WRF法在大型连杆锻件上的应用
2016-03-16张晓芳张西安王炎生白展翅
张晓芳 张西安 王炎生 白展翅
(陕西华威锻压有限公司,陕西710086)
WRF法在大型连杆锻件上的应用
张晓芳张西安王炎生白展翅
(陕西华威锻压有限公司,陕西710086)
摘要:采用宽砧径向压实法,以≥30%的大压下率锻制了满足检测要求的大型连杆锻件,大大降低了原材料成本。通过工艺改进,简化了大型连杆锻件的锻造工序并提高了其表面质量。
关键词:宽砧径向压实法;连杆锻件;连铸坯;锻造工艺
飞剪机剪切机构中,连杆的作用是将活塞杆的往复运动转化成两个位置的同步往复运动,承受着较大的工作载荷。随着轧制设备向大型化、高速化方向发展,对飞剪机的剪切能力要求日益提高,相应地对连杆的质量要求也越来越高。连杆的材质也由锻钢(35#、45#)代替了原来常用的铸钢(ZG35、ZG40Mn),其检测标准是GB/T 6402—1991Ⅱ级。我公司采用特殊的锻造方法,实现了用连铸坯成功锻造大型连杆锻件,并达到验收标准。
1试验材料及原锻造工艺
大型连杆锻件的材质为35#,锻件重2 820 kg,其锻件图见图1。选用4 t钢锭(VD),采用EF炉+LF+VD冶炼,化学成分见表1,原锻造工艺见表2。
2改进后的锻造工艺
表2所示工艺完全能够满足检测要求。但本着节约原材料降低成本的原则,在我公司将宽砧径向压实法(WRF法)[1]成功应用于连铸坯锻制轴类锻件的基础上,经研究决定用WRF法来改进大型连杆锻件的锻造工艺。材质为35#,∅800 mm连铸坯的化学成分见表1,具体工艺见表3。

图1 大型连杆锻件图
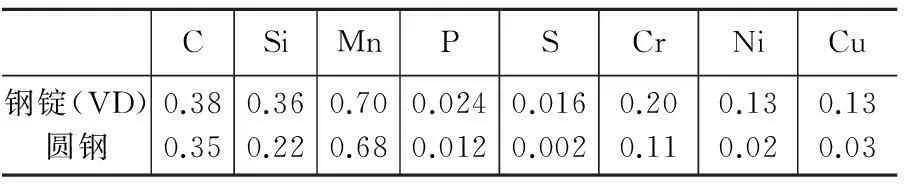
CSiMnPSCrNiCu钢锭(VD)圆钢0.380.350.360.220.700.680.0240.0120.0160.0020.200.110.130.020.130.03
大型钢锭由于金属的凝固收缩,内部不可避免地会产生缩孔、疏松、气孔等孔洞型缺陷[2]。采用传统的锻造工艺方法难以使钢锭中心部位的较大孔洞完全闭合。为了解决这一问题,采用宽砧径向压实法(WRF法)加大钢锭心部应变以压实孔洞型缺陷。该工艺使用上下大平板,沿钢锭直径方向压下,与传统轴向镦粗不同的是,该工艺是沿钢锭径向变形。由于钢锭的中心缩孔、疏松沿轴线分布,因此沿径向的压下使孔洞的高径比远小于镦粗过程中的情况,该方法可以最大程度满足孔洞闭合所需高径比的最佳条件,弥补了传统镦粗工艺的不足。而且该工艺可以使应变集中于钢锭中心区域,弥补传统拔长法应变离散的缺点,在20%的压下率下就可以使孔洞完全闭合。大截面连铸圆坯的中心贯穿型缩孔疏松与大型钢锭中心的缩孔、疏松的形状、分布非常相似。因材质35A锻件重量2820kg火耗220kg切头130kg材料规格4t锭始锻温度1240℃终锻温度750℃锻后冷却空冷至550℃热装炉锻后热处理正火+回火使用设备3150t技术要求:(1)锻比≥2.5;(2)锻后正火+回火热处理;(3)检测按GB/T6402—1991Ⅱ级标准验收。火次锻造温度/℃操作说明及变形简图第一火1240~800(1)钢锭倒棱,用550mm上下平砧轻滚圆至中⌀560mm;(2)切除水冒口并下料(见右图);入炉保温3h第二火1240~750(1)镦粗至⌀900mm;(2)用550mm上下平砧滚圆至⌀700mm;(3)镦粗至⌀800mm;(4)拔稍度:⌀780mm~⌀590mm,用550mm上下平砧;(5)平整两平面至厚度500mm;(6)冲孔至⌀320mm;(7)平整两平面至厚度450mm;(8)精整。
