涡旋压缩机动静涡旋盘的数控加工宏程序应用
2016-03-02许甲岿
许甲岿
(珠海格力电器股份有限公司机电研究院,珠海 519070)
涡旋压缩机动静涡旋盘的数控加工宏程序应用
许甲岿
(珠海格力电器股份有限公司机电研究院,珠海 519070)
涡旋盘是涡旋压缩机的核心零件,涡旋渐开线的加工是其加工中的难点之一。本文以FANUC 0i-MC系统为例,针对动静涡旋盘在加工中心设备上的铣削加工,介绍一种渐开线的数控宏程序编制方法。
涡旋盘 渐开线 宏程序 数控加工
引言
动静盘是涡旋压缩机的核心零件,其需要很高的形状精度和尺寸精度要求。对国内厂家来说,这是多年来一直存在的难题,也是制约涡旋压缩机在国内大规模发展的原因之一。近年来,随着国外高精度设备的引进使用,很多空调厂家已经开始研究涡旋压缩机的自主生产,并且通过手工编制的数控程序加上刀具半径的调用及补偿,已经实现了在加工中心设备上加工出满足使用要求的动静盘。对于没有配备渐开线功能的设备,需要以圆弧逼近的插补方式完成整条曲线的加工。虽然编程过程需要计算大量的坐标点位,但对涡旋盘的加工精度以及数控程序的长度方面,手工编程相对软件编程仍然具有较大优势。然而,如果渐开线程序参数改变或者需要改变步长,则需重新计算、编程,很不方便。本文介绍一种使用宏程序进行渐开线的编程,程序简洁,灵活性很强,可使数控设备的加工达到事半功倍的效果。
1 涡旋盘渐开线的方程
涡旋盘渐开线是非圆曲线,其基本方程为:
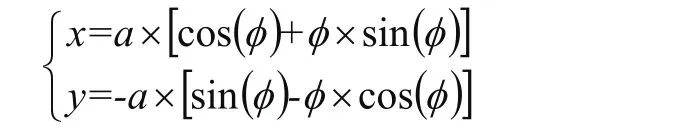
因压缩机结构需要,涡旋压缩机的渐开线通常会设计为如下通用形式,记为方程1:

其中,(x,y)为曲线上任意一点的坐标,a为渐开线基圆半径,α为渐开线发生角,θ为曲线整体旋转角度,且这些参数均为常量;φ为渐开线展角,是形成整条曲线的唯一变量。
2 渐开线的宏程序编程
涡旋盘渐开线的加工方法主要有展成法和数值逼近法两种。展成法主要用于专机加工,且对涡旋盘中心部的修正形状较难实现;数值逼近法主要用于加工中心,通用性强,目前行业内绝大多数厂家都使用此法加工。然而,数值逼近法通常需要计算大量的曲线上的点位坐标,而使用宏程序则可以很好地解决该问题。
