基于模型结构优化的降低3D打印材料消耗方法
2016-02-27王洁瑜董方敏
王洁瑜,董方敏
(三峡大学 计算机与信息学院,湖北 宜昌 443002)
基于模型结构优化的降低3D打印材料消耗方法
王洁瑜,董方敏
(三峡大学 计算机与信息学院,湖北 宜昌 443002)
3D打印技术是基于增材制造法原理的一种高新技术,是快速成型技术的延续与发展,其应用领域正在不断扩大和普及。目前,对3D打印方面的研究热点集中在3D打印机的原理和结构、3D打印自由成形工艺、3D打印材料、3D打印成本等方面。如何减少材料消耗来降低3D打印成本是其中重要的研究内容之一,而通过优化模型结构来减少材料的消耗是目前常用的方法。从采用对模型结构进行优化的方法来降低3D打印成本的角度,阐述了模型结构优化的基本原理,介绍了几类典型的基于模型结构优化技术降低3D打印材料消耗的算法,分析了各种算法的特点及适用领域,并指出了未来可能的研究内容和方向。
3D打印;材料消耗;模型结构优化;算法
0 引 言
3D打印是一种以数字模型为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术[1]。自20世纪90年代中期以来,3D打印技术得到迅速发展,成为了人们关注的热点,并在珠宝、鞋类、工业设计、建筑、工程和施工、汽车、航空航天、医疗、教育及其他领域得到了广泛应用。
目前,对3D打印方面的研究包括3D打印机的原理和结构、3D打印自由成形工艺、3D打印材料、3D打印成本等。由于打印成本仍然是阻碍3D打印大规模应用的主要原因,而3D打印成本主要取决于打印材料的成本,因此,研究新型材料和制造工艺来降低打印材料成本,以及研究如何减少材料消耗来降低3D打印成本成为当前的主要研究热点。文中主要对后一研究热点进行探讨和分析。
3D打印材料消耗主要分成打印3D模型材料消耗和打印支撑结构消耗两大类。后者主要是为了完成堆积打印3D模型的突出或悬空部分,需事先打印出的工艺支撑结构的材料消耗,通常在打印完成后要去除这种支撑结构[2]。
近年来,许多研究者提出通过内部挖空、内部镶嵌网孔结构、蒙皮骨架结构以及优化支撑结构等模型结构优化方法来减少3D模型以及支撑结构的材料消耗。例如,Chen提出利用蜂窝六边形网孔结构填充内部挖空[3];Lin等利用Voronoi来镶嵌掏空部分[4-5];Wang等提出一种基于Skin-Frame的轻质结构来降低材料消耗[6];Kindinger等提出以减少重量为核心,开发泡沫、蜂窝、轻木等轻质结构[7];Rosen等利用“薄换厚”的思想将内部结构轻质化[8-9];Xu等提出结合EOS和Von mises引力方法优化模型结构[10];Vanek等采取基于几何方法来减少支撑结构的材料消耗[2]。
文中对当前基于模型结构优化的降低3D打印材料消耗的主要方法进行了探讨和分析,阐述了模型结构优化的基本原理和技术,介绍了几类典型的基于模型结构优化技术降低3D打印材料消耗的算法,分析了各种算法的特点及适用场合,并指出了未来可能的研究内容和方向。
1 模型结构优化的基本原理和技术
模型结构优化是在给定约束条件下(如模型最小壁厚、重心位置、表面形状变形误差等),按某种优化目标(如重量最轻、刚度或强度最大等)求解最优的模型结构设计方案的过程,也称为结构最佳设计或结构最优设计。这里将重点介绍在模型内部结构优化过程中主要用到的技术及原理。
1.1 内部掏空技术
