计量加料系统在中空吹塑成型中的应用研究
2016-03-13刘军强
刘军强
(秦川机床工具集团股份公司,陕西 宝鸡 721009)
计量加料系统在中空吹塑成型中的应用研究
Application study of metering and feeding system in hollow blow molding
刘军强
(秦川机床工具集团股份公司,陕西 宝鸡 721009)
随着市场对中空吹塑制品的要求提高,计量加料系统的应用,可以很好地提高挤出型坯及制品的稳定性,提高制品质量。本文介绍了计量加料系统的原理,以及系统PID控制参数的设定,且用试验数据说明了计量加料系统在多层中空吹塑中应用的作用及意义。
计量加料系统;PID控制;中空吹塑
1 计量加料系统的应用概述
近几年,多应用于精密挤出成型中计量加料系统,也开始被应用在中空吹塑成型中,尤其在多层共挤技术中。这是中空吹塑成型向精密化、多层化发展的必要与预示。计量加料系统主要通过工艺参数(产量、配方)的设定,依靠电子传感器对实际工艺参数的连续测量,通过软件分析计算,依据挤出控制工艺模型,对实际的工艺参数进行自动调整,从而达到控制单/多层挤出工艺质量。计量加料系统的应用大大提高了挤出型坯的稳定性,为后续中空吹塑成型工艺奠定良好基础。计量加料系统一般有失重式、增重式、体积式三种。控制模式有流量控制模式、米重控制模式两种。米重控制模式多用于精密挤出成型,比如精密管材、节水滴灌带、医疗导管等。一般在中空吹塑成型设备中,多用失重式计量加料系统,控制模式为流量控制模式。即通过控制挤出流量的稳定来控制挤出型坯的稳定,进而达到控制最终制品的质量。
虽然,计量加料系统可以很好地提高挤出型坯及制品的稳定性,提高制品质量。但由于其价格原因,会大幅增加设备的成本。所以,现阶段在中空吹塑成型中,主要应用于多层挤出及精密挤出的设备上。
2 失重式计量加料系统的原理
失重式计量加料系统的机构图如图1所示。在系统中计量料斗上装有称重传感器,通过测量单位时间内料斗内物料重量的减少量,可以得到挤出机的即时产量。挤出机的PLC控制系统根据失重式计量料斗得到的即时产量值,实现挤出即时产量与挤出机电机转速的闭环控制。流量控制模式可根据预先设定产品产量,在自动模式中通过检测电机实际转速,根据实际产量与设定产量的偏差,通过自动调整电机转速予以消除。原理图如图2所示。这样,对于多台挤出机的控制就更加容易,只要设定总产量以及各台挤出机所占比例,计量加料系统就可根据要求控制各台挤出机的即时产量,达到精密共挤成型的目的。
3 控制系统PID参数的设定
PID控制是比例(Proportional)积分(Integral)微分(Differential)控制的简称。由于其算法简单、鲁棒性好和可靠性高,被广泛应用于工业过程控制,尤其适用基于精确数学模型的确定性控制系统。所以在计量加料系统中采用PID控制方式进行控制。

