架内部分别分布有第一、第二X轴丝杠和第一、第二X轴导轨,固定于左支架上的伺服电机通过皮带、皮带轮与第一、第二X轴丝杠相连接,驱动挡指沿X轴方向运动。
第一、第二X轴导轨与左、右支撑座固定连接,左、右支撑座上开设有垂向布置的导向孔和螺母座孔,导向柱穿过导向孔与横梁连接,第一、第二R轴丝杠穿过螺母座孔与横梁连接。固定于横梁上的伺服电机通过皮带、皮带轮与第一、第二R轴丝杠相连接,驱动挡指沿Y方向运动。
横梁上部设置有挡指驱动装置,驱动挡指沿Z方向运动。挡指驱动装置包括设置在横梁上面的第一、第二Z轴导轨,挡指通过滑块骑跨在两根Z轴导轨上,与挡指固定连接的伺服电机通过齿轮与齿条的啮合带动其沿两根导轨滑动。
模具后档及搬运机构搬运折弯机模具时,模具挂板与左右挡指接触,当挡指抬起折弯机模具时,模具能够瞬间自动找正,搬运模具更加安全可靠。
模具后档及搬运机构同时兼具折弯机后挡料功能。在挡指前端安装有圆柱销,板料通过接触圆柱销圆柱面进行板料精确定位。
2.2.2 技术特点
(1)模具后档及搬运机构兼具板料定位功能,使折弯机整机更加简化,而且制作成本降低,经济实用性好。
(2)模具后档及搬运机构中挡指可以沿X、Y、Z三方向运动,灵活实现从模具周转机构到工作台,从工作台到模具周转机构的搬运转换,减少非工作时间,优化生产力。
(3)模具后档及搬运机构中挡指前端装设有圆柱销,通过线定位使得板料定位更加准确。
2.3 转盘定位锁紧机构
从调查情况看,我市农业保险工作虽然取得了加快发展,但在工作中还存在一些问题,主要体现在:一是农民投保意识不强。大多数农民对农业保险认识不到位,存在着小灾理赔钱少,大灾靠政府的心态。二是理赔不到位。农民认为受灾减收比例与保险公司认定的受灾比例不一致,实际理赔资金低于农民心里预期受灾赔付额度,导致产生理赔纠纷,影响了农民投保积极性。三是部分保险产品风险较大。一些低洼地、易受灾的农户,参保的积极性较高,为保险部门开展保险业务,创新保险产品,带来较大风险。
如图6所示,转盘定位锁紧装置主要包括定位销支座、定位销、气缸等。定位销支座通过螺钉固定在床身侧板上,定位销穿过定位销支座与气缸连接。当进行换模时,气缸首先推动定位销从转盘销孔中拔出,当回转轮盘旋转至取模工位时,气缸推动定位销插入回转轮盘销孔中,将转盘精确定位并锁死。
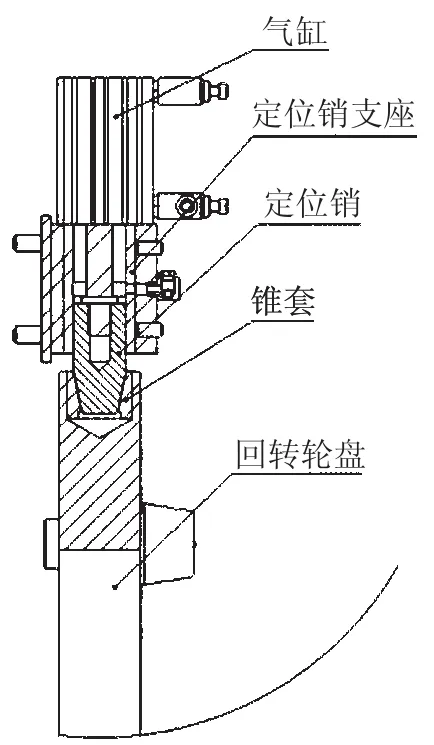
图6 转盘定位锁紧机构结构示意图
2.4 模具快速夹紧机构
2.4.1 结构特点
模具快速夹紧机构包括折弯机上模快速夹紧机构和折弯机下模快速夹紧机构,如图7所示。
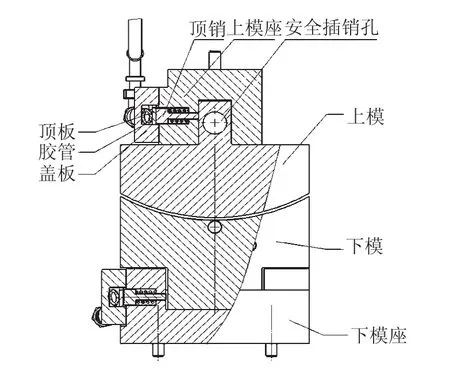
图7 模具快速夹紧机构结构示意图
折弯机上模快速夹紧机构包括与滑块固定连接的上模座,上模座垂向加工有放置上模模柄的凹槽,一侧加工有若干个并列布置的沉头孔,用于放置顶销和弹簧。与上模座固定连接的盖板中开设有贯通槽,贯通槽中放置有胶管和顶板。当对胶管进行冲压,胶管膨胀并挤压顶板,顶板挤压顶销,顶销进而夹紧折弯机上模。
折弯机上模快速夹紧机构还包括上模安全锁,确保在胶管压力突然消失时模具不会掉下,保证操作者和模具的安全。
折弯机下模快速夹紧机构包括与工作台或补偿装置连接的下模座,下模座中同样加工有放置下模模柄的凹槽和放置回弹螺钉、弹簧的沉头孔,盖板加工有放置顶板和胶管的贯通槽,结构与上模快速夹紧机构一样。
2.4.2 技术特点
(1)模具快速夹紧机构采用液压夹紧,夹紧力可精确调整并且分布均匀,使其可靠性增加。
(2)上模快速夹紧机构中包含有安全锁,整个装置更加安全可靠。
(3)模具快速夹紧机构结构简单,经济实用性好。
(4)模具快速夹紧机构可将模具精确安装,安装后无需微调。
3 自动回转换模及夹紧机构工作过程
当进行换模操作时,折弯机上、下模首先合模,折弯机上模快速夹紧机构上模安全锁中气缸反向通气并将安全销从折弯机上模安全插销孔中拔出,用于夹紧模具的胶管泄压,折弯机模具被松开并可进行换模操作。
模具后档及搬运机构中挡指通过沿X、Y、Z三方向的移动到达折弯机工作台模具挂板下方,挡指通过Y方向运动将模具从下模座凹槽中抬起,通过X、Y方向移动将折弯机模具运回至模具周转机构并悬挂在挂接轴上面,模具后档及搬运机构挡指通过沿X、Y方向移动避让开模具周转机构。