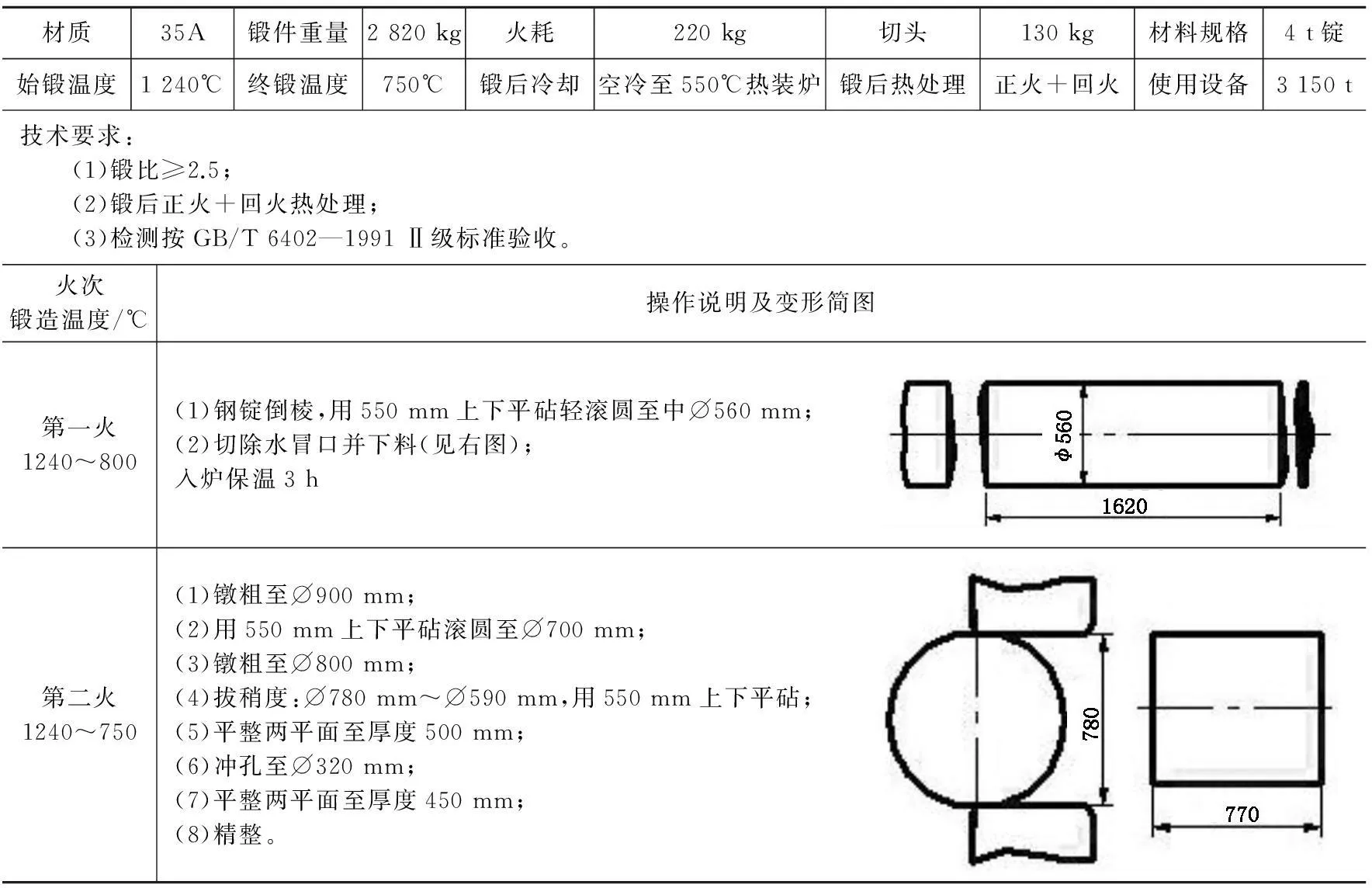
表2 大型连杆的原锻造工艺

表3 大型连杆锻件改进后的锻造工艺
此,可以将WRF法用于连铸圆坯的锻造,以解决连铸坯的心部缺陷,其有效性在后续的工业试验中得到了验证[3]。
我公司于2014年引进WRF法,主要应用于连铸坯锻制轴类锻件。当锻比λ≥3.5时,采用WRF法+WHF法直接拔长成形的轴类锻件,按JB/T 1271—2002Ⅱ级标准验收,合格率为100%。当锻比λ⟨3时且连铸坯经WRF法中心压实后的高径比⟨3时,采用WRF法+镦粗+WHF法锻制的大中型轴类锻件,按JB/T 1271—2002Ⅱ级标准验收,合格率为100%。大型连杆锻件工艺试验过程中,先采用WRF法再结合较大的压下率(⟩30%)进行中心压实,可有效愈合连铸坯的中心疏松,然后进行镦粗、拔出稍度、冲孔成形。粗加工后按GB/T 64021991Ⅱ级进行超声波检测,未发现∅4 mm当量以上的缺陷。锻件内部质量和几何尺寸完全满足客户订货要求。由此可见,WRF法锻造工艺改进后,大型连杆锻件不仅能满足质量要求,而且原材料由连铸坯下料3 350 kg代替原来必须使用的4 t钢锭,大大降低了材料成本。
3结论
与原工艺相比较,改进后的工艺不仅更容易保证连杆两端圆弧尺寸,而且操作工序简单。同时,减少了平整两平面的工序及修整工作量,提高了锻件的表面质量。
参考文献
[1]李世健,孙明月,等. 锻造过程中钢锭内部孔洞型缺陷闭合规律研究.金属学报, 2012:1194-1200.
[2]Campbell J. 铸造原理.李殿中,李依依,译.第2版.北京:科学出版社, 2011:240.
[3]孙明月,徐斌,等. 钢锭内部孔洞缺陷愈合规律研究及创新工艺开发.中国锻压协会编.2014年中国国际自由锻会议论文集.2014:75-80.
编辑李韦萤
Application of WRF Method on Heavy Connection Rod Forgings
Zhang Xiaofang, Zhang Xi′an, Wang Yansheng, Bai Zhanchi
Abstract:By adopting the WRF method, the heavy connection rod forgings which meet the inspection requirements has been forged with equal or more than 30% of heavy reduction ratio, so as to reduce the cost of raw material. By improving the process, the forging process of heavy connection rod has been simplified and the surface quality of heavy connection rod has been improved.
Key words:WRF method; connection rod forging; continuous casting blank; forging process
作者简介:张晓芳(1981—),硕士,工程师。电话:13384922206,E-mail:zhangxf1225@163.com
收稿日期:2015—07—03
中图分类号:TG316
文献标志码:B
