微反应器在化学化工领域中的应用
2016-03-07刘兆利张鹏飞天津大学化工学院天津300072
刘兆利,张鹏飞(天津大学化工学院,天津 300072)
微反应器在化学化工领域中的应用
刘兆利,张鹏飞
(天津大学化工学院,天津 300072)
摘要:微反应器是微型化学反应系统,具有换热和传质效率高、严格控制反应时间、易于放大、安全性能好等特点。和传统搅拌反应器相比,这些特点使得微反应器在缩短反应时间、大幅度提高化学反应的转化率和产品收率等方面展现出一定的优势。但微反应器也存在易堵塞,催化剂负载、微通道的设计与制造难度大等问题。本文介绍了近年来快速发展的微反应器技术,回顾了微反应器的特点,重点探讨微反应器在化学化工领域的应用以及微反应器在精细化工和制药工业、生物化工领域的应用实例,讨论了微反应器目前存在的诸多挑战。微反应器目前是化学和化工学科的前沿和热点方向,分析表明微反应器仍然有很大的发展空间,有潜力改变化学化工前景。提出应进一步深入系统地认识微反应器内化学反应以及微通道设计的基本规律和机理,将微反应器技术引入更广泛的反应体系中,加强微反应器的集成化水平。
关键词:微反应器;微通道;微尺度;层流;安全
第一作者:刘兆利(1989—),男,硕士。E-mail liuzhaoli0302@163.com。
联系人:张鹏飞,副研究员,研究方向为化工传质与分离。E-mail zhangpf@tju.edu.cn。
微反应器也被称作是微通道反应器,是微反应器、微混合器、微换热器、微控制器、微萃取器、微化学分析等一系列的微型化工设备的统称。微反应器技术起始于20世纪90年代的微流控技术[1],属于微尺度的范畴。由于微反应器相比于传统的反应器具有极大的优势,顺应了高技术含量和可持续发展的要求,微反应器技术一出现就引起了相关领域极大的关注,特别是一些世界著名学府和大型跨国公司(比如麻省理工学院、美国西北太平洋国家实验室、杜邦公司、巴斯夫公司等)都开始致力于微反应器的研究和应用。微反应器技术在国内起步偏晚,在近十多年时间才被国内相关人士了解、研究并应用,目前国内主要研究的机构有中国科学院大连化学物理研究所、清华大学等。目前在化学工程、合成、化学、制药工业、分析和生物化学过程等领域,微反应器技术是最有创造性和发展最快的技术之一[2]。
按照不同的分类方法,微反应器有多种类型[3]。按照操作模式进行分类,可以分为连续微反应器、半连续微反应器和间歇微反应器;按照反应相态可以分为气固相催化微反应器、气液相微反应器、液液相微反应器和气液固相微反应器;按照用途可以分为生产用微反应器和实验用微反应器;按照分析应用可以分为化学和生物中应用的微反应器以及化学工程和化学中应用的微反应器。微反应器有多种几何结构,最简单的是管式结构,还有板式结构、微通道结构以及集成试剂注射、混合、换热、溶剂交换、相分离等多种功能为一体的复合式结构。
针对化学反应的特点,比如温度、压力、腐蚀性、比热容和电特性等,要选择合适的微反应器制作材料。制作材料有玻璃、硅、陶瓷、金属和聚合物等。其中应用最广泛的材料是玻璃,这是由于玻璃材料是化学惰性的,允许在许多溶剂中使用电渗流(EOF),允许可见光检测设备并且易于制造[4-5]。目前微反应器的制作技术主要有LIGA(光刻、电铸和塑模结合的工艺)、机械加工、微模塑技术等[6]。
1 微反应器的特性
1.1换热效率和混合效率高
微反应器内部微通道的特征尺寸一般在数十到几百微米之间[7],特征通道中单相流动的特点为较低的雷诺数,由层流扩散影响混合[8],局部也会形成二次流混合[9]。微反应器的尺寸属于微尺度范畴,所产生的直接优势就是扩散时间很短,混合过程很快。微反应器内传质和传热推动力会随之增加,从而扩大了单位面积和单位体积的扩散通量,这对于化学反应过程非常有利。因为总传热系数与通道尺寸成反比,微反应器内液相传热系数可以达到10000W/(m2·K),比常规换热设备大一个数量级以上[10]。尺寸的缩小赋予微反应器无与伦比的比表面积,可以达到10000~50000m2/m3,而传统的搅拌设备的比表面积最多可以达到1000m2/m3[11]。研究结果表明,利用微反应器能够有效强化传递或混合控制的化学反应过程,而这类过程在传统的反应装置内往往难以精确控制,极易产生局部热点、浓度分布不均、短路流和流动死区等问题,微反应器具有的高效混合和快速传递性能是解决这些问题的重要手段[12],可以有效抑制不良反应的产生,提高反应产物的纯度[13]。
