聚酰胺-6/木纤维复合材料的制备与表征
2016-02-24张秀妹广东白云学院机电工程学院广东广州510450
张秀妹(广东白云学院机电工程学院 广东 广州 510450)
聚酰胺-6/木纤维复合材料的制备与表征
张秀妹
(广东白云学院机电工程学院 广东 广州 510450)
本文借助于同向双螺杆挤出机制备聚酰胺-6/木纤维复合材料,研究木纤维含量对复合材料力学性能、熔体流动速率等方面的影响,结果表明:随着木纤维含量的增加拉伸强度上升,延伸率下降,冲击强度下降,物料熔体流动速率下降。
聚酰胺-6;木纤维;木纤维复合材料
1.引言
木纤维是农林业上的副产品,包括杆茎类纤维(木、竹、庄稼秸秆等)、种子类纤维(棉、木棉、蒲绒等)、果实类纤维(椰壳、花生壳、稻壳等)、叶类芦苇、茅草等)[1-2]。木纤维本身是一种天然高分子材料,具有密度低,降解性好的特点。我国目前对木纤维的利用率非常低,据估计每年有90%木纤维不能被利用[3],废弃木纤维的任意排放会造成农村生活环境农业水源的污染,影响农业产品的品质,危害农业生产,传染疾病,焚烧处理更会造成严重的环境污染,利用木纤维与聚酰胺-6(PA-6)复合制成的木纤维复合材料(wood-plasties composites简称WPC)则成了木材理想的替代材料,选用木纤维作为PA-6的增强相,进行PA-6/木纤维复合材料的制备主要基于以下几个原因:(1)木纤维比较廉价,易降解,而且密度小;(2)木纤维具有较高的刚度和强度,以及理想的长径比;(3)木纤维的多孔性,在一定的工艺条件下,塑料熔体会进入细胞空腔中,从而像铆钉一样将纤维和基体连接起来。
国内外学者对木纤维复合材料(WPC)作了大量研究,主要集中在木纤维的表面改性以及塑料与木纤维的界面改性上,而对竹粉、秸秆粉等木纤维增强PA-6的研究较少。本文借助于同向双螺杆挤出机制备聚酰胺-6/木纤维复合材料,研究木纤维含量对复合材料力学性能、熔体流动速率等方面的影响。
2.复合材料制备及性能测试方法
2.1 原料与设备
2.1.1原料 本实验所用的实验原料如表1所示
表1 实验原材料