图1 失重式计量加料系统的结构图

图2 失重式计量加料系统流量控制模式原理图
在中空吹塑成型过程中,由于从原料进入挤出机,再经塑化成熔体进入机头,经复合机头挤出料坯。过程比较复杂,需要时间,所以对于计量加料系统中PID控制参数的选择需要去通过实践去摸索。确定合理的PID参数,可以使计量加料系统更好地工作,发挥出最大作用,控制更精准,系统更稳定。以下是在秦川发展多层中空成型机上试验数据,由于制品的重量还与气压、模具等有密切关系,而料坯的重量直接反映了计量上料系统的控制效果,故在此只测定料坯的重量。表1为各个挤出机计量上料控制系统的PID设定值。在试验中,其它参数不变,只改变的PID控制参数,每组连续抽取五个料坯,并称重量,计算相对偏差。
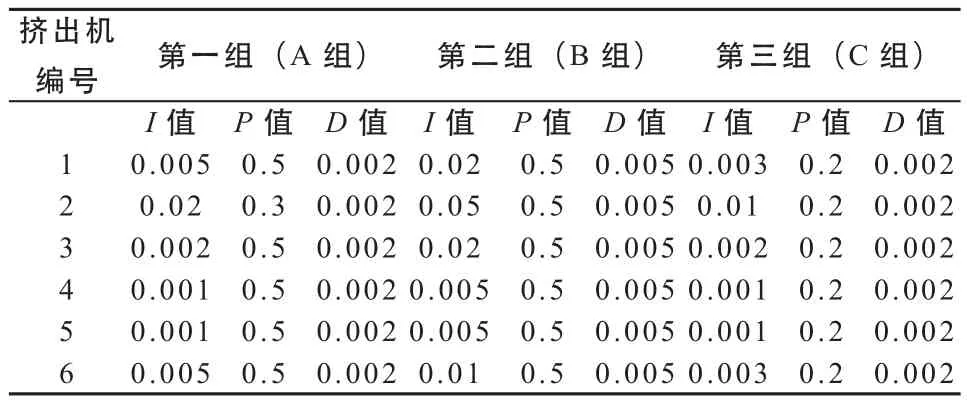
表1 挤出机计量加料系统PID设定参数
表2为在不同参数下,记录的料坯重量数据,从其相对偏差可以看出:降低I值即期望偏差,且适当减小P值,降低动态反应速度,效果好些。

表2 料坯重量记录表
4 失重式计量加料系统在中空吹塑中的应用效果比较
由于失重式计量加料系统的作用会直接反映在挤出型坯上,而从型坯到制品则需要经过扩张、吹胀、冷却等工艺过程。而制品的重量也就与模具和人为因素(手工去除料头)有很大关系。因此在以下重量检测试验中,利用一台多层挤出吹塑中空成型机,在相同条件下,分别对所成型制品及制品与料头总重量进行记录比较。分为用计量加料系统和未用计量加料系统两组,每一组测量了10个制品及制品加料头的重量。并计算各自的相对误差。由此就可明显地看出增加计量加料系统的作用。
由表3和表4可以看出,在用计量加料装置的情况下,制品重量的误差在+1.98%~-1.2%范围内,而料坯的总重量误差则在+0.52%~-0.39%范围内;在未用计量加料装置的情况下,制品重量的误差为±3.6%,而料坯总重量误差+0.86%~-1.418%范围内。通过以上分析可以得出:增加计量加料系统对于制品重量尤其对于挤出型坯的重量重复精度和稳定性有明显作用。

表3 用计量加料系统制品及型坯重量数据表
5 计量加料系统在挤出吹塑成型中的应用展望
随着中空吹塑成型技术向精细化、多层化发展,以及多层中空制品越来越多应用于汽车、化工、食品等行业,以及对于制品更加严格的要求,计量加料系统将会更多地被推广、被应用。
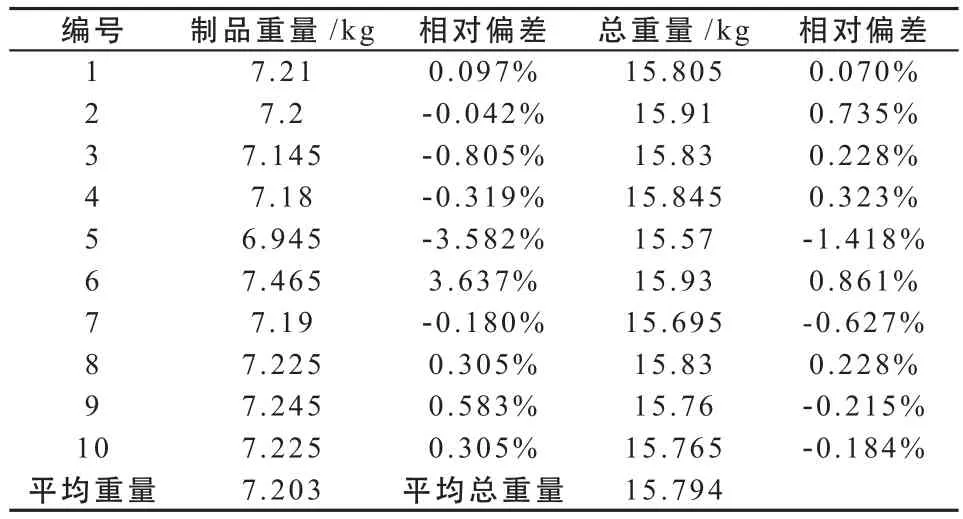
表4 未用计量加料系统制品及型坯重量数据表
[1] 吴大鸣,刘颖,李晓林,等.精密挤出成型原理及技术,北京:化学工业出版社. 2004.
