低温甲醇洗全贫液与半贫液流程模拟及对比
2016-03-16李蒙,马炯
李 蒙,马 炯
(中石化南京工程有限公司,江苏 南京 211100)
低温甲醇洗全贫液与半贫液流程模拟及对比
李蒙,马炯
(中石化南京工程有限公司,江苏 南京211100)
摘要:低温甲醇洗全贫液与半贫液流程吸收塔有2个关键不同点:①吸收塔上部脱碳段全贫液流程吸收液为1股,半贫液流程为2股;②全贫液流程吸收塔CO2吸收段分3段,半贫液流程吸收塔CO2吸收段分2段。采用Aspen Plus和DRP软件分别对低温甲醇洗全贫液和半贫液流程的吸收塔塔内件进行模拟和对比。在流程工艺模拟基础上对吸收塔进行水力学计算。模拟计算结果表明,全贫液流程吸收塔能量消耗比半贫液流程高,总体循环量比半贫液流程小,吸收塔上段塔径比半贫液流程塔径小。液相负荷是吸收塔设计的决定因素,降液管液泛为塔盘限制因素。塔盘间距与塔径成反向关系,在设计时合理增大降液管面积和塔盘间距以缩小塔径,使吸收塔总体造价降低。
关键词:低温甲醇洗;全贫液;半贫液;Aspen;过程模拟;吸收塔
气体净化方法有气液吸收、气固相催化转化、固体吸附、分子筛分离、膜分离等,目前工业中应用最为广泛的方法还是气液吸收。
根据吸收过程的特点,酸性气体的吸收过程可分为3类:物理吸收法(如低温甲醇洗-Rectisol)、化学吸收法(如热钾碱)、物理化学吸收法(如MDEA)。物理吸收和化学吸收的典型平衡曲线见图1[1],曲线表示溶液中溶解的气体组分(如CO2和H2S)的浓度[酸性气体的体积(m3)/吸收剂体积(m3)]与其平衡蒸汽压的关系。
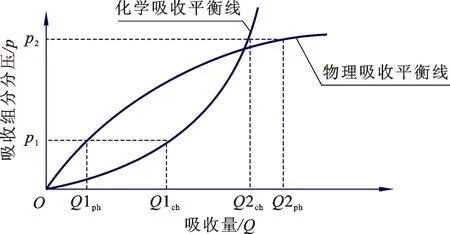
图1 物理、化学吸收平衡曲线注:Qph:物理吸收量;Qch:化学吸收量
溶剂循环量受原料气量和操作条件影响较大,操作压力提高、温度降低,溶剂循环量减少。
低温甲醇洗(Rectisol)能够有效脱除原料气的H2S、CO2和COS等组分,净化气中总的硫含量可脱至0.1 mg/m3以下,CO2可脱至10 mg/m3以下,与其他吸收技术比较有一定的优越性[2],特别是在高压、大规模的工业化装置中,技术优势更为明显。
