全回转舵桨水下传动轴油水封的保护装置研究
2016-03-10陈松涛
陈松涛,薛 军
(江苏省通沙汽车轮渡管理处,江苏 南通 226006)
全回转舵桨水下传动轴油水封的保护装置研究
陈松涛,薛 军
(江苏省通沙汽车轮渡管理处,江苏 南通 226006)
由于全回转舵桨水下传动轴油水封受水域半漂浮物的绞缠挤压,从而导致齿轮箱及其内部组件的破损,形成安全隐患。针对上述现象,提出了采用防缠绕切割刀的方案,并通过方案的实施验证了其防护效果。
全回转推进;螺旋桨;防缠绕装置;刀具;保护装置
0 引言
全回转舵桨因具有操纵性好、船舶调头灵活等优点,目前在长江中航行的汽车渡船上得到广泛使用。但是,长江水域中经常会有半浮尼龙绳、织物、渔网等物品,渡船航行时随着螺旋桨的旋转,上述物品通过舵桨桨毂与输出轴承密封机构的间隙,绞缠在螺旋桨桨轴上,而且愈积愈多,愈缠愈紧,最后挤坏桨轴上的密封圈,造成齿轮箱室进水油质乳化,恶化齿轮间的润滑,使轮齿剥蚀甚至断齿从而酿成事故。有时缠绕的细塑料绳尾端与旋转的螺旋桨形成摩擦,切割桨叶根部,形成深槽、裂痕,使螺旋桨损坏直径报废。发生此类故障后,通常是采用维修更换吊桨的方法,这样既影响生产又浪费人力物力。
为减少因水域中半漂浮物缠入舵桨桨毂与输出轴承密封机构的间隙破坏油封和水封发生故障而进行维修的发生率,有必要研制1种防缠绕装置,将此故障平均降至1次/每年或能避免此类故障发生。
1 提出并确定方案
1.1 防缠绕装置类型的选择
经过调研,发现市场上还没有开发出舵桨防缠绕装置,也没有可以直接借鉴的产品,于是确定了研制舵桨防缠绕装置的课题。该课题针对半浮物品缠绕舵桨问题提出了2种试行方案:舵桨安装防缠绕切割刀、舵桨桨毂和密封机构之间迷宫式密封。迷宫式密封结构比较复杂,需要舵桨生产厂家加工改造;而防缠绕切割刀结构相对简单,安装方便。通过分析评估,最终采用舵桨安装防缠绕切割刀的方案。
1.2 防缠绕切割刀的方案
1.2.1 材料特性要求
(1)硬度和耐磨性。硬度是刀具材料所应具备的基本特性。刀具要在江水中作业,既要克服江水的阻力摩擦,又要能切割柔性物,因而其硬度必须大于被切材料的硬度,同时要有一定的韧性。
(2)强度和韧性。由于刀具在切削过程中受到很大的压力、冲击和振动,因此刀具材料必须具有足够的强度和韧性,以减少刀刃和刀齿的崩损。现有刀具材料中,高速钢具有较高的强度和韧性,满足用于重负荷条件下的加工要求。
(3)工艺性和经济性。为了便于制造,刀具材料应有良好的工艺性,如锻造、热处理及磨削加工性能。同时在制造和选用时应综合考虑经济性。考虑到该刀具是在腐蚀性较大的江水中工作,刀具材料必须具有良好的耐腐蚀性。
根据以上特点,经过向刀具制造厂方的询问,选定了316L经过等离子量化处理的白钢刀作为刀具材料。316L型不锈钢片具有耐腐性好、耐磨性好(硬度高)、价格适中等优点,满足防缠绕切割刀材料的性能要求。
1.2.2 刀具的结构形式和尺寸的确定
1.2.2.1 刀具结构形式的确定
为了绞断缠绕舵桨的漂浮物,将刀具设计成双面刀刃。每只舵桨上对称安装2把刀,在舵桨高速旋转的时候,当缠绕物一旦缠上舵桨,刀片就把缠绕物绷紧绞断,完成1个剪切绞碎过程。刀具形状如图1所示。
1.2.2.2 刀具尺寸的确定
本文以“江苏路渡3002轮”作为设计基准,计算出该船刀具的长度、厚度、宽度和刀面半径。
江苏路渡3002轮主要参数见表1。