为了进一步提高混合效率,还可以利用多种方法强化混合。强化混合分为两种,即主动混合和被动混合[14]。主动混合主要是利用了外界的能量输入来形成局部二次流,这些主要的外界能量有超声波、声诱振动、周期性变化的泵送能等。被动混合方式主要是通过通道的设计实现流体的重组来加快混合,主要方式有在微通道中设置多层薄片进行流体的分离和再混、通过涡流的形成和重叠强化混合以及利用喷射流碰撞进行混合等。被动混合由于操作简单,因此广泛应用于化工领域,而主动混合由于装置比较复杂而且不易多通道并行放大,所以主要应用于生物分析领域[9]。
1.2可直接放大,无放大效应
传统的化工生产一般都是通过小试-中试-大生产的模式,但是在放大过程中流动、传质和传热的“三传”问题很突出。微反应器的优良性能得益于微尺度化,在扩大生产时是通过并行增加微反应器的数量而不是对反应器的尺寸进行放大[15]。与传统管式反应器并行放大的主要区别在于其优良的单通道“三传”状态重现性和多通道间抗干扰性[16]。在对整个反应系统进行优化时,只需对单个微反应器进行模拟和分析,这就避免了传统的从实验室规模到中试规模再到工业化规模的放大过程中所遇到的诸多问题,减少了操作费用,节省了空间,也避免了进行知之甚少的中试反应过程,提高了安全性[6,17]。
1.3高度集成化
利用成熟的微加工技术可将微混合、微反应、微换热、微分离、微分析等多个单元操作和一些与之相匹配的微传感器、微阀等器件集成到一块反应芯片上,实现单一反应芯片的多功能化操作,从而达到对微反应系统的实时监测和控制,提高反应速度并且可以节省成本[18]。例如可以将混合和停留时间功能与换热在同一区域进行集成从而产生额外的反应性能[19]。将微全分析系统(μTAS)应用于化工生产,可以大大提高反应过程的自动化水平,有效降低人为因素造成的失误。更为重要的是,这种微化学系统可以展现出优异的重复性,这对于平行实验和日常使用都有很大的吸引力。随着芯片实验室和桌面化工厂概念的提出,在实验室里小型的微化工系统已经成为新产品和新过程开发的重要平台[20]。
1.4精确控制反应时间
微反应器中反应物的停留时间由微通道的长度和液流速度决定。微通道的长度越短,液流速度越快,停留时间也就越短。微反应器可以通过改变微通道的长度和流率来实现精准的停留时间控制,反应过程中产生的中间体会在分解之前转移到下一个反应区域,特别适用于涉及到不稳定活性中间体的反应[2,21-22]。但是在多相体系中,通过改变流速来改变停留时间会导致流体的流型发生改变,这就需要通过改变微反应器的长度来改变停留时间并且保持恒定的流速[11]。传统间歇反应器中,由于反应物加入的时间不同,经常会引起副产物的产生,微反应器凭借可以精确控制停留时间的优良特性,可以保证产品有很高的质量,还可以完成在宏观过程中无法完成的反应。
1.5安全性高
化学过程研究的一个主要目标就是消除安全隐患和危险的条件并且保证效率和操作的可行性。微反应器中反应物的量属于微量级别,这会使得很多危险反应过程能够高效并且安全地进行,比如高度放热反应、高温反应、涉及不稳定中间体的反应以及使用危险试剂的反应等[23],并且可以降低爆炸的潜在危险性[24]。微反应器控温能力好,制冷能力往往也很高,能量的减少可以有效保证系统的安全[25]。微反应器可以有效地保证生产过程的安全,即使生产有毒有害物质,也能够将反应进行有效控制,很大程度上降低安全事故的危害性。因此微反应系统为生产有毒或者有害的物质铺平了道路,有望使化工摆脱高危险的桎梏。
1.6过程环保绿色化
伴随着环境问题的日益突出和资源的匮乏,微反应器技术也变得日益重要。传统的化工生产主要依赖于大型反应器并且伴随着大量的原材料和产品的存储,这都会带来健康和安全隐患问题,并且有可能对生产厂家和周边环境造成难以估量的损失和伤害[26]。微反应器技术对于绿色化和可持续合成的贡献主要因为提高了产品的收率,减少了副产物的产生,降低了能耗和减少了辅助物质(比如保护基团)的使用等[27-28]。从环境角度来看,微反应器可以有效减少化学研究和工业生产中的有害物质排放,实现绿色可持续发展[2]。
2 微反应器在化学化工中的应用
2.1提高安全性
快速的强放热反应在化学化工中普遍存在,很容易引起温度骤增,反应相对不易控制,容易引发危险事故。硝化反应是化工中应用最早也是最重要的单元反应之一,微反应器的出现已经为强放热和选择性敏感的硝化反应开辟了新的机遇,KULKARNI[29]阐述了4种利用微反应器的硝化方法,并且讨论了反应过程的优势、局限性和工业放大的实用性。费托合成是指合成气(CO和H2)在催化剂及一定的反应条件下转化生成烃类等的反应,李毅等[30]报道了在微反应器中进行强放热的费托合成反应,实现对费托合成过程中温度的精确控制,提高了反应物的转化率和产物的选择性,极大地提高了反应速率。重氮化合物在有机化学中是特别常见的试剂,但是重氮化合物具有潜在的爆炸性,在工业规模时很难安全处理,反应危险性很高,MÜLLER等[25]报道了利用微反应器合成重氮化合物,凭借优良的传热效率可以安全处理危险试剂,因此反应过程中连续流微反应器中的温度一直远远低于常规的间歇反应器,反应过程一直安全有序进行。