目前对低温甲醇洗技术的研究广泛开展,其方向主要是针对流程模拟[3,4]、原料气适应性[5]和操作过程中遇到具体问题的整改措施等方面[6]。本文是通过流程对比,分析贫液和半贫液流程的优缺点,研究两种流程中吸收塔的设计差异性,对工程项目的流程配置及后续设计有指导意义。
1流程对比
在吸收塔中,低温甲醇洗工艺以物理吸收方法将合成气中高浓度酸性气体除去,得到合格气体。富含CO2、H2S的甲醇经过中压闪蒸、解析、气提、热再生等手段解析出酸性气体。整个流程主要有吸收塔、中压闪蒸塔、H2S浓缩塔、热再生塔、甲醇水分馏塔、尾气洗涤塔等6塔,半贫液流程见图2,全贫液流程见图3。
全贫液流程与半贫液流程的全流程设置基本理念相同,都是脱硫和脱碳分级吸收,主要区别有以下2点:①吸收塔上部脱碳段全贫液流程吸收液为1股,半贫液流程为2股;②全贫液流程吸收塔CO2
吸收段分3段,半贫液流程吸收塔CO2吸收段分2段。具体描述如下。
(1)全贫液流程是指甲醇溶剂全部采用热再生塔中段贫甲醇,且只有这1股外供吸收甲醇来源(见图3中注1)的流程。半贫液流程是指甲醇溶剂除顶部一股来自热再生塔中段贫甲醇外,还引1股经中压闪蒸及H2S浓缩塔顶两级闪蒸、解析部分CO2后的含CO2但不饱和的半贫甲醇(见图2注1和注3)的流程。半贫液流程在H2S浓缩塔有部分半贫甲醇回吸收塔,进热再生塔甲醇量相应减少,热再生塔设计负荷会减小,蒸汽消耗降低。
(2)吸收塔从塔底到塔顶分为预洗段、H2S吸收段、CO2吸收段。甲醇吸收CO2会释放溶解热,为保持热量平衡和吸收效果,需对甲醇溶液进行外循环冷却。半贫液流程中的半贫液是含有部分CO2的低温甲醇溶液,故可以吸收的CO2量少,同时释放的吸收热量绝对值也会小些,全贫液流程在CO2吸收段需分为3段,而半贫液流程在CO2吸收段则分为2段(见图2与图3中T101吸收塔)。同时全贫液流程在吸收塔中吸收溶剂甲醇循环量会较半贫液流程循环量(贫甲醇+半贫甲醇)小。