2.1.2实验设备 本课题所用的实验设备如表2所示。

表2 实验设备
2.2 配方设计
配方的计量方法主要有质量份数法、质量百分比法及质量比例法,本实验采用第一种,以配方中主体成分总量的加入量为100质量份,组分以一定的比例搭配,具体配方如表3。

表3 实验配方
2.3 材料性能测试
2.3.1力学性能测试
2.3.1.1拉伸性能 样条的拉伸性能测试,按GB/ T1040-1992国家标准试验条件,在DNS300电子万能试验机进行测试,拉伸速度为50mm/min。获取拉伸强度,断裂伸长率以及弹性模量的数据。取五次测试平均值进行分析。
2.3.1.2冲击性能 将测试样条于室温下XJJ-50冲击试验机上进行冲击性能测试,按GB/T13525-1992国家标准试验条件。
2.3.2熔体流动速率 本研究中,将粒料在室温下加入熔体流动速率仪,设置参数如下表4,进行测试,取五个样进行称重去平均值。
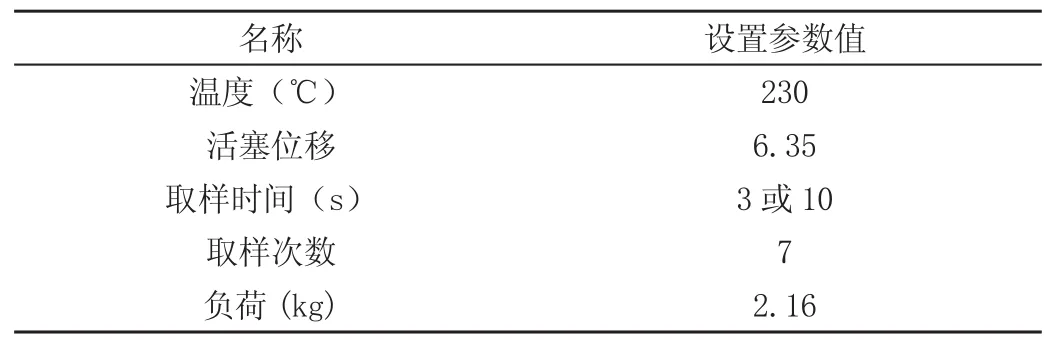
表4 熔体流动速率仪参数设置
3.结果与讨论
3.1 复合材料对冲击强度影响
图1表示木纤维含量对聚酰胺-6/木纤维复合材料缺口冲击强度的影响。由图可知随着木纤维填料用量的增加,缺口冲击强度呈线性下降。木粉的加入增加了材料的刚性,同时使材料变脆,从而使缺口冲击强度下降较多。随着填料的增加,冲击强度在0~5和10~15明显下降,说明木纤维的加入改变了树脂基体的连续性,不利于能量的传递和扩散,从而导致韧性下降。而木纤维含量从5份增加到10份时,冲击强度下降不明显。

图1 木纤维复合材料冲击强度
3.2 复合材料拉伸性能影响
3.2.1拉伸强度 图2表示木纤维含量对聚酰胺-6/木纤维复合材料拉伸强度的影响。复合材料的拉伸强度随木纤维含量的增加而增加,木纤维含量在10份左右时,拉伸强度达到最大值。木纤维含量超过10份之后,拉伸强度有所下降。拉伸强度出现极大值说明木纤维用量在一定范围内对聚酰胺有补强效果。

图2 木纤维复合材料拉伸强度
3.2.2断裂伸长率