2.2提高选择性和转化率
ZUIDHOF等[31]报道了环己酮肟的贝克曼重排反应,见图1。在微反应器中进行硫酸催化环己酮肟转化为己内酰胺的贝克曼重排反应时,需要先将环己酮肟溶解在环辛烷中,运送到混合微通道中,混合温度为65℃,然后立刻输送到反应微通道中,反应温度为100~127℃,停留时间为10s,在这种条件下选择性可以达到99%。而该反应在其他反应器中进行时,相同的反应条件选择性只能达到95%。
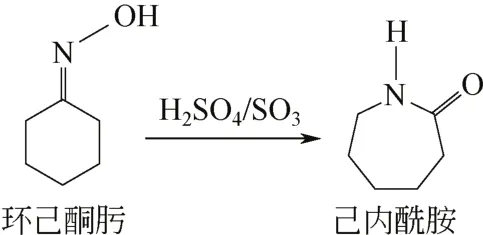
图1 贝克曼重排反应
PROTASOVA等[32]报道了氨基萘的Friedel-Crafts酰化反应,见图2。在微型反应器中进行氨基萘的合成时,一共有9步反应,其中第1步是Friedel-Crafts酰化反应。在传统的转化生产过程中使用Ac2O 和 KOAc或NaOAc作为溶剂。但是由于盐在溶剂中溶解性很低会造成微反应器管道的堵塞,因此用NEt3来代替KOAc更合适,有利于加速反应进行。在微反应器中进行反应时,首先需要将溶液在室温下进行预混合,然后通过泵运送到预加热微反应器,温度控制为130℃。最后目标产品的收率达到100%,而在釜式反应器中仅为86%~96%。
AMII等[33]报道了二羰基化合物的直接氟化反应,见图3。这个反应在宏观反应器中进行时转化率只有15%,而在流微反应器中进行时转化率可以达到90%。

图2 Friedel−Crafts酰化反应

图3 氟化反应
2.3无放大效应
PENNEMANN等[34]研究了在微反应器中进行一种金属有机化合物的加成反应,反应方程式见图4。

图4 有机金属加成反应
在实验室的500mL规模下,反应温度为−40℃,反应0.5h,收率为88%;在6L的搅拌容器中扩大反应规模,−20℃下反应5h,收率为72%。可见在传统反应器条件下反应时,放大过程中由于传热效率发生变化将会引起产率降低。而利用微反应器在实验室规模下进行初试时,反应温度为−10℃,停留时间在10s以内,收率可以达到95%;接着在同样的条件下进行中试过程时,收率可以达到92%;最后在同样的反应条件下进行生产规模过程(5倍中试规模),收率仍然可以保持在92%。可见微反应器不存在放大效应,可以直接进行放大过程。
2.4缩短反应时间
微反应器凭借较大的传质和传热系数,可以明显缩短反应的时间,将反应效率提高到一个新的高度。MASON等[15]报道了一个醇醛缩合反应,见图5。这个反应是甲硅烷基烯醇和4-溴苯甲醛在四丁基氟化铵的存在下完成的,在达到100%转化率的前提下,微反应器中的反应时间仅仅20min,而在传统反应器中却需要24h。
WATTS等[35]报道了贝里斯-希尔曼反应,见图6。在微反应器中进行此反应时,首先将1,4-二烷和水按照体积比1∶1混合成溶剂体系,然后将预混合的1,4-二氮杂二环辛烷和4-硝基苯甲醛溶液加上丙烯酸甲酯溶液送入到微反应器中进行反应,生成的产物是2-(4-硝基苯甲酰)丙烯酸甲酯。产品的收率可以达到95%,反应时间590min,这比在传统反应器中反应时间减少了30%。

图5 醇醛缩合反应
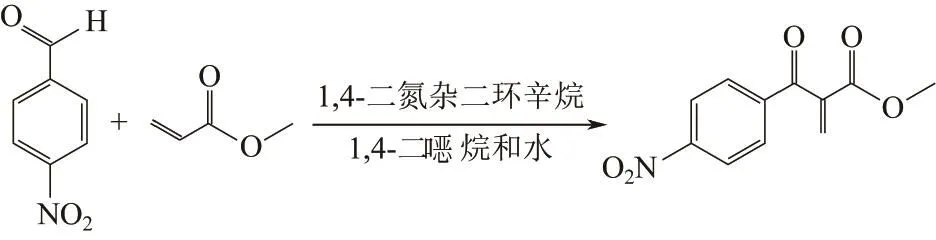
图6 贝里斯-希尔曼反应
2.5控制产物分子的特性
微反应系统不仅对于产品的转化率和收率有影响,还可以减少甚至消除传质过程中热点的形成,因此对于聚合物的分子量、粒径分布、形态和组成都有很好的控制[36-38]。微反应器在聚合反应方面的应用已经有大量的研究,目前已成功应用于多种机理的聚合反应,包括阳离子聚合、阴离子聚合、自由基聚合、配位聚合、缩合聚合、开环聚合等,并表现出对传统釜式反应器的显著优势。从当前的发展趋势来看,微反应器在聚合反应中的应用将成为化工和高分子领域的研究热点之一[39]。
IWASAKI等[40]分别用常规的釜式反应器和微反应器进行了甲基丙烯酸甲酯、丙烯酸丁酯和甲基丙烯酸丁酯的自由基聚合反应,并对合成产物的分子量进行检测。结果显示:在相同的反应时间和产率前提下,微反应器生产的3种聚合物的分子量分布指数(PDI)均在4以下,比常规的釜式反应器生产的聚合物均有明显改善。