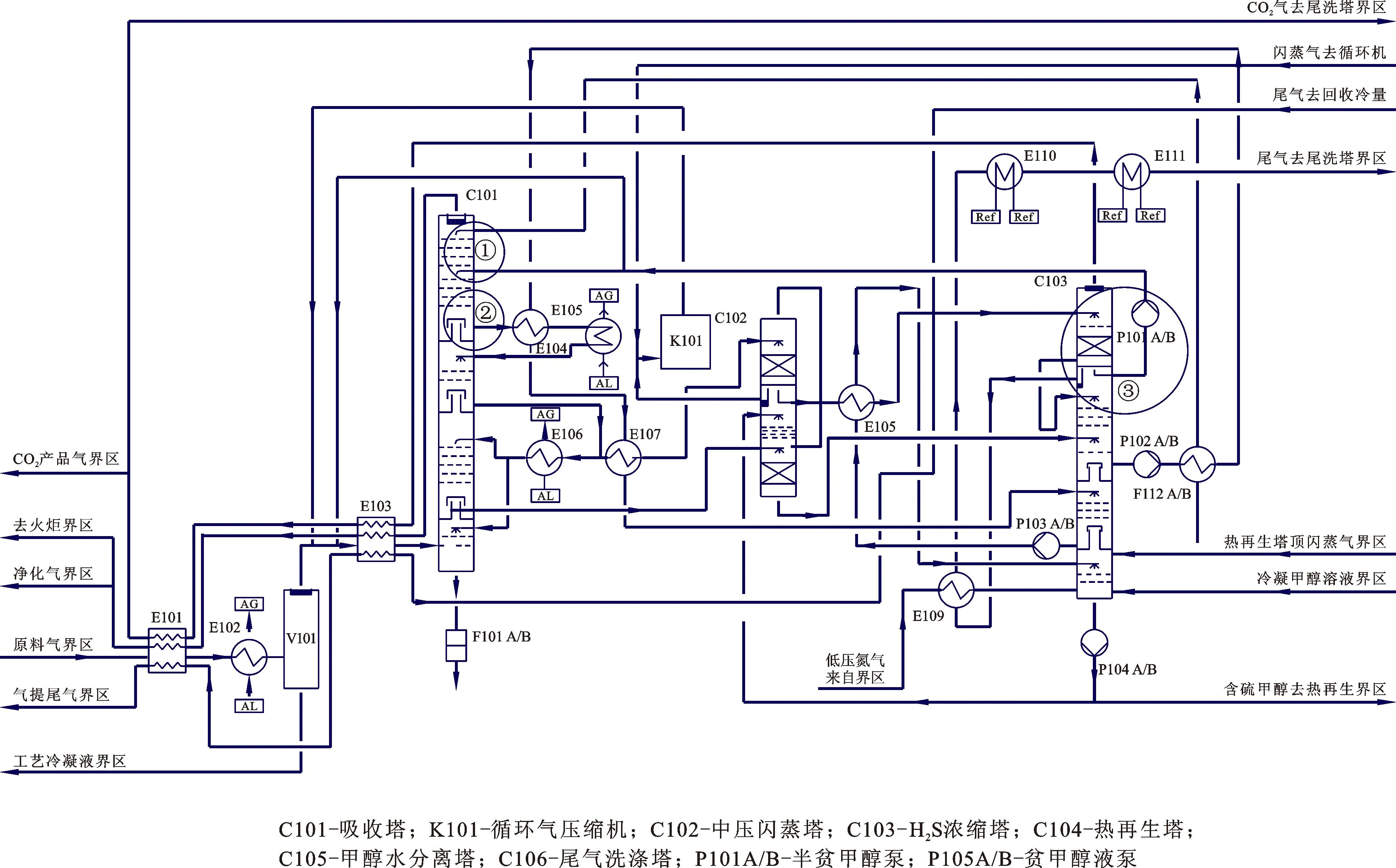
图2 半贫液流程
目前,从热量平衡角度考虑,多推荐半贫液流程,但半贫液流程的换热网络配置较全贫液流程复杂,全贫液流程工况适应性广,两者总体物料平衡及热量平衡也有很大的区别,不能简单评价两流程的优劣。
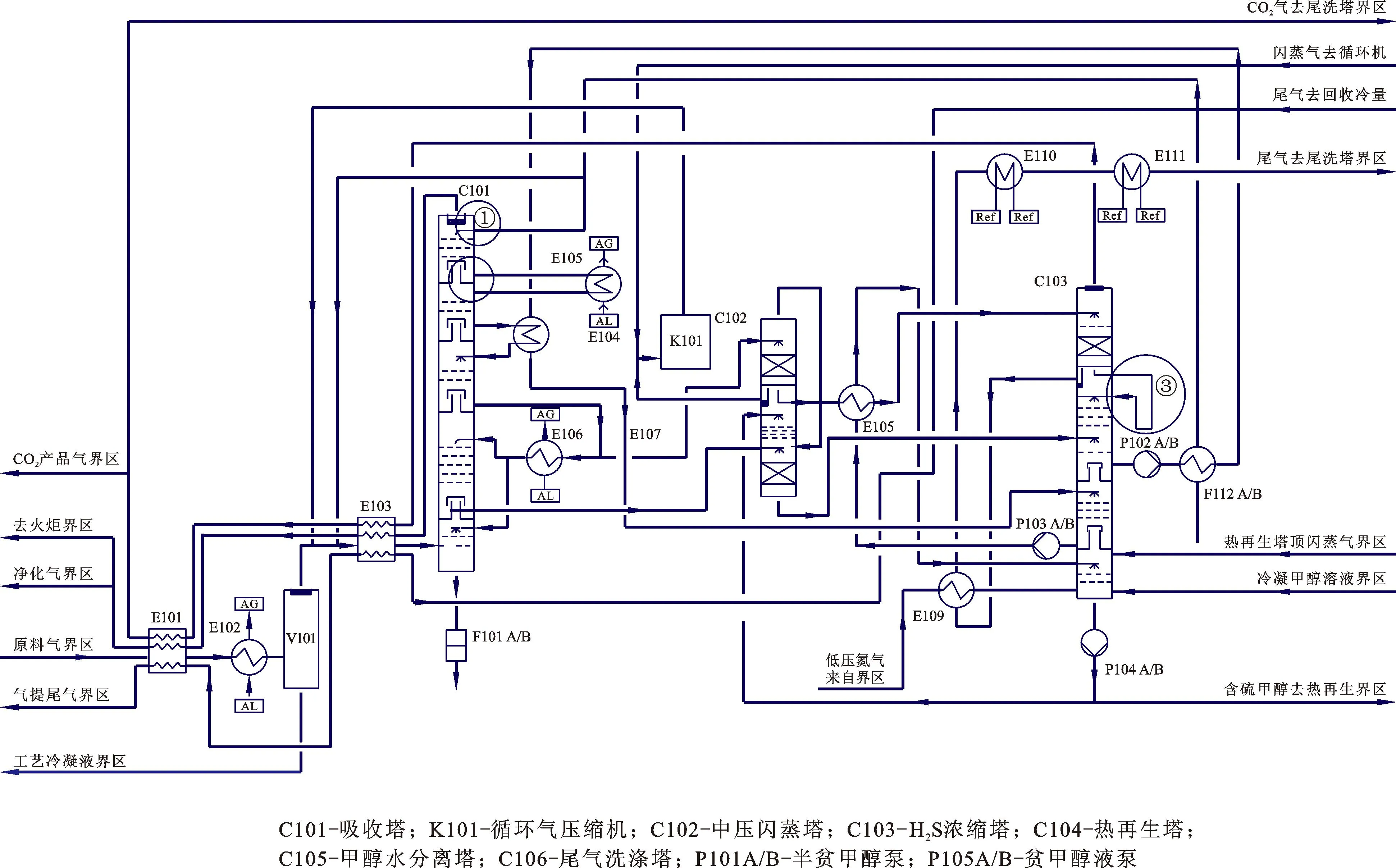
图3 全贫液流程
2模拟对比
2.1模拟模型
对低温甲醇洗模拟的相关文献中,有采用PRO/II软件[7],也有采用Aspen Plus软件[8,9],经过对文献模拟结果的对比,软件的选用对模拟结果准确度没有明显影响。本文中采用Aspen Plus软件中的严格精馏模块RadFrac对低温甲醇洗吸收塔进行工艺模拟,因低温甲醇洗吸收塔是脱碳和脱硫分段吸收,虽采用一个塔壳体,但内件设计时采用集液箱对各段液相进行隔离,气相通过升气管进行连通,模拟时其每段可以视作独立的吸收塔,每段均为独立的传质和气液平衡过程。
在模拟过程中,为顺利模拟并贴合吸收塔实际操作过程,吸收塔共采用4个模拟塔进行计算,对低温甲醇洗吸收塔模拟的现有文献也均采用此种方法[9,10],模拟的流程见图4。
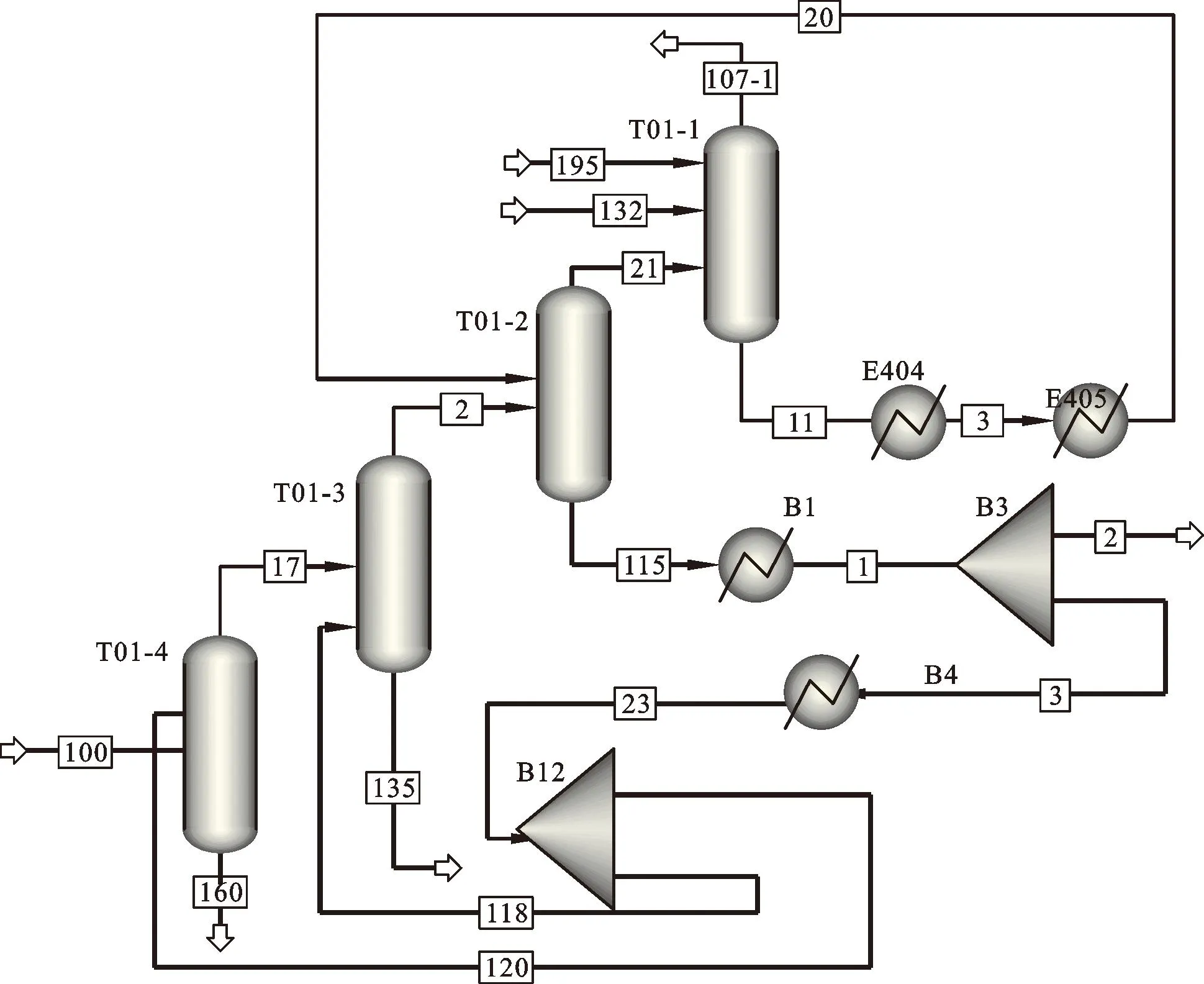
图4 模拟流程
2.2基础物性数据(热力学方法和气液相平衡)
低温甲醇洗物系主要含有CH3O、CO、CO2、H2、H2S、H2O、CH4和N2等,该物系为极性物系,同时又含有非极性和极性缔合组分的体系,如完全采用活度系数方程NRTL,其模拟计算结果与实际情况会有较大的偏离,本系统采用状态方程作为基础物性进行模拟计算较为合适,系统模拟以SRK方程为基础物性方法进行计算,SRK方程描述如下:
其中:
a=a0+a1
a0是标准态混合二次函数,
a1是极性附加函数。
在采用状态方程法计算此体系的相平衡时,组分极性和体积大小差别很大,采用常用线性混合规则就不适合。体系中甲醇和水都是强极性组分,另有CO2、H2等轻组分,必须采用更为精确的超额自由能GE型混合规则,Huron-Vidal混合规则是考虑了组分间的强烈的非理想性的混合规则,如下述方程所示:
Aspen Plus中的PSRK模型是经Huron-Vidal混合规则修正的、纯物质物性基于SRK方程描述的状态方程物性方法,该模型可用于计算高温、高压、接近临界点等操作条件下的极性和非极性混合物。本文的模拟采用以PSRK为基础的物性方法。CO2在甲醇液中的溶解热是模拟正确与否的重要参数,对甲醇循环量有重要影响;甲醇液在高压低温下的热焓也是吸收塔热量平衡计算的重要基础参数;因高压低温甲醇洗体系的特殊性,软件模拟有一定的偏离,这就需要参考文献数据[11,12],对软件中的物性进行回归、修正,其中调整计算CO2蒸发焓值公式中的DHVLWT(汽化热)参数的第1项,以使模拟结果更贴近实测结果。
2.3模拟结果对比
全贫液和半贫液流程的粗原料气输入采用同一参数,净化气按照同一纯度要求进行模拟计算,具体参数见表1。
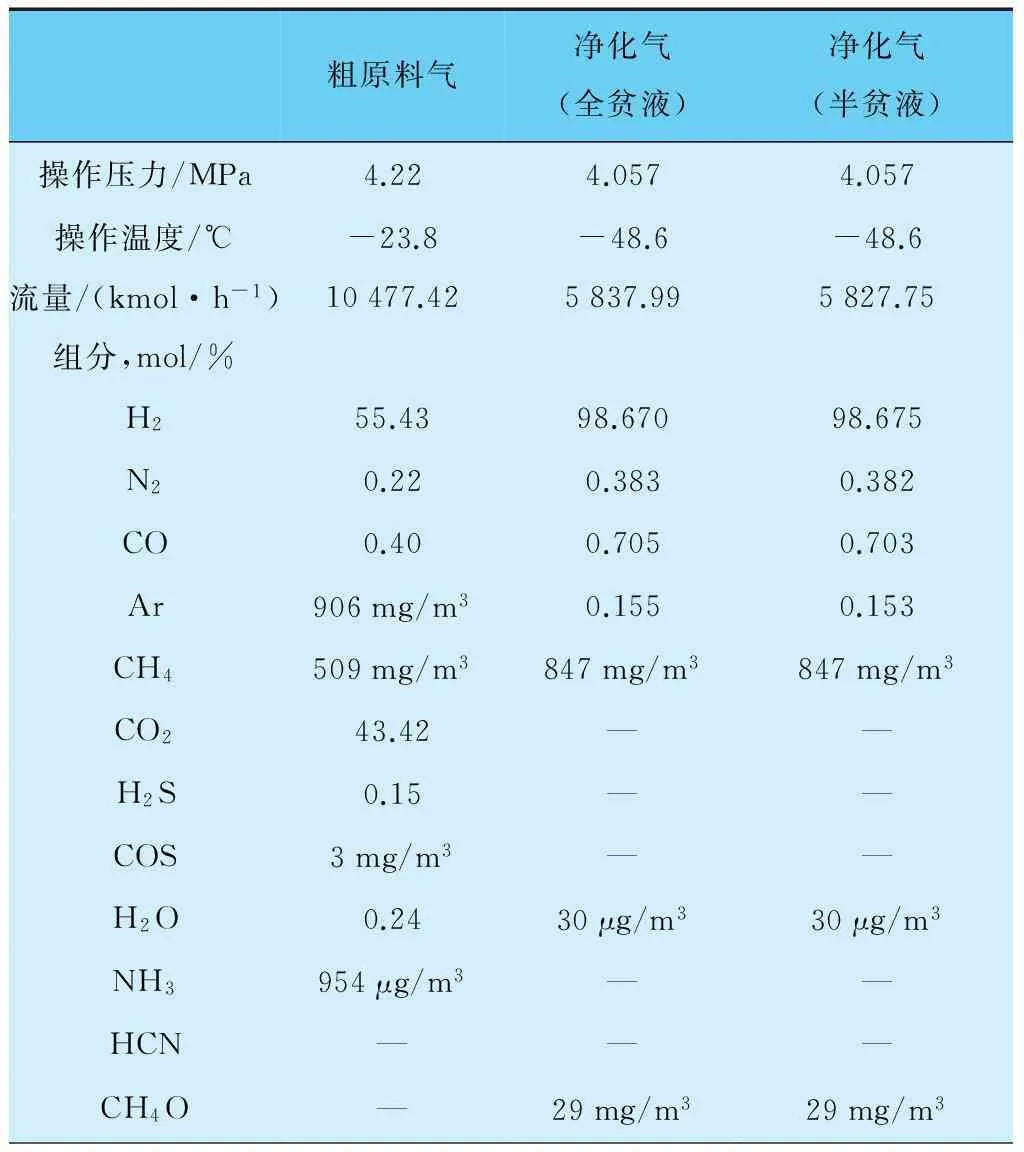
表1 粗原料气输入及净化气计算结果参数
从表中的净化气计算结果和实际运行装置的经验参数来看,全贫液和半贫液流程的净化效果均可以满足工业化装置需要。
对全贫液和半贫液流程的吸收塔进行同界面焓值对比,所有输入焓值与输出焓值之差见表2,以吸收塔及辅助换热网络为系统进行计算,其进出物流焓值差是需系统外冷量来平衡,其焓值差可用来评价局部流程的能耗。
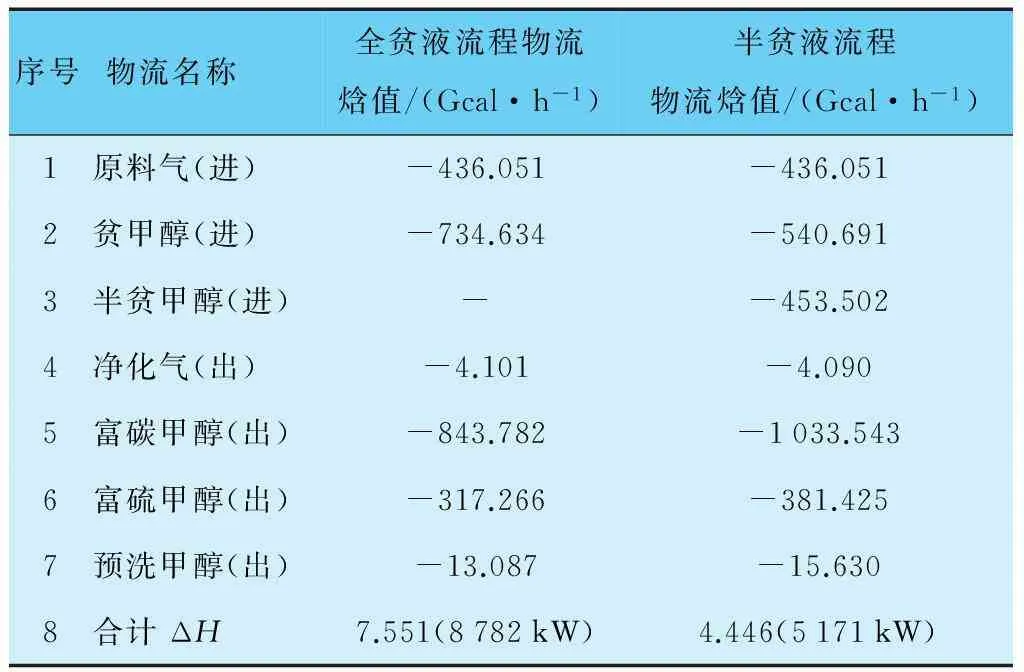
表2 全贫液和半贫液流程吸收塔部分进出焓值对比
由上表数据可见,半贫液流程的焓差较小,说明半贫液流程就吸收塔系统而言能耗较小。
2.4吸收塔计算
以流程平衡模拟数据为基础,采用ASPEN软件对塔的水力学数据进行模拟,以ASPEN模拟数据为基础,采用DRP软件,对吸收塔上段进行同规格内件的性能计算,以判断不同流程对吸收塔设计的影响。
吸收塔水力学计算数据对比见表3。
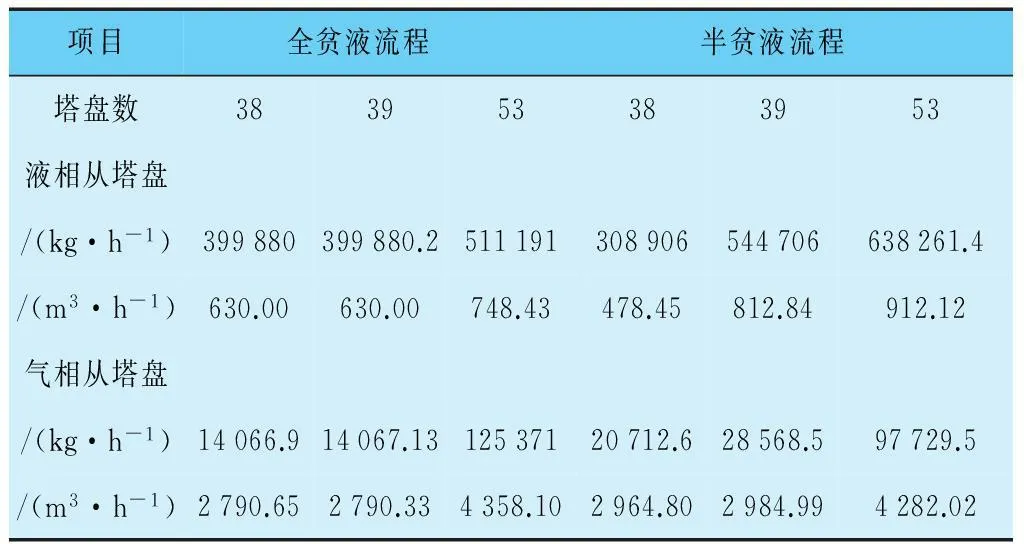
表3 塔水力学计算数据对比
