等离子切割机半桥逆变电源的设计
2016-02-23朱彬若江剑锋渠浩董娅韵杨喜军唐厚君
朱彬若,江剑锋,渠浩,董娅韵,杨喜军,唐厚君
(1. 国网上海市电力公司电力科学研究院,上海 200437; 2. 上海交通大学 电气工程系,上海 200240)
等离子切割机半桥逆变电源的设计
朱彬若1,江剑锋1,渠浩2,董娅韵2,杨喜军2,唐厚君2
(1. 国网上海市电力公司电力科学研究院,上海 200437; 2. 上海交通大学 电气工程系,上海 200240)
相比全桥逆变式DC-DC变换器,半桥逆变式DC-DC变换器具有结构简单、控制方便和成本低廉的优点,适用于中小功率等离子切割机等应用场合。设计了一种采用半桥逆变式DC-DC变换器、短路引弧、闭环电流控制等特征的等离子切割机逆变电源,兼具有过热保护、过压保护和桥臂电压失衡保护功能,实现了输出电流在35 A~115 A之间连续可调的等离子切割机实物样机。切割工件实测结果表明,基于逆变电源等离子切割机的切割质量达到类激光水平。
金属切割;等离子切割机;半桥逆变电源;状态空间平均法;短路引弧
0 引 言
金属热切割方法主要包括火焰切割、等离子切割和激光切割。相较于火焰切割,等离子切割具有操作简便、速度快、质量高、范围广等优点。相较于激光切割,等离子切割具有成本低、厚度大、耗材省、性价比高的优势。上世纪80年代左右,等离子切割技术从国外引入中国市场,经过几十年的发展,国内科研院所和企业逐渐掌握了等离子切割技术,但更多的是以引进国外核心部件为主,并在此基础上进行二次开发。因此,真正实现等离子切割机国产化还需更多投入。等离子电源大致分为以下几类:硅整流电源、晶闸管整流电源、高频逆变电源和高频斩波电源。随着等离子切割技术向高精度、智能化、标准化、模块化趋势发展,逆变电源和斩波电源逐渐成为当前主流。斩波电源适用于大功率场合,效率较高,设计简单,易于模块化,但为了降低开关损耗,开关频率一般不大于10 kHz,因此需要体积庞大的平波电感,而且需要采用笨重的三相降压变压器。逆变电源适用于中小功率场合,具有体积小、效率高、成本低的优点。
在引弧方面,等离子切割包括接触式和非接触式。接触引弧一般采用高频引弧,通过高频高压击穿喷嘴与电极之间的气体间隙,从而得到等离子电弧。高频引弧成功率高,但对周围环境构成高频干扰。非接触引弧又称短路引弧,先将喷嘴和电极进行短路,形成短路电流,再利用气体将喷嘴和电极吹开,从而形成电弧。短路引弧成本低,干扰小,适用于低成本、中小功率场合。
在功率电路方面,相比全桥逆变式DC-DC变换器,半桥逆变式DC-DC变换器具有结构简单、控制方便和成本低廉的优点,适用于中小功率等离子切割机的应用场合。在控制电路方面,国内等离子切割机一般采用模拟控制电路,国外大多采用数字控制电路。数字控制电路相对较复杂,但拓展性强、易于二次开发,是等离子电源发展的方向。在控制方法方面,等离子切割电源一般采用电流闭环控制。也可以增加电压环,形成双闭环控制,使系统更加运行平稳,顺利由引弧阶段过渡到切割阶段[1]。本设计基于中小功率等离子切割机应用,采用短路引弧和半桥逆变电源电路,支持输出电流范围35 A~115 A,具有较高的电流精度。
1 整体方案与工作原理
1.1 弧转移过程
等离子电弧为直流电弧,根据气体放电理论,典型直流电弧的伏安特性如图1所示[2]。