2.6高温高压的反应
RAZZAQ等[41]研究了丙烯基苯基醚的Claisen重排反应,见图7。在传统反应器中进行该反应时,反应温度250℃、压强1.3MPa,反应时间1~2h。利用微反应器进行该反应时,以甲苯为溶剂,经过仔细优化条件,在240℃、10MPa的条件下反应,得到了高纯度和高收率的产物,且仅仅有不到5%的副产物形成。这个Claisen重排反应对于温度的改变非常敏感:在<230℃条件下,转化会不完全,影响收率;在更高的反应温度下,会有许多副产物形成。因此不允许通过提高反应温度来减少反应时间。通过这个例子可以看出,利用微反应器来优化反应条件显得尤为重要。

图7 Claisen重排反应
2.7在线及时监控反应
微反应器系统集成化程度很高,可以在化学反应过程中通过传感器、控制器等分析监测装置实时掌握反应的进行程度,及时做出最优化的处理方式。在传统的批处理反应器中也可以监测反应来确保产品的质量,但是一旦发现有杂质出现时,整个反应产品往往已经被污染了。在微反应系统中的快速检测系统可以确保反应物不会被大量污染。其中应用广泛的有高效液相色谱法(HPLC)、紫外-可见光谱(UV/Vis)和红外光谱(IR)等技术。
GOMEZ-DE等[42]报道了利用计算机控制微反应器合成水溶性CdS和CdS/ZnS的纳米晶体,并且在线监测反应的过程,很好地控制了反应的进行,改善了量子产率和粒径分布;VAN DEN BROEK 等[43]研究了利用微反应器在线IR技术监控芳烃化合物的甲酰化反应,很好地控制了危险活性中间体的产生;GROSS等[44]报道了利用微反应器在线IR 和X射线高空间分辨率显微光谱技术进行多步有机转换的过程。
3 微反应器的主要应用领域
3.1精细化工和制药工业
精细化工和制药行业中50%的反应都可能受益于主要基于微反应器技术的连续工艺,目前微反应器在精细化工和制药工业中的使用正在变得越来越普遍[45-46],驱动力主要有工艺开发需求、产品的收率、产品的产量、生产安全以及便于操作等[47]。
在精细化工领域,许多反应对于温度的要求非常苛刻,需要在几百度或者零下几十度的条件下进行,这就需要通过滴加物料才能很好地控制反应温度。常规的反应器很难完成这样的操作,微反应器凭借微尺度的特性可以很好地控制温度和反应时间,保证反应顺利进行。在制药工业,新药的研发是一个耗时且耗资巨大的过程,选出优良品质的先导化合物是药物筛选的一个至关重要的过程,微反应器技术可以和基因分析设备进行集成,内部非湍流的环境和高敏感性生物测定系统的集成都为药物的筛选提供了有力条件,可以完成高通量的药物筛选,在药物研发领域应用广泛[48]。微反应器技术还可以降低先导化合物筛选的成本,提高优化的速度,降低实验次数和试剂的成本[49]。BRAUNE等[50]报道了利用微反应器生产选择性氟化的药物产品,并且在9个月内完成从实验室规模到生产500kg高质量产品的生产过程。PENNEMANN等[51]报道了利用微反应器合成苯基硼酸,反应器是基于分割和重组的混合原则的高流率微混合器,产率可以达到89%并且产品苯基硼酸中没有二苯代硼酸的污染,相比于传统的间歇过程产率提高了20%并且减少了能量消耗。MAURYA等[52]研究了串级的微反应器合成非常重要的精细化工和药物中间体重氮乙酸乙酯,结果显示可以达到99%的收率并且产生的有毒有害废物几乎可以忽略。大量事实表明,连续流的微反应器可以使精细化工及制药工业趋向更经济、高质量、安全生产和环境友好[53]。
3.2生物化学
多种重要化合物的生物合成已经在基因工程主体中得到了展示,但是鉴于生理系统的复杂性等诸多因素都限制产品的收率和对反应条件的控制,也表现出对于大规模工业生产的不适应性。微反应器技术作为一种替代途径将会消除这些缺点并且适合进行工业化生产[54]。目前微反应器技术已经进入生物催化领域,将微反应器技术和生物催化进行结合将会是一项关键的绿色化工程,一些常见类型的酶微反应器已经在均相、非均相和多相系统中展现出了优良的性能[21]。目前酶在诊断中的应用如酶联免疫吸附实验(ELISA)已经引起极大的关注[55]。酶参与的微反应器已经在分析检测领域得到广泛的应用,优点是酶的用量非常少,在蛋白质的水解方面优势明显。可以利用微反应器高比表面积的优点将酶固载在固体载体上或者微通道的内壁上,制成固定酶微反应器[56],是微反应器技术在生物方面的重要应用之一。MIN等[57]研究了微反应器内固定化乙酰胆碱酯酶从自然提取物筛选抑制剂;IQBAL等[58]报道了将毛细管电泳用于固载酶微反应器,结果显示这种处理方法节省样品、成本低、时间短。近几年又研究了将酶固载到微反应器内的纳米材料上,可以展示出高的酶反应性[59]。SUHAS等[60]报道了多种利用微反应器技术合成缩氨酸的方法。此外微反应器技术也为DNA的分析提供了便利。比如生物有机合成中常常会将DNA片段进行成倍地放大以备进一步的研究,即DNA扩增技术。SCHAERLI 等[61]就利用微反应器进行了聚合酶链反应(PCR),实现了快速的DNA扩增。