从上表可以看出,因半贫液流程中在第39块塔盘加入半贫液,所以半贫液流程第38块与39块塔盘的数据有较大差别;另外,此吸收段的气液负荷最大在底部,底部塔盘第53块板是塔径及塔盘规格的确定性参数,塔盘设计时对此3块塔盘与全贫液流程的塔盘进行对比设计,分别对塔盘间距取450 mm和500 mm值时进行计算,塔径等相关设计结果见表4和表5。
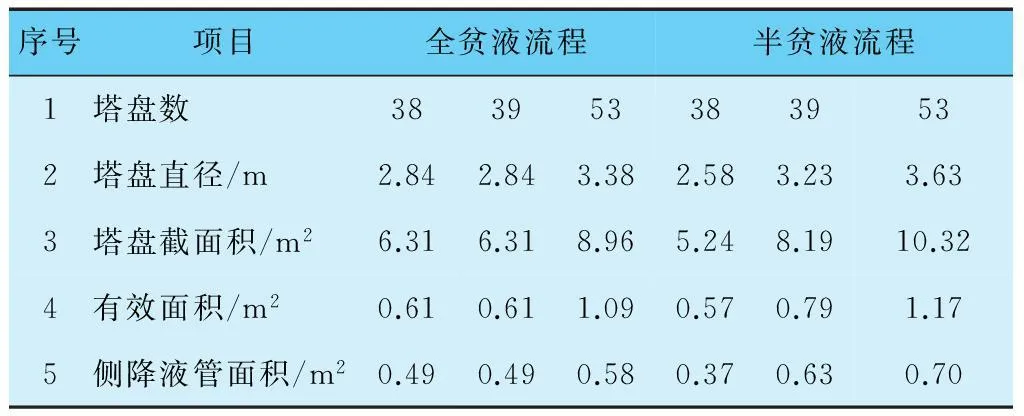
表4 塔盘设计结果对比(塔盘间距450mm)
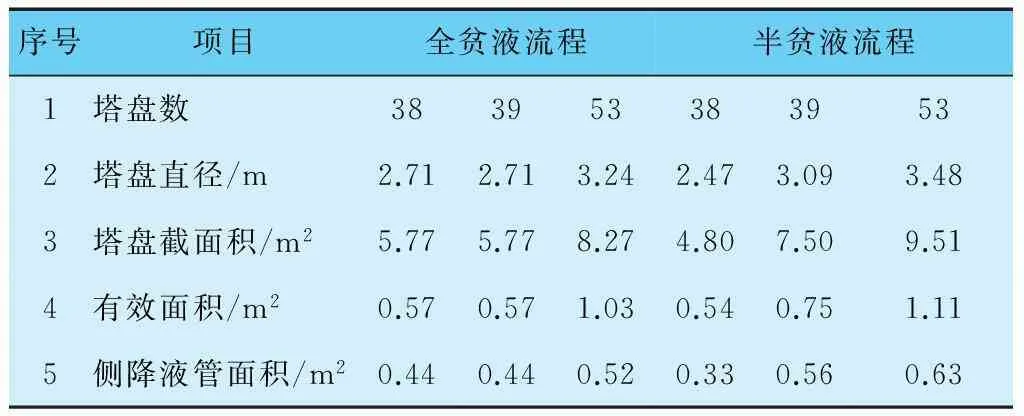
表5 塔盘设计结果对比(塔盘间距500mm)
结合表3、4、5中的计算结果进行分析,得出以下结论。
(1) 吸收塔此段以液相负荷决定塔径等水力学计算结果。第53块塔盘气相负荷全贫液较半贫液流程稍大(4 358.10>4 282.02 m3/h),液相负荷全贫液较半贫液流程小(748.43<912.12 m3/h),采用同样的4块溢流浮阀塔盘进行塔径模拟计算,得出全贫液流程与半贫液流程第53块塔盘处所需塔径3.38<3.63 m(450 mm塔盘间距)、3.24<3.48 m(500 mm塔盘间距),塔径的大小趋势与液相负荷大小趋势相同,液相负荷为此段塔操作的限制条件。
(2) 塔盘间距对塔径有明显影响,增大间距可缩小塔径,在工程设计时要综合评价塔高与塔径的相对关系对设备造价的影响。因为液相负荷作为操作的限制条件,增大塔盘间距可提高操作时降液管中的存液高度,在同样的溢流强度条件下,就可降低降液管面积,进而可以缩小塔径。
(3) 半贫液流程在半贫液加入盘作为分界点,可以分为两段,采用不同的塔径,以在工程设计时降低吸收塔造价,全贫液流程因所需塔径逐盘变化,分段意义不大。
在半贫液流程中,第38块塔盘计算所需塔径为2.58 m(450 mm塔盘间距)/2.47 m(500 mm塔盘间距),第39块塔盘计算所需塔径为3.23 m(450 mm塔盘间距)/3.09 m(500 mm塔盘间距),差距明显,可以考虑分段设计,上段采用缩径。