现以FANUC 0i-MC系统的加工中心为载体,编制出圆弧逼的单侧近渐开线轮廓精加工宏程序。利用圆弧逼近的方法编程,首先需要引用圆的标准方程式:

其中,Xc为圆心x坐标,Yc为圆心y坐标,R为圆的半径。
假设方程1中,渐开线上相邻3个不同展开角φ1、φ2、φ3对应的点分别为(x1,y1),(x2,y2),(x3,y3),则可推算出通过这3个点的圆弧的圆心坐标(Xc,Yc)和圆弧半径R分别为如下值(具体推算过程不做详述):
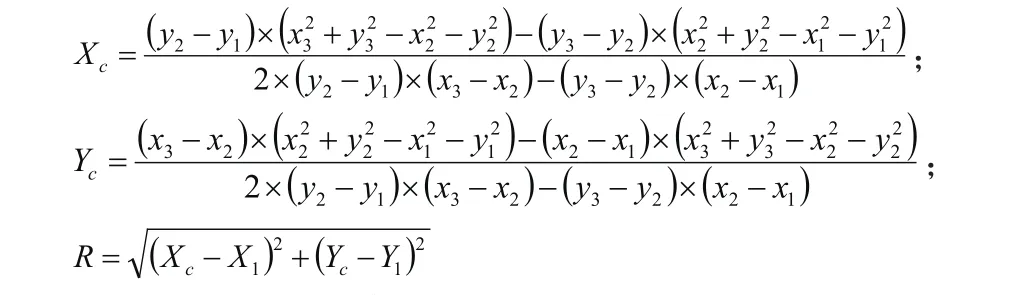
上述公式中,设:A=2(x2-x1),B=2(y2-y1),C=x2²+y2²-x1²-y1²,D=2(x3-x2),E=2(y3-y2),F=x3²+y3²-x2²-y2²,则圆弧圆心坐标值为:

取欲加工之渐开线方程1中参数分别为:a=2.6mm,α=0.8rad,θ=1.6rad,展开角变量范围φ=3.2~16.0rad,程序步距d=0.01rad,可按表1、表2所示的主程序、子程序编制渐开线宏程序。
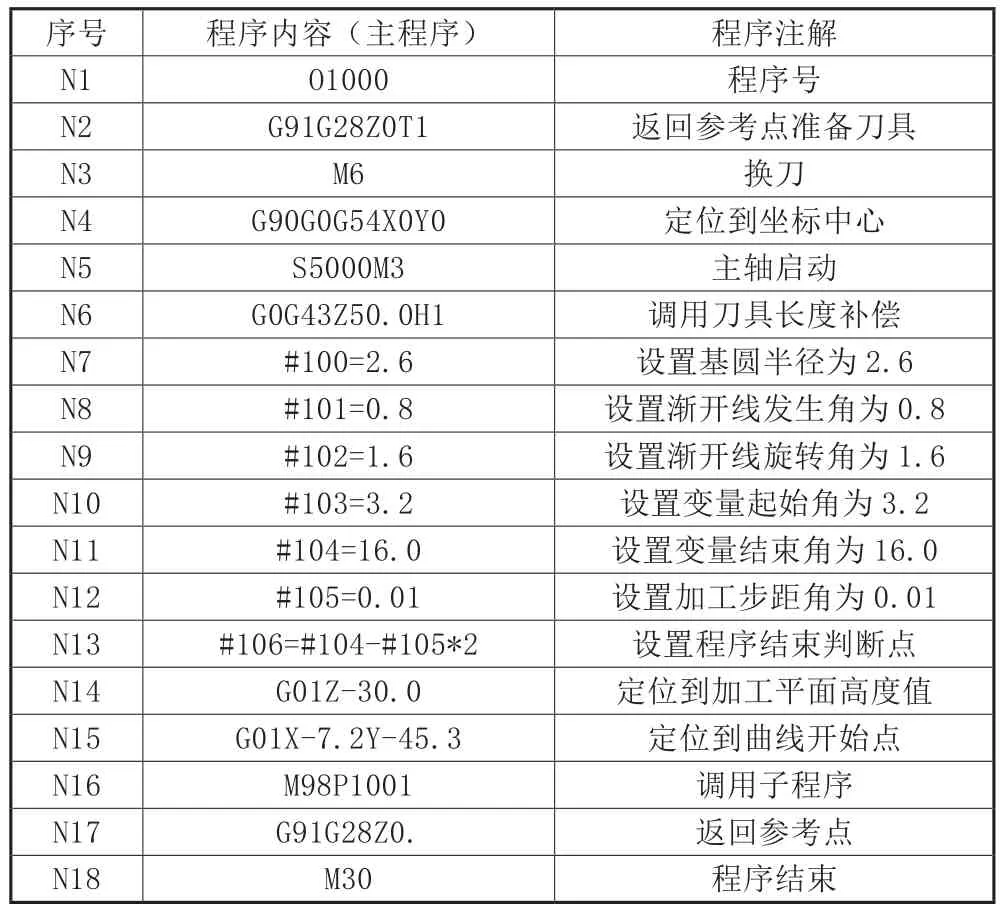
表1 主程序
使用如上方法加工的涡旋盘,其渐开线的轮廓度更易于控制在设计范围内,如图1所示。图形摘取的是研究的某型号涡旋压缩机动静盘使用宏程序试制完成的零件内壁渐开线实测值。由图1可以看出,其单条曲线轮廓度完全控制在±0.01mm以内,波动值范围仅为-0.005~0.005mm,运用效果非常理想。
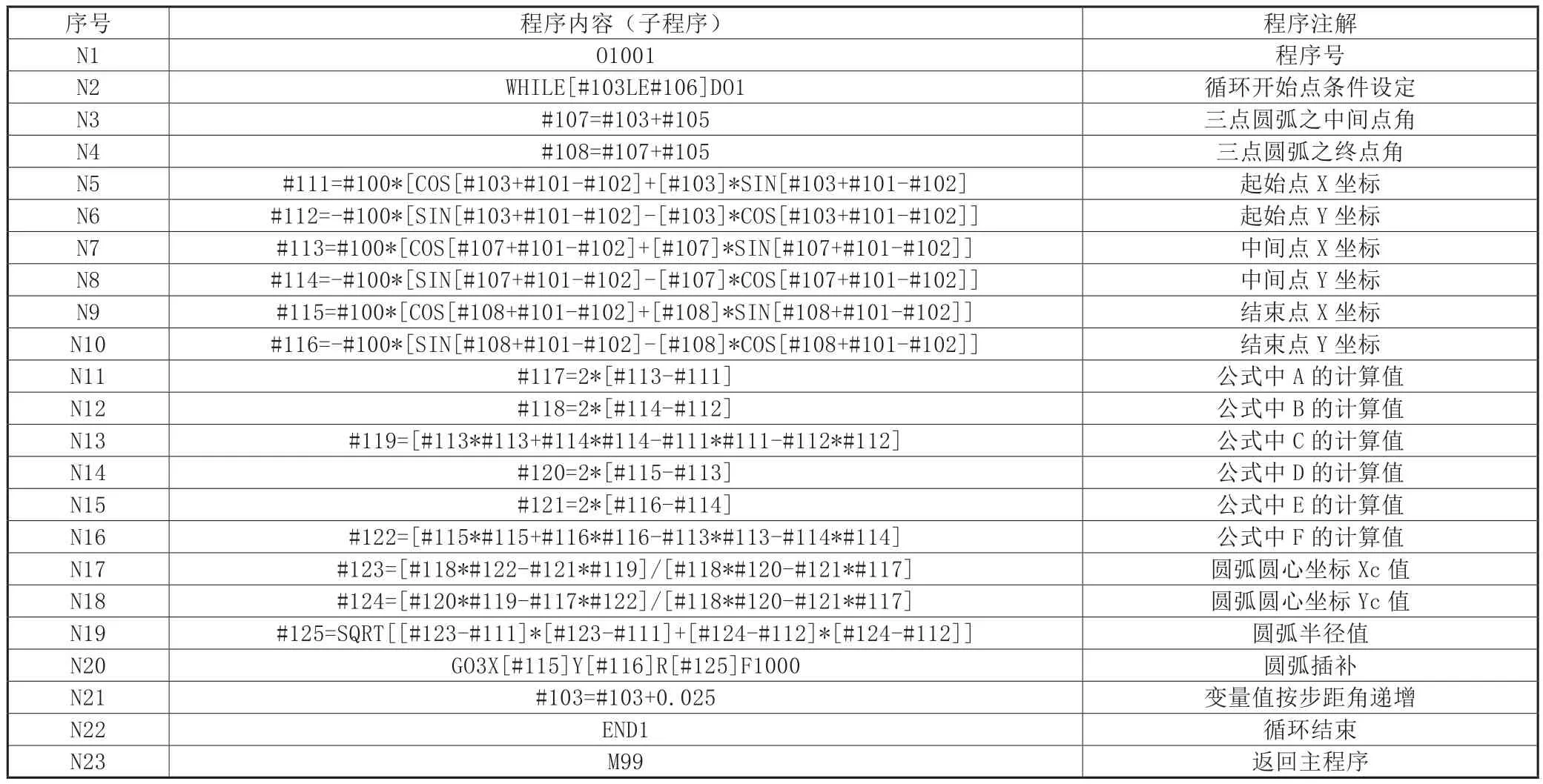
表2 子程序
3 宏程序编制的注意事项
第一,注意宏程序运算过程的角度单位。例如,上述方程仅用来阐述渐开线宏程序的编制方法,如需用于实际加工,需要特别注意方程式中的各参数角度均是以弧度为单位设计。宏程序编制过程中,受限于系统运算指令的识别,角度的运算必须以度为单位指定。