4 微反应器面临主要的挑战
4.1堵塞
微反应器技术起源于20世纪90年代,到目前为止还属于一种新兴技术,虽然发展很快,但是仍然存在一些挑战。微反应器目前面临的最主要问题就是微通道的堵塞问题[62]。当有固体物质(催化剂、试剂、产品和副产品)参与反应时,通道中会出现沉积、生长或者架桥现象,这会限制微反应器内的液体流动速度,影响液体混合并且会提高压降,最后很可能导致反应失败[63]。
针对堵塞问题,目前已经有诸多的解决方法。SCHOENITZ等[64]阐述了目前微反应器内所有类型污垢的研究进展,包括结晶、颗粒、化学反应、腐蚀、生物污染和气泡,并分别介绍了相应的缓解或者阻止污垢形成的方法。将微通道管壁面设计得足够光滑可以有效缓解固体沿着壁面的沉积,比如纯氟表面[65]。多段液-液流的使用可以限制固体粒子和通道内壁的相互作用,但是这种方法需要使用额外的溶液,可能会降低反应的效率或者出现这种额外溶液和特定的溶剂不兼容现象。还可以利用超声辐射减轻堵塞,这是因为超声波振动可以抑制沉淀物在管道中的附着和沉积[28,66];其他方法还有使用分散相液滴包裹粒子来减少粒子和管壁的相互作用以及使用鞘流技术产生纳米粒子来减轻堵塞等[67-68]。虽然针对于堵塞问题已经有很多措施,但是仍然缺少将不溶性物质分离出来的有效方法,这将限制微反应器技术的发展。
4.2催化剂负载
微反应器中化学反应经常涉及到催化过程,鉴于微通道的尺寸很小,这就对催化剂装载方式提出了很高的要求。催化剂的负载方式主要有两种:将催化剂涂敷在微通道内壁或者催化剂载体上。但是当催化剂被涂敷在表面时,容易出现低附着性、容易脱落、更换困难和加工费用高等问题,这都会对微反应器的产品化开发过程产生障碍[69]。配位体和催化剂载体之间的连接经常会导致催化剂活性的降低,而一些常见的聚合物载体会发生膨胀堵塞微反应器[65],因此催化剂的装载方式很大程度上决定着产品的选择性[70]。目前应用最多的催化剂载体是多孔材料,尽管关于多孔材料作为催化剂载体的研究很多,但是催化剂的粘附特性和高效的装载方式仍然有待于进一步优化,均质催化剂的固定仍然是一个长期存在的挑战。
4.3微通道的设计和制造
微通道的制作经过几个阶段的发展,虽然目前已经可以设计出复杂的结构通道,比如基于光刻母模板的软刻法,制作工艺已经很成熟,但是制作的成本仍然很昂贵,因此开发简化的制作工艺、降低制作成本是一项艰巨的任务[71]。对于高通量的微流体系统,快速均一的液体分布十分重要。微通道的几何构造将会决定流体的分布并最终影响产品质量,而优化微通道的几何结构是一项复杂的过程和挑战,因此开发一种精度高、成本低的微通道制造技术是急需要解决的难题[72]。
5 结语与展望
相比于传统的反应器工艺,微反应器技术具有诸多优势:极高的传质和传热效率、反应时间短、无放大效应、安全性高、集成化程度高、生产过程绿色化等。微反应器技术能够显著强化反应过程,成为化工领域的一次革新,为化学化工领域提供了一个非常高效和便捷的平台。显然,微反应技术是21世纪化学化工技术发展的重要分支之一。
展望未来的微反应器技术,需要在以下几方面做出更深入的研究。
(1)在理论方面,许多宏观的理论在微尺度方面已经不完全实用,需要深入系统地完善微反应器的理论体系。
(2)在应用范围方面,虽然利用微反应器已经完成了很多反应,但仍有部分反应在微反应器领域还没有找到合适的发展路线,因此期待将微反应器技术引入到更广泛的反应系统中。
(3)在加工技术方面,开发新的微反应器制造技术,特别是微通道的设计和制造,确保制作工艺简单高效、精度高、成本低。
(4)在功能方面,还应该加强集成化水平,提高实时监测和控制的能力,确保反应过程更符合可持续发展的要求。
显然,未来的化学化工领域,微反应器技术仍然有很广阔的发展空间,人们将会看到微反应器技术更大的发展潜力。
参考文献
[1] 褚良银,汪伟,巨晓洁,等. 微流控法构建微尺度相界面及制备新型功能材料研究进展[J]. 化工进展,2014,33(9):2229-2234.