内部掏空的技术是最直接、最简单的降低材料用量的方法[11]。通常首先选择掏空的初始位置,然后根据约束条件和优化目标逐步调整位置和掏空结构,最终得到满足条件的稳定的模型壁厚。图1展示了如何将模型内部掏空的过程[12-13]。

图1 内部掏空技术
掏空之后的模型大大降低了材料的使用,在取出内部支架的同时,也会改变模型原有的强度和稳定性,因此需要对改变后的内部结构做相应的调整。比如改变原有内部支架并且重新选择摆放位置,或者采用嵌入网格方法,改造内部空腔来增加模型的强度和稳定性,从而得到满足3D打印要求的模型结构。
1.2 蜂窝技术
蜂巢是由一个个正六角形单房,房口全朝下或朝向一边,背对背对称排列组合而成的一种结构[9]。采用蜂窝结构具有重量轻、用量少、成本低、强度高、表面平整、不易变形等特点,同时具有优秀的几何力学性能,以及其他隔音吸热等物理优势,因此在3D打印内部结构优化中得到了广泛应用。蜂窝结构如图2所示。
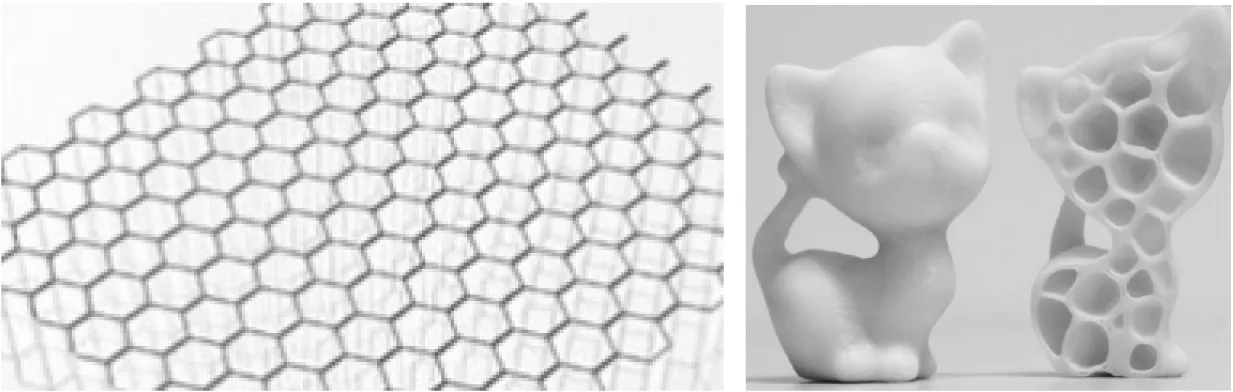
图2 蜂窝结构
目前为了降低材料的消耗,很多算法采用的是在模型内部掏空的基础上嵌入蜂巢结构。例如Rosen等提出的高效生产蜂巢结构的算法,既保持了模型原有的稳定性,同时节省了材料的用量[8-9]。
1.3 Voronoi分割技术
Voronoi图,又叫泰森多边形或Dirichlet图,是由一组连接两邻点直线的垂直平分线组成的连续多边形组成,如图3所示[14]。
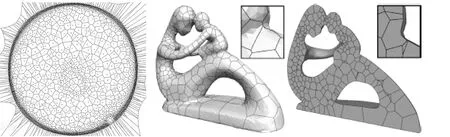
图3 Voronoi分割

Ωi={x∈S|‖x-si‖≤‖x-sj‖,vj≠i}
(1)
图3所示的蜂巢结构由输入的α决定,分别生成100单元格、200单元格。根据对强度和重量的比值调整找到一个最佳的镶嵌模式,并且能够缓解空腔内的压力。
1.4 渐进结构优化(Evolutionary Structural Optimization,EOS)
渐进结构优化法最早是由澳大利亚维多利亚大学的谢忆民和悉尼大学的Steven G P共同提出的,主要用于解决连续体结构的拓扑优化问题[15]。EOS方法的思想很简单,即根据一定的优化准则,将无效或低效的材料逐步去掉,从而使结构逐渐趋于优化。设计目标是结合Von Mises应力准则尽可能减少各处应力水平的差距,使应力分布尽可能均匀。Xu等利用这个方法对网格模型进行了优化计算,在优化计算循环中模型体积不断减少,单元应力σmax不断增加,计算σmax/[σ]=β,并将β称为应力比。当β达到一定值时,优化计算转至更细级别网格上。
在优化迭代中,该方法采用固定的有限元网格,对存在的材料单元,其材料数编号为非零数,而对不存在的材料单元材料数编号为零。通过这种零和非零模式和迭代来实现结构拓扑优化。
2 典型的基于模型结构优化降低3D打印材料消耗的算法
近些年来,国内外许多研究者提出了很多各具特色的模型结构优化算法。下面以各种算法采用不同的方法和技术为线索,对部分具有代表性的典型算法进行简要介绍。
2.1 基于参数化建模技术的模型结构优化
Rosen和Wang提出了一种参数化建模方法,利用粒子群优化算法选择寻找设计方案,采用轻质结构来改善原有的模型结构,其主要思想是用较薄的部分替换较厚的部分[8]。Chen和Rosen等在此基础上又提出一种混合几何建模方法,生成的蜂窝状细胞结构镶嵌化的几何模型如图4所示[9]。
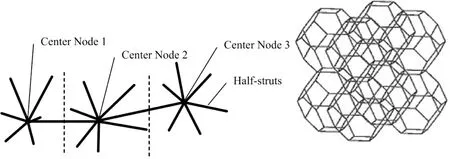
图4 蜂窝状细胞结构镶嵌化