图1 零件内壁渐开线实测值
第二,注意宏程序表达式中括号的使用。使用3点圆弧来拟合渐开线,用到大量较为繁琐的计算公式,则必须用括号来改变运算顺序。运算表达式中只能使用方括号,多层括号也全部统一用法。本文阐述的方法为了便于理解,对变量的计算式区分得较为详细。如果需综合成较少的段落,用来改变运算顺序的括号最多可用到5层。
4 结语
本文所述的渐开线宏程序编程,可以很方便地设置方程式的各项参数。加工不同参数的方程时,无需重新计算,只需在主程序上修改变量赋值即可,编程效率大幅提高;使用此法编制涡旋盘加工的数控宏程序,可以任意改变步距角,更易于提高涡旋盘渐开线轮廓度的加工精度,对产品研发初期的动静盘试制具有很强的实际指导意义。本文介绍利用宏程序加工涡旋盘渐开线的方法,在一定程度上可以较好地提高曲面轮廓精度,这也是除加工过程的工艺控制外,影响涡旋盘关键精度的主要因素之一。
[1]李连生.涡旋压缩机[M].北京:机械工业出版社,1998.
Application of Macro-program to Machining the Involute of Circle in Scroll-compressor
XU Jiakui
(mechanical and Electrical Research Institute of Limited by Share Ltd, Zhuhai GREE, Zhuhai 519070)
Scroll is the nucleus-part of scroll-compressor, involute of circle is one of the most difficult point in compressor machining process.In this text,the scrolls milling in machining center, expound the programming method of involute.
scroll,involute,macro-program,CNC machining