[2] PROTASOVA L N,BULUT M,ORMEROD D,et al. Latest highlights in liquid-phase reactions for organic synthesis in microreactors[J]. Organic Process Research & Development,2013,17(5):760.
[3] 郑亚锋,赵阳,辛峰. 微反应器研究及展望[J]. 化工进展,2004,23(5):462-464.
[4] FLETCHER P D I,HASWELL S J,VILLAR P E,et al. Micro reactors:principles and applications in organic synthesis[J]. Tetrahedron,2002,58(39):4735–4736.
[5] GEYER K,CODÉE J D,SEEBERGER P H. Microreactors as tools for synthetic chemists-the chemists’ round-bottomed flask of the 21st century?[J]. Chemistry——A European Journal,2007,38(2):8434–8442.
[6] MILLS P L,QUIRAM D J,RYLEY J F. Microreactor technology and process miniaturization for catalytic reactions——a perspective on recent developments and emerging technologies[J]. Chemical Engineering Science,2007,62(24):6992-7010.
[7] 赵述芳,白琳,付宇航,等. 液滴流微反应器的基础研究及其应用[J]. 化工进展,2015,34(3):593-607,616.
[8] MAE K. Advanced chemical processing using microspace[J]. Chemical Engineering Science,2007,62(18/19/20):4842-4851.
[9] 陈光文,赵玉潮,乐军,等. 微化工过程中的传递现象[J]. 化工学报,2013,64(1):63-75.
[10] McGOVERN S,HARISH G,PAI C,et al. Multiphase flow regimes for hydrogenation in a catalyst-trap microreactor[J]. Chemical Engineering Journal,2008,135(s1):s229-s236.
[11] JOVANOVIC J,REBROV E V,NIJHUIS T,et al. Liquid-liquid flow in a capillary microreactor:hydrodynamic flow patterns and extraction performance[J]. Industrial & Engineering Chemistry Research,2011,51(2):1015.
[12] 骆广生,王凯,吕阳成,等. 微尺度下非均相反应的研究进展[J]. 化工学报,2013,64(1):165-172.
[13] WILES C,WATTS P. Recent advances in micro reaction technology[J]. Chemical Communications,2011,47(23):6512.
[14] HESSEL V,LÖWE H,SCHÖNFELD F. Micromixers——a review on passive and active mixing principles[J]. Chemical Engineering Science,2005,60(8):2479-2483.
[15] MASON B P,PRICE K E,STEINBACHER J L,et al. Greener approaches to organic synthesis using microreactor technology[J]. Chemical Reviews,2007,107(6):2301-2307.
[16] 赵玉潮,陈光文. 微化工系统的并行放大研究进展[J]. 中国科学(化学),2015,45(1):16-23.
[17] ZHANG X,STEFANICK S,VILLANI F J. Application of microreactor technology in process development[J]. Organic Process Rresearch & Development,2004,8(3):455.
[18] 赵玉潮,张好翠,沈佳妮,等. 微化工技术在化学反应中的应用进展[J]. 中国科技论文,2008,3(3):157-169.
[19] ROBERGE D M,GOTTSPONER M,EYHOLZER M,et al. Industrial design,scale-up,and use of microreactors[J]. Chemistry Today,2009,7:8-11.
[20] 骆广生,王凯,王佩坚,等. 微反应器内聚合物合成研究进展[J]. 化工学报,2014,65(7):2564.
[21] WOHLGEMUTH R,PLAZL I,PLAZL Ž P,et al. Microscale technology and biocatalytic processes:opportunities and challenges for synthesis[J]. Trends in Biotechnology,2015,33(5):302-314.
[22] USUTANI H,TOMIDA Y,NAGAKI A,et al. Generation and reactions of o-bromophenyllithium without benzyne formation using a microreactor[J]. Journal of the American Chemical Society,2007,129(11):3046-3047.
[23] ZHANG X,STEFANICK S,VILLANI F J. Application of microreactor technology in process development[J]. Organic Process Research & Development,2004,8(3):456.
[24] NEWMAN S G,GU L,LESNIAK C,et al. Rapid Wolff–Kishner reductions in a silicon carbide microreactor[J]. Green Chemistry,2014,16(1):176-180.
[25] MÜLLER S T,WIRTH T. Diazo compounds in continuous-flow technology[J]. ChemSusChem,2015,8(2):245-250.
[26] HASWELL S J,WATTS P. Green chemistry:synthesis in micro reactors[J]. Green Chemistry,2003,5(2):240-249.
[27] YOSHIDA J I,KIM H,NAGAKI A. Green and sustainable chemical synthesis using flow microreactors[J]. ChemSusChem,2011,4(3):331-340.
[28] NAVARRO-BRULL F J,POVEDA P,RUIZ-FEMENIA R,et al. Guidelines for the design of efficient sono-microreactors[J]. Green Processing and Synthesis,2014,3(5):311-320.
[29] KULKARNI A A. Continuous flow nitration in miniaturized devices[J]. Beilstein Journal of Organic Chemistry,2014,10(1):405-424.
[30] 李毅,曹军,应翔,等. 费托合成微反应器研究进展[J]. 化工进展,2015,34(6):1519-1525.