伸长率和断面收缩率表示材料断裂前经受塑性变形的能力。伸长率越大或断面收缩率越高,说明塑性越大。图3表示木纤维含量对聚酰胺-6/木纤维复合材料延伸率的影响。从木纤维含量对聚酰胺-6/木纤维复合材料断裂伸长率的影响,可以看出随着木纤维含量的增加断裂伸长率呈下降的趋势。
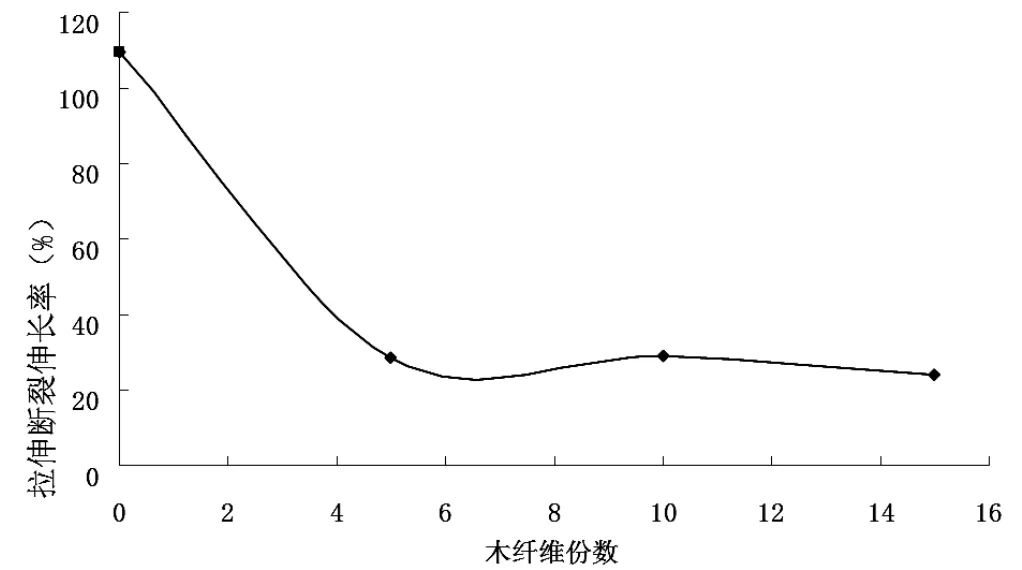
图3 木纤维复合材料断裂伸长率
3.3 复合材料熔体流动速率
图4是木纤维复合材料的熔体流动速率随着木纤维含量的变化曲线,由于物料的成型一般都是在熔融流动状态下进行的,所以要求被加工的物料具有适当的流变性。流动性过小,如果流动速率过小,可能注塑结构复杂制件或薄壁件时会导致冲模不完全;流动性过大,不能形成足够的挤出压力,造成制品的强度缺陷和表面缺陷[5]。由图可知木纤维的加入使材料的流动性能变差,这是由于木粉将受到较大的剪切作用力,且增加在挤出机中的停留时间,使木纤维容易烧焦,使整体流动性变差。
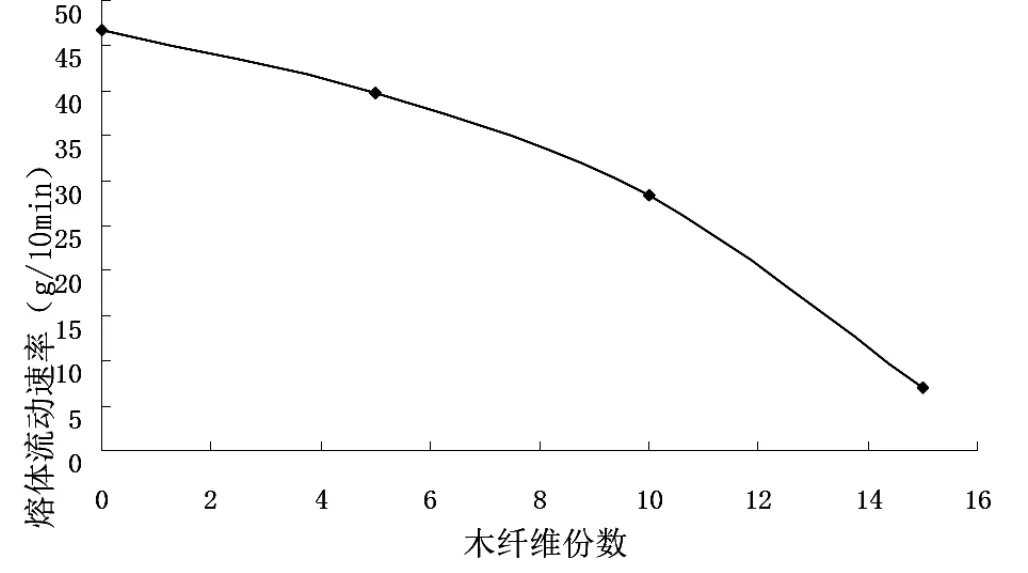
图4 木纤维复合材料熔体流动速率
4.结论
(1)随着木纤维含量的增加拉伸强度在一定范围内上升,说明木纤维的加入在一定范围内对复合材料有一定的补强效果。
(2)木粉的加入增加了材料的刚性,同时使材料变脆,从而使缺口冲击强度下降。
(3)由于木粉将受到较大的剪切作用力,且增加在挤出机中的停留时间,使木纤维容易烧焦纤维,使整体流动性变差
[1]胡建鹏,郭明辉.改性工业木质素木纤维复合材料制备工艺及结合性能表征[J],林业科学,2013,49(4):103-109
[2]周兴平,解孝林.剑麻纤维的表面改性及其复合材料的研究进展[J],工程塑料应用,2000,28(8):44-47.
[3]唐伟家,李茂彦,吴汶.世界塑木复合材料市场动向和开发建设[J].中外能源,2007,12(6):15-19
[4]严义刚,王保伟,丁辉.木塑复合材料偶联剂研究进展[D].天津:天津大学,2008.
[5]张京珍.塑料成型工艺[M],中国轻工业出版,2010.
TQ34
A
1009-5624(2016)06-0172-03