算法的核心思想是,在m个集合中找到所有连接到Nodei节点的架构,将连接Nodei的Half-structs定义为Eij,创建以Nodei为单位的实体结构,生成STLi模型,以此叠加STLall=STLall⊕STLi生成整个模型结构。
尽管这些做法得到了轻量级的扩建,但是合成的内部结构可能无法很好地适应高压力,甚至失去稳定性。因此,该方法不能同时达到节省材料和维护物理稳定性以及形状不变的目标,还需要进一步对优化后的模型进行旋转、矫正来确定模型的重心位置,确保它的稳定性。
2.2 掏空优化算法
Lin等在蜂窝状细胞结构的基础上提出了一种以优化强度和重量为主的掏空优化算法,利用Voronoi图来计算镶嵌在模型内部的不规则蜂窝体积[5,14]。该算法在得到最大化强度与重力之比的同时释放了压力,减轻了模型内部的框架结构,从而降低了模型打印的材料成本。算法中,参数α表示模型内部Voronoi单元的个数,β为每个单元的掏空量。通过调整α和β来寻找力/重比,找到一个能承受这个力的最轻的模型结构。尽管算法降低了模型打印的成本,但算法中的压力计算仅仅是一个近似的实际压力,并没有考虑到外界温度、材料本身等其他因素,并不能保证全局最优。
2.3 Skin-Frame结构
中国科技大学数学科学学院“国家数学与交叉科学中心”(合肥)图形与几何计算实验室的研究组人员设计出指定的3D模型生成蒙皮骨架(Skin-Frame)结构,用于最大限度地减少在打印中所使用的材料数量[6]。这种蒙皮骨架(Skin-Frame)结构是通过计算机算法自动生成的,与输入模型的形状几何上近似、物理结构上稳定,并可进行3D打印,如图5所示。

图5 Skin-Frame结构
该方法通过创建一个轻量级的框架结构将对象“空心化”,在内部空间制造大量的网状节点和薄的圆柱形支柱。这些框架也可以选择使用拓扑优化或者几何优化将支柱数量减至最少[16]。因此,此方法在利用框架结构是一个典型的轻重量结构的优势来减轻模型重量的同时,保持了其强度和刚度,并且提供了足够的灵活性和多变性。但是这个算法只使用于小模型的打印,对于大的模型来讲,还需要先做分割处理,加大了打印过程的复杂度,并且不能保证大模型的稳定性和强度。
2.4 矫正模型
Stava等提出的加强3D打印模型的结构强度方法中,以龙的模型为实验对象。先对龙模型的头部进行掏空,再对其进行局部增厚,最后对模型进行调整。以上使用了三种不同的校正模型的方法,分别是局部增厚、掏空、支撑添加[17-18]。
校正技术是基于视觉选择产生影响的结果,它可以由用户对参数做进一步调整。局部增厚是在保留了模型原有的状态和表面形式的基础上增强了对象薄的部分的强度。空鼓消除材料的对象的内部,减少某些部分的重量以减轻应力在其他位置。空鼓还可以通过降低使用量来降低成本材料。在选择应该掏空的部分后,计算掏空厚度:
(2)
式中,t(vm)是当前厚度的中间点;tmin是打印材料的最小厚度;σm是施加在模型上的压力。
掏空估计方程为:
式中,vh是实际要移除的材料体积;vt是在消临界压力之后的目标体积。
该方法虽然运用了掏空的方式来降低材料的用量,但是在对物体进行结构强度的调整之后,并不能保证降低打印模型的体积,因此也不一定能够达到节省材料的目的。
2.5 结合EOS与Von Mises的拓扑优化算法
Xu等提出了基于Skin-Frame技术、结合渐进结构优化(EOS)方法与Von Mises应力计算的拓扑优化算法,以实现3D打印的模型内部结构优化[10]。一般的结构拓扑优化是寻求在体积约束条件下刚度达到最大的优化,可以描述为:
(3)
vk+1=vk(1-ER)
(4)
式中,c表示结构应变能;f为荷载向量;u为位移向量;v*为给定的体积约束。
该方法不同于传统结构拓扑优化方法,而是借鉴渐进优化方法中的体积进化率系数来减小体积。通过对3D网格模型进行有限元计算,得到结构对象单元中的最大应力,对应力的大小进行比较来决定是否减小体积。虽然对优化后的模型采用了多分辨率加速算法,但对于复杂的3D模型,随着优化单元的增加,优化算法会变得复杂并且优化时间会变长。对于这样的情况,该方法采用几何分析来优化算法,通过模型分割从而减少算法的时间复杂度。
2.6 基于贪心算法的结构优化
Smith等基于贪心算法提出一种新的系统用于模型结构优化[19]。通过改变光束、目标函数以及相关的约束条件,产生新的结构来减少材料用量。该拓扑贪心算法需要用一个阈值以消除多余的结构,但是过小的阈值可能会保持太多的冗余结构,因此它不能完全达到节省材料的目的。同时,大的阈值可能会导致误删主要的结构,从而导致剩下的框架无法满足相关的约束条件。因此贪婪算法是不稳定的,选择合适的阈值对于用户来说是很困难的。
3 结束语
文中较系统地介绍了基于模型结构优化来降低3D打印材料消耗的几种主要方法。表1对各种方法的主要思路、采用的核心技术和特点等进行了比较分析。
表1 各种方法的比较分析
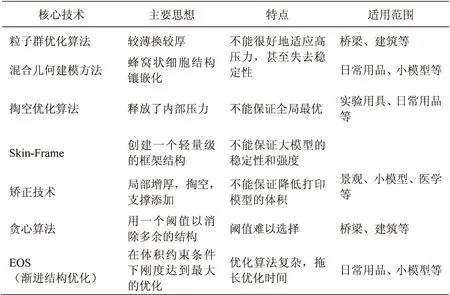
总的来说,上述各种方法针对具体应用大多能较好地降低3D打印材料消耗的问题。但由于基于模型结构优化来降低3D打印材料消耗是一个比较复杂的问题,还存在许多难点有待进一步研究和解决。例如,结构优化后的模型是否违背现实的物理规律问题,重力作用下重心改变问题,在不同力的作用下能否保持原来的稳定状态问题,或者强度、刚度降低等情况是否会导致无法以正确的姿势摆放及正常使用,以及大型复杂模型分割的时间复杂度问题的解决,等等。在考虑通过结构优化减少材料用量的同时,如何兼顾降低算法时间复杂度,以及避免改变或降低模型原有的物理特性,是未来需要进一步研究的内容和方向。
[1] 王运赣,王 宣.3D打印技术[M].武汉:华中科技大学出版社,2014.
[2] Vanek J,Garlicia J A G,Benes B.Clever support:efficient support structure generation for digital fabrication[J].Eurographics Symposium on Geometry Processing,2014,33(5):118-125.
[3] Chen Y. 3D texture mapping for rapid manufacturing[J].Computer-aided Design and Applications,2007,4(6):761-771.
[4] Kou X,Tan S.A simple and effective geometric representation for irregular porous structure modeling[J].Computer-aided Design,2010,42(10):930-941.
[5] Lin L,Sharf A.Build-to-last:strength to weight 3D printedobjects[J].ACMTransactionsonGraphics,2014,33(4):97-97.