[31] ZUIDHOF N T,DE CROON M H,SCHOUTEN J C,et al. Beckmann rearrangement of cyclohexanone oxime to ϵ-caprolactam in a microreactor[J]. Chemical Engineering & Technology,2012,35 (7):1257-1261.
[32] PROTASOVA L N,BULUT M,ORMEROD D,et al. Latest highlights in liquid-phase reactions for organic synthesis in microreactors[J]. Organic Process Research & Development,2013,17(5):760-791.
[33] AMII H,NAGAKI A,YOSHIDA J I. Flow microreactor synthesis in organo-fluorine chemistry[J]. Beilstein Journal of Organic Chemistry,2013,9(1):2793-2802.
[34] PENNEMANN H,WATTS P,HASWELL S J,et al. Benchmarking of microreactor applications[J]. Organic Process Research & Development,2004,8(3):433-434.
[35] WATTS P,WILES C. Recent advances in synthetic micro reaction technology[J]. Chemical Communications,2007(5):443-467.
[36] SERRA C A,CHANG Z. Microfluidic-assisted synthesis of polymerparticles[J]. Chemical Engineering & Technology,2008,31(8):1099-1115.
[37] BALLY F,SERRA C A,HESSEL V,et al. Homogeneous polymerization:benefits brought by microprocess technologies to the synthesis and production of polymers[J]. Macromolecular Reaction Engineering,2010,4(9/10):543-561.
[38] BALLY F,SERRA C A,HESSEL V,et al. Micromixer-assisted polymerization processes[J]. Chemical Engineering Science,2011,66(7):1449-1462.
[39] 宋顺刚,顾雪萍,王嘉骏,等. 微反应器在聚合反应中的应用[J]. 化工进展,2012,31(2):259-267.
[40] IWASAKI T,YOSHIDA J I. Free radical polymerization in microreactors. significant improvement in molecular weight distribution control[J]. Macromolecules,2005,38(4):1159-1163.
[41] RAZZAQ T,GLASNOV T N,KAPPE C O. Continuous-flow microreactor chemistry under high-temperature/pressure conditions[J]. European Journal of Organic Chemistry,2009(9):1321-1325.
[42] GÓMEZ-DE P S,PUYOL M,IZQUIERDO D,et al. A ceramic microreactor for the synthesis of water soluble CdS and CdS/ZnS nanocrystals with on-line optical characterization[J]. Nanoscale,2012,4(4):1328-1335.
[43] VAN DEN BROEK S A,LELIVELD J R,BECKER R,et al. Continuous flow production of thermally unstable intermediates in a microreactor with inline IR-analysis:controlled vilsmeier-haack formylation of electron-rich arenes[J]. Organic Process Research & Development,2012,16(5):934-938.
[44] GROSS E,SHU X Z,ALAYOGLU S,et al. In situ IR and X-ray high spatial-resolution microspectroscopy measurements of multistep organic transformation in flow microreactor catalyzed by Au nanoclusters[J]. Journal of the American Chemical Society,2014,136 (9):3624-3629.
[45] ROBERGE D M,GOTTSPONER M,EYHOLZER M,et al. Industrial design,scale-up,and use of microreactors[J]. Chemistry Today,2009,7:8-11.
[46] ROBERGE D M,DUCRY L,BIELER N,et al. Microreactor technology:a revolution for the fine chemical and pharmaceutical industries?[J]. Chemical Engineering & Technology,2005,28(3):318-323.
[47] ROBERGE D M,ZIMMERMANN B,RAINONE F,et al. Microreactor technology and continuous processes in the fine chemical and pharmaceutical industry:is the revolution underway?[J]. Organic Process Research & Development,2008,12(5):905-910.
[48] PAL R,YANG M,LIN R,et al. An integrated microfluidic device for influenza and other genetic analyses[J]. Lab on a Chip,2005,5(10):1024.
[49] WATTS P,HASWELL S J. The application of micro reactors for organic synthesis[J]. Chemical Society Reviews,2005,36(21):235-238.
[50] BRAUNE S,PÖCHLAUER P,REINTJENS R,et al. Selective nitration in a microreactor for pharmaceutical production under cGMP conditions[J]. Chemistry Today,2009,27(1):26-29.
[51] PENNEMANN H,LÖWE H,HESSEL V. Chemical microprocess technology-from laboratory-scale to production[J]. Chemical Engineering Science,2004,59:4789-4794.
[52] MAURYA R A,MIN K I,KIM D P. Continuous flow synthesis of toxic ethyl diazoacetate for utilization in an integrated microfluidic system[J]. Green Chemistry,2014,16(1):116-120.
[53] GONZÁLEZ J C,POECHLAUER P,BROXTERMAN Q B,et al. Key green engineering research areas for sustainable manufacturing:a perspective from pharmaceutical and fine chemicals manufacturers [J]. Organic Process Research & Development,2011,15(4):900-911.
[54] BOEHM C R,FREEMONT P S,CES O. Design of a prototype flow microreactor for synthetic biology in vitro[J]. Lab on a Chip,2013,13(17):3426-3432.
[55] MATSUI K,MORIMOTO S,ASANO T,et al. Enzyme-linked immunosorbent assay using vertical micro reactor stack for the detection of biomolecules[J]. Electronics and Communications in Japan,2010,93(4):50-57.