图1 典型直流电弧伏安特性曲线
等离子切割过程可以分为以下五个阶段:瞬时短路阶段、吹弧阶段、弧转移阶段、弧稳定阶段和熄弧阶段[3]。
切割开始时,割炬电极和喷嘴相接触,形成短路回路,控制短路电流维持恒定,此阶段为瞬时短路阶段;此后打开气路,通过压缩空气将电机和喷嘴吹开,拉出电弧,为吹弧阶段。瞬时短路阶段和吹弧阶段分别对应图1的DE段和EF段,使喷嘴和电极间电弧工作在一个稳定可自持的放电特性区域。
随着电弧被吹出喷嘴,接触工件,工件和电极间形成回路,此阶段称为弧转移阶段,对应图1中FG和GH段,为使工作电弧平稳地由辉光放电进入电弧放电,可增大工件和电极间电压或减小工件和电极间距离,以提高工件和电极间电场强度。
当工件和电极间回路形成后,通过控制维持工件和电极间电流稳定在设定电流值,此阶段为弧稳定阶段,对应图1中HK段,此阶段电弧较稳定,可利用Steenbeck-Raizer通道模型进行定性分析[4-6]。
需要停止切割时,电弧根据设定流程逐步降低直至熄灭,此阶段称为熄弧阶段,对应图1中由K点反向恢复至DEF段。由图1可知,在反向恢复过程中,电流由电弧放电阶段下降至辉光放电阶段时,会产生电压尖峰,对系统产生过压冲击,在电路设计中需要特别注意。
以弧转移过程为基础,根据状态机编程思路,得到总体控制程序架构如图2所示。

图2 等离子切割机总体控制程序架构
1.2 电路拓扑与工作原理
功率电路采用半桥逆变DC-DC变换器,如图3所示,包含网侧滤波电感、三相工频二极管不控整流桥、半桥逆变电路、高频变压器、次级高频二极管不控整流桥、引弧支路和工件负载环节。

图3 等离子切割机逆变电源的功率电路
功率电路的核心部分是半桥逆变电路,其工作原理如下:
S1与S2PWM驱动信号占空比d(d<0.5)相同,相差180,开关周期为Ts,可得到半桥逆变电路的四个开关状态:
状态1:0 状态2:dTs 状态3:0.5Ts 状态4:(0.5+d)Ts 图4 次级负载的等效开关状态 对于状态1和状态3,变压器初级电流方向不同,但对于次级负载表现一致,因此可以合并为一个状态a。类似地,状态2和状态4也可合并为状态b。假定高频变压器的变比为n∶1,状态a和状态b如图4所示。 在上述理论基础上,进行仿真分析,并制作等离子切割机逆变电源样机实物如图5所示,包括控制电路、反激电源电路、显示与输入电路和功率电路等。额定输入电压380 V/50 Hz,额定输出功率16.8 kW,额定输出电压160 V,引弧电流20 A,额定输出电流115 A,开关频率24 kHz,直流侧吸收电容2×3 μF,直流母线电压波动幅度低于10%,额定负载电阻160/105Ω。控制器采用TMS320F28335,半桥逆变电路IGBT选用SKM300GB126D,驱动器采用HCPL-316J;引弧IGBT选用1MBI100U4F- 120L-50,驱动器采用HCPL-312。气控电路采用SMC公司生产的流量精密减压阀VEX1133-02N- X259和两个微型三通电磁阀V124-5MOU-X255相互配合。 图5 等离子切割机逆变电源实物 当输出电流为115 A时,等离子切割机逆变电源工作时序如图6所示,图中A踪为电弧电压波形,B踪为引弧IGBT驱动电压波形,C踪为等离子切割机输出电流波形,即工件负载电流波形,D踪为引弧电流波形。电源输出时序与预期时序一致,满足等离子切割机的工作需求。 图6 等离子切割机逆变电源的工作时序 图7 等离子切割机输出电流纹波部分 工件负载输出电流纹波部分如图7所示,输出额定电流115 A,纹波峰峰值约为12 A,纹波电流峰峰值为额定电流10.4%,满足设计要求,电流纹波频率约为48 kHz,即为单个逆变IGBT开关频率的两倍。电流纹波与负载轻重、开关频率大小以及平波电感大小有关。 采用半桥逆变DC-DC变换器,实现了输出直流电流35 A~115 A连续可调的等离子切割机电源装置,短路引弧方式的引弧成功率在98%以上。分析了半桥逆变DC-DC变换器的小信号模型,根据弧切割过程设计了总体控制策略,给出现场实测波形。结合显示与输入模块、过热保护、过压保护、桥臂电压失衡保护构成了完整的数字化等离子切割机电源,实际切割效果达到国外同类产品水平。 [1] 刘宝其,段善旭,李勋,等. 逆变式等离子切割电源双闭环控制策略[J]. 中国电机工程学报,2011, 31(9): 15-22. [