[6]WangW,WangTY,YangZ,etal.Cost-effectiveprintingof3Dobjectswithskin-framestructures[J].ACMTransactionsonGraphics,2013,32(6):177-177.
[7]KindingerJ.Lightweightstructuralcore[J].ASMHandbook,2001,21:180-183.
[8]WangH,RosenDW.Parametricmodelingmethodfortrussstructures[C]//ProcofASMEdesignengineeringtechnicalconferences.ASME,NY,USA:[s.n.],2002:759-767.
[9]WangH,ChenY,RosenDW.Ahybridgeometricmodelingmethodforlargescaleconformalcellularstructures[C]//ProcofASMEdesignengineeringtechnicalconferences.ASME,NY,USA:[s.n.],2005:421-427.
[10] 徐文鹏,王伟明,李 航,等.面向3D打印体积极小的拓扑优化技术[J].计算机研究与发展,2015,52(1):38-44.
[11]SHAPEWAYS.Tutorial:howtohollowobjectsfor3Dprinting[EB/OL].2012.http://www.shapeways.com/tutorials/creating-hollow-objects.html.
[12]ZhouQ,PanettaJ,ZorinD.Worst-casestructuralanalysis[J].ACMTransactionsonGraphics,2013,32(4):137-137.
[13]SHAPEWAYS.3Dprintingin4simplesteps[EB/OL].2011.http://www.shapeways.com/about/how_does_it_work.
[14]KhodaA,OzbolatIT,KocB.Designingheterogeneousporoustissuescaffoldsforadditivemanufacturingprocesses[J].Computer-aidedDesign,2013,45(12):1507-1523.
[15]QureinOM,StevenGP,XieYM.Evolutionarystructuraloptimisation(ESO)usingabidirectionalalgorithm[J].EngineeringComputations,1998,15(8):1031-1048.
[16]Ben-TalA,ZoweJ.Optimizationmethodsfortrussgeometryandtopologydesign[J].StructuralandMultidisciplinaryOptimization,1994,7(3):141-159.
[17]StavaO,VenekJ,BenesB,etal.Stressrelief:Improvingstructuralstrengthof3Dprintableobjects[J].ACMTransactionsonGraphics,2012,31(4):48-48.
[18]PrevostR,WhitingE,LefebvreS,etal.Makeitstand:balancingshapesfor3Dfabrication[J].ACMTransactionsonGraphics,2013,32(4):81-81.
[19]SmithJ,HodginsJ,OppenheimI,etal.Creatingmodelsoftrussstructureswithoptimization[J].ACMTransactionsonGraphics,2002,21(3):295-301.
Method of Reducing Consumption of 3D Printing Materials Based on Model Structure Optimization
WANG Jie-yu,DONG Fang-min
(College of Computer and Information Technology,China Three Gorges University,Yichang 443002,China)
3D printing technology is a new and high technology based on the principle of increasing material manufacturing,which is the continuation and development of rapid prototyping technology with increasing expansion and popularity.Currently,the research hotspot of 3D printing is concentrated on principle and structure for 3D printer,and free forming process,materials,costs for 3D printing.How to reduce material consumption in order to lower the cost of 3D printing is one of the most important research.Optimizing the model structure and reducing material consumption is currently commonly used.From the viewpoint of using the model structure optimization method to lower the 3D printing costs,the basic principles of the model structure optimization is described,and several typical algorithms are introduced for reducing the material 3D printing consumption based on model structure optimization method.Then the characteristics of the algorithms and their application areas are analyzed.Finally,several possible future research directions in the area are pointed out.
3D printing;material consumption;model structure optimization;algorithm
2015-10-19
2016-01-21
时间:2016-06-22
国家自然科学基金资助项目(61272237)
王洁瑜(1992-),女,硕士研究生,研究方向为智能信息及图像处理;董方敏,教授,CCF会员,研究方向为计算机图形图像处理、智能信息处理等。
http://www.cnki.net/kcms/detail/61.1450.TP.20160622.0842.010.html
TP391
A
1673-629X(2016)07-0147-04
10.3969/j.issn.1673-629X.2016.07.031