[56] PETERSON D S,ROHR T,SVEC F,et al. Enzymatic microreactor-on-a-chip:protein mapping using trypsin immobilized on porous polymer monoliths molded in channels of microfluidic devices[J]. Analytical Chemistry,2002,74(16):4081-4088.
[57] MIN W,WANG W,CHEN J,et al. On-line immobilized acetylcholinesterase microreactor for screening of inhibitors from natural extracts by capillary electrophoresis[J]. Analytical and Bioanalytical Chemistry,2012,404(8):2397-2405.
[58] IQBAL J,IQBAL S,MÜLLER C E. Advances in immobilized enzyme microbioreactors in capillary electrophoresis[J]. Analyst,2013,138(11):3104-3116.
[59] MATSUURA S I,ISHII R,ITOH T,et al. Immobilization of enzyme-encapsulated nanoporous material in a microreactor and reaction analysis[J]. Chemical Engineering Journal,2011,167(2):744-749.
[60] RAMESH S,CHERKUPALLY P,DE LA TORRE B G,et al. Microreactors for peptide synthesis:looking through the eyes of twenty first century !!![J]. Amino Acids,2014,46(9):2091-2104.
[61] SCHAERLI Y,WOOTTON R C,ROBINSON T,et al. Continuousflow polymerase chain reaction of single-copy DNA in microfluidic microdroplets[J]. Analytical Chemistry,2008,81(1):302-306.
[62] POE S L,CUMMINGS M A,HAAF M P,et al. Solving the clogging problem:precipitate-forming reactions in flow[J]. Angewandte Chemie (International Edition),2006,45(10):1544-1548.
[63] HARTMAN R L. Managing solids in microreactors for the upstream continuous processing of fine chemicals[J]. Organic Process Research & Development,2012,16(5):870-887.
[64] SCHOENITZ M,GRUNDEMANN L,AUGUSTIN W,et al. Fouling in microstructured devices:a review[J]. Chemical Communications,2015,51(39):8213-8228.
[65] JENSEN K F,REIZMAN B J,NEWMAN S G. Tools for chemical synthesis in microsystems[J]. Lab on a Chip,2014,14(17):3206-3212.
[66] NOËL T,NABER J R,HARTMAN R L,et al. Palladium-catalyzed amination reactions in flow:overcoming the challenges of clogging via acoustic irradiation[J]. Chemical Science,2011,2(2):287-290.
[67] HORIE T,SUMINO M,TANAKA T,et al. Photodimerization of maleic anhydride in a microreactor without clogging[J]. Organic Process Research & Development,2010,14(2):405.
[68] HARTMAN R L,NABER J R,ZABORENKO N,et al. Overcoming the challenges of solid bridging and constriction during Pd-Catalyzed C—N bond formation in microreactors[J]. Organic Process Research & Development,2010,14(6):1347.
[69] ZHOU W,TANG Y,WANG Q,et al. Optimization of catalyst loading for porous copper fiber sintered felts used in methanol steam reforming microreactors[J]. Chemical Engineering & Technology,2013,36(2):307-308.
[70] STUTZ M J,HOTZ N,POULIKAKOS D. Optimization of methane reforming in a microreactor-effects of catalyst loading and geometry[J]. Chemical Engineering Science,2006,61(12):4027-4040.
[71] 董广新,蒋稼欢. 基于微流动混合的微纳米粒子合成进展[J]. 化工进展,2010,29(11):2026-2033.
[72] CHEN P C,WU M H,WANG Y N. Microchannel geometry design for rapid and uniform reagent distribution[J]. Microfluidics and Nanofluidics,2014,17(2):275-285.
综述与专论
Applications of microreactor in chemistry and chemical engineering
LIU Zhaoli,ZHANG Pengfei
(School of Chemical Engineering,Tianjin University,Tianjin 300072,China)
Abstract:Microreactor belongs to the miniature chemical reaction system,which has some characteristics of high heat- and mass- transfer rates,strictly-controlled reaction time,easy scale-up,excellent safety performance,and so on. Comparing with the common batch reactors,advantages of microreactors are reducing reaction time,greatly promoting conversion and yields. On the other hand,there are some existing challenges,such as the clogging problem,catalyst loading,design and fabrication of microchannels,and so on. This paper aims to introduce the microreactor technology,which has been growing rapidly in recent years. Some of the basic characteristics of microreactor are summarized focusing on applications of microreactor in chemistry and chemical engineering as well as some of typical examples of existing in fine chemical and pharmaceutical industry. A variety of challenges are also discussed. Microreactor is a frontier and hot topic in the research of chemistry and chemical engineering and analysis shows that microreactor still has very big development space and has the potential to change the chemistry and chemical engineering landscape. In the future,further in-depth and systematic understanding of the regularities and mechanisms of chemical reaction in microreactor and design of microchannels should be emphasized. Introducing the microreactor technology into more reaction systems and further improving the integration level still need to be perfected.
Key words:microreactor;microchannels;microscale;laminar flow;safety
收稿日期:2015-07-08;修改稿日期:2015-07-29。
DOI:10.16085/j.issn.1000-6613.2016.01.002
中图分类号:TQ 052
文献标志码:A
文章编号:1000–6613(2016)01–0010–08