(R-03)
未来5年中国SAP树脂市场将保持两位数增长
高吸水树脂(SuperAbsorbentPolymer,SAP)是一种新型的功能高分子材料,它具有超强的吸水保水能力,广泛应用于卫生用品、医疗医药、农林园艺、工业生产、建筑等方面。其中,卫生用品占SAP消费量的近90%。随着中国二孩政策全面放开,人口步入老龄化,人民购买力提升以及海外市场开拓,SAP的需求将持续快速增长。
截至2015年底,全球SAP年产能约380万t,约67%的产能集中在亚洲,中国贡献38%。2015年,全球SAP产量约为260万t,消费量约240万t;中国SAP产量为58万t,表观消费量为53.2万t。有机构预测,未来五年全球SAP需求还将以6%~7%的年均增速继续增长。亚化咨询预计,未来5年,中国SAP的市场需求仍将保持两位数增长,明显超过全球平均水平。
目前,全球SAP主要生产厂家有赢创、日本触媒、巴斯夫、住友精化、SDPGlobal株式会社,前3家公司产能之和占到全球总产能的50%以上。中国主要的SAP厂家包括宜兴丹森科技、三大雅、诺尔生物科技、卫星石化、台塑吸水树脂公司、扬巴公司等。然而,中国本土SAP生产企业在产品工业化及应用研究方面与国外还有很大差距,高端产品主要由外资企业和进口产品供应,产品急需升级。
随着海外市场上外资企业不断扩大产能,国内企业也在增加对SAP的投资。今年下半年,万华化学3万t/年SAP装置顺利开车并产出合格产品,中国本土企业SAP产能扩张将继续加速。目前,包括卫星石化、泉州邦丽达、盛虹斯尔邦等企业都在扩建SAP产线。中国SAP将迎来产品和技术升级。
“十三五”时期是我国石化和化学工业转型升级、迈入制造强国的关键时期。2016年10月中旬,工信部发布的《石化和化学工业发展规划(2016~2020年)》指出,中国传统石化和化工产品产能过剩,高端产品缺口较大。“十三五”期间,在稳步推进新型城镇化和消费升级等因素的拉动下,石化和化工产品市场需求仍将保持较快增长。高端石化和化工产品的需求增速将超过传统产业。
SAP树脂作为丙烯酸下游新兴消费品,2015年占到丙烯酸消费量的20%。与大多数传统化工产品下游需求已经饱和,只能维持低速增长不同,SAP的高速增长,将带动丙烯酸整体需求的上涨,助力丙烯酸产能快速消化,同时高端市场的空缺也为丙烯酸生产企业提供了良好的发展方向。
摘编自“中国聚合物网”
TQ320.664
1009-797X(2016)24-0024-03
B
10.13520/j.cnki.rpte.2016.24.006
刘军强(1979-),男,大学本科,工程师,专业方向为塑料机械设计。
2016-11-14