3结语
通过对比全贫液和半贫液流程和模拟结果,得出以下结论。
(1)半贫液流程就吸收塔系统而言,其能量利用上较全贫液流程有一定的优势,可以节省冷量消耗。
(2)液相负荷是吸收塔设计的决定因素,吸收塔塔径取决于液相负荷的大小,在塔盘设计时要考虑合理地增大降液管面积,有效地降低降液管液泛限制因素。
(3)塔盘间距与塔径成反向关系,在设计时要综合考虑塔高与塔径的关系,合理设计吸收塔。
(4)全贫液流程吸收塔塔径设计较半贫液流程小;半贫液流程吸收塔可以采用分段、两段不同直径的设计方式。
(5)为更全面地了解全贫液流程和半贫液流程的适用性,下一步将对不同原料气组分和不同压力原料气与两种流程的匹配性进行研究,以针对不同设计工况的工业装置,选取合理的流程配置。
参考文献:
[1] 陈五平,俞裕国.合成氨生产工艺[D].大连:大连理工大学,1996.
[2] 秦旭东,等.浅谈低温甲醇洗和NHD工艺技术经济指标对比[J].化工技术与开发,2007,36(4):35-42.
[3] 卜令坤.低温甲醇洗装置设计工况全流程模拟[J].科技视界,2012(30):376,393.
[4] 陈晓峰,等.低温甲醇洗系统模拟软件界面开发[J].计算机与应用化学,2004,21(4):547-551.
[5] 谢东,等.原料气调整后低温甲醇洗工艺改造方案研究[J].大氮肥,2013,36(3):168-171.
[6] 徐先荣.低温甲醇洗工艺甲醇消耗高的问题探讨[J].氮肥技术,2009,30(3):22-25.
[7] 郭欣,等.低温甲醇洗吸收塔的计算机模拟[J].煤炭转化,2013,36(1):89-92.
[8] 陈志奎,等.合成氨甲醇洗流程模拟——AspenPlus应用范例[J].化学工程,1999,27(3):52-55.
[9] 孙津生,等.低温甲醇洗工艺流程模拟——甲醇洗涤塔的模拟[J].甘肃科学学报,2007,19(2):50-53.
[10] 张述伟,等.人工神经网络在低温甲醇洗系统优化中的应用[J].大连理工大学学报,2001,41(1):50-55.