当折弯机模具平稳后,转盘定位锁紧机构中气缸反向通气将定位销从回转轮盘销孔中拔出。伺服电机通过减速器驱动回转轮盘进行旋转,当所需要的折弯机模具旋转至换模工位时,伺服电机停止运转。转盘定位锁紧机构中气缸通气并推动定位销插入回转轮盘销孔中,将回转轮盘精确定位并锁死。
模具后档及搬运机构中挡指通过X、Y方向运动将折弯机模具从模具周转机构中运送至折弯机工作台下模座中。此时,折弯机滑块向下运动并将上模模柄插入上模座凹槽中。当上模模柄到达指定位置时,上模安全锁中气缸推动安全销插入到折弯机上模安全插销孔中,对快速夹紧机构中胶管进行冲压并夹紧折弯机上、下模。模具后档及搬运机构中挡指通过沿X、Y、Z三方向运动并对板料进行定位。
4 结束语
我公司采用该自动换模及夹紧系统为郑州精益达汽车零部件有限公司研发出FWD250-3000新型数控折弯机。该新型折弯机换模时间大大缩短,据现场测试研究,每次换模时间从20min缩减至5min,大大提高了换模效率。各项技术参数和几何精度均符合设计要求,设备机械、液压、电气等各部件运行正常、平稳可靠,符合用户使用要求,得到用户肯定和好评。
[1]顾忠新,胡智明.基于ANSYS折弯机机架的有限元分析[J].锻压装备与制造技术,2014,49(2):26-28.
[2]钱荣芳.大型压力机的快速换模系统设计[J].锻压装备与制造技术,2005,40(5).
[3]刘维纲.折弯机的快速换模装置[J].机械工人,2000,(7).
Automatic rotary die changing and quick clamping system for CNC press brake
WANG Jinghua1,HU Zhiming1,GU Zhongxin1,YI Chenggang2,FENG li1
(1.Jinan Foundry&Metalforming Machinery Research Institute Co.,Ltd. Jinan 250306,Shandong China; 2.Zhengzhou Jingyida Auto Parts Co.,Ltd.,Zhengzhou 450000,Henan China)
Aiming at the characteristics of CNC press brake,such as die storage,quick die changing and die clamping,an automatic die changing and clamping system has been researched and developed,which is energysaving,high-efficient,and safe.The structure&technical characteristics and working process have been introduced,as well as the practical application in FWD250-3000 type CNC press brake.By comparison and analysis with conventional die changing mode,the technical characteristics like energy-saving,high-efficiency,and safety have been put forward,which provides technical reference for wide application and related design of the new system.
Press brake;Die;Automatic rotary die changing;Quick clamping
TG315.5+4
B
10.16316/j.issn.1672-0121.2016.01.012
1672-0121(2016)01-0046-04
2015-09-17;
2015-11-06
王菁华(1977-),男,工程师,从事数控锻压设备技术与营销管理。E-mail:jnjmnc@126.com