图1 刀具形状
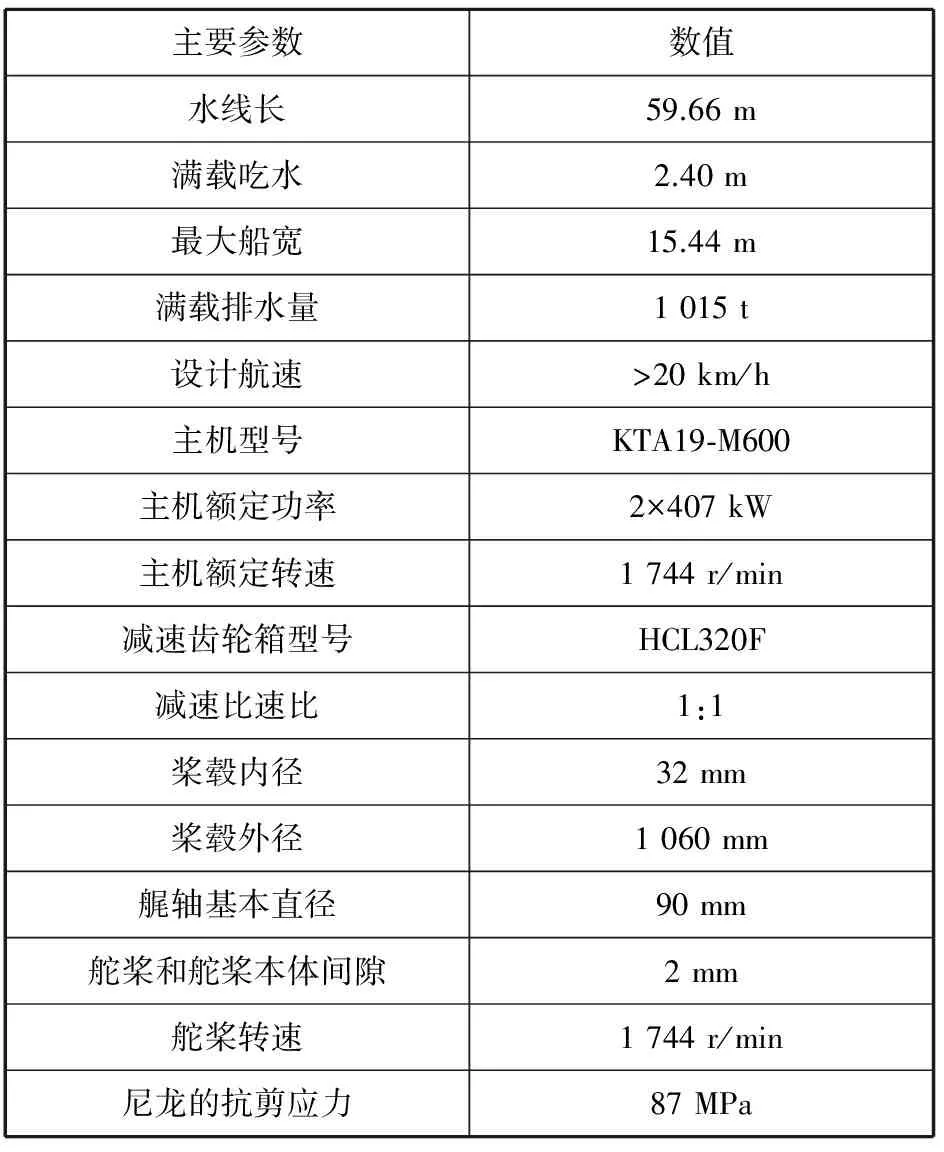
表1 江苏路渡3002轮主要参数
其舵桨装置图如图2所示。

图2 舵桨装置图
通过计算和分析,最终确定刀具的参数为:长度100 mm,宽度30 mm,高度10 mm,孔径12.2 mm,孔距33 mm ,刀面半径20 mm。
该刀具比较适合覆盖舵桨的缝隙,能有效地切断缠绕上来的异物,强度满足要求。
1.2.3 安装位置
为方便安装和更换,切割刀置于舵桨上后,通过螺母和螺栓将其固定,舵桨吊起便可以轻松更换。
在舵桨上加装切割装置,必然会使舵桨的伴流发生变化,进而影响舵桨的推进性能,这也是决定能否加装该装置的重要依据。将切割装置和舵桨结合起来作为一个整体,运用RANS方法(RANS方程是粘性流体运动学和动力学的普适性控制方程)对单独的舵桨之间的推力、扭矩、推进效率、空泡等水动力性能的差异进行了分析。
(1)委托舵桨提供商利用RANS方法对舵桨及组合体的粘性流场进行试验,结果如下:
①缠绕物切割装置对舵桨的推力系数、转矩系数、敞水效率的影响基本控制在±2%的范围内,对舵桨的推进性能影响较小;
②缠绕物切割装置对舵桨叶面压力的影响范围和程度都很小,不足以对舵桨的空泡性能和噪声性能造成明显的影响。
(2)不影响舵桨的动平衡。因为舵桨旋转的特性,所以必须考虑到舵桨的动平衡问题。针对不平衡容易导致舵桨的损坏问题,可以采取将切割刀对角安装的方法加以解决。
2 方案实施和效果验证
2.1 方案实施
在“江苏路渡3002轮”上实施了方案,刀具安装位置示意图如图3所示。

图3 刀具安装位置示意图
2.2 效果验证
2.2.1 与设定的课题目标对比
2014年1月至12月,舵桨防缠绕装置在“江苏路渡3002轮”上使用后证明,已经很好地解决了舵桨因缠入异物而造成故障的情况,达到了研究课题预期目标。
2.2.2 与设定的目标值对比
根据课题设定的要求,安装舵桨防缠绕装置后允许每年舵桨发生故障1次。
“江苏路渡3002轮”在安装舵桨防缠绕装置前后数据对比发现,安装前每年故障约为8次,安装后的1 a未曾发生此类故障,超过预期效果。
3 结论
(1)“江苏路渡3002轮”通过安装防缠刀后节省了舵桨等修理费用。安装舵桨防缠绕装置前,单船每次维修费用主要有:吊车费8 400元,舵桨修理返厂运费9 000元,更换油、水封修理费12 000元,舵桨修理费9 000元,更换齿轮油15 000元,共计53 400元。从每年修理次数约8次到安装1 a后还未曾发生缠绕故障,节省了修理费用。
(2)安装防缠切割刀后提高了汽车渡轮的航行安全,减小了员工的劳动强度。
[1] 陈坚.全回转舵桨维修中应注意的几个问题[J].江苏船舶,1997,4(4):34-35.
2016-07-05
陈松涛(1971—),男,工程师,从事船舶机务管理;薛军(1976—),男,工程师,从事机务管理。
U664.33
A