[11] 皮银安.低温甲醇洗相平衡模型和气液平衡计算(1)——相平衡模型[J].湖南化工,1997,27(4):1-5.
[12] 皮银安.低温甲醇洗相平衡模型和气液平衡计算(2)——气液平衡计算[J].湖南化工,1998,28(1):15-18.
Simulation and Comparison about the Lean Methanol Absorber Process and Semi-lean Methanol Absorber Process
LI Meng, MA Jiong
(SINOPECNanjingEngineering&ConstructionInc.,NanjingJiangsu211100China)
Abstract:There existed two key differences between lean methanol absorber process and semi-lean methanol absorber process: the CO2absorption section of lean process had one absorber material, while that of semi-lean process had two absorber materials; the CO2absorption section of lean process was divided into three sections, and that of semi-lean process was two sections. The software of Aspen Plus and DRP was employed to analyze the two different processes and the internals of the absorber. Hydraulic calculation of the absorber was also performed based on the process simulation results. The results showed that the lean process possessed the advantages of less energy-consumption, lower recycle ratio and smaller absorber diameter compared with that of the semi-lean process. The liquid load the determinants for the design of absorber, and the flooding of the downpipe was the limiting factor to the tray performance. The tray spacing had a reverse relationship with the column diameter. The total cost of absorber could be reduced by decreasing the column diameter through increasing the downpipe area and tray spacing.
Keywords:rectisol process; lean methanol; semi-lean methanol; Aspen; process simulation; absorber
收稿日期:2014-09-21
作者简介:李蒙(1982年-),男,山东曹县人,2003年毕业于昆明理工大学,高级工程师,注册化工工程师,现主要从事化学工程与工艺设计。
中图分类号:TQ 223.121
文献标识码:A
文章编号:1004-8901(2016)01-0020-05
doi:10.3969/j.issn.1004-8901.2016.01.005 10.3969/j.issn.1004-8901.2016.01.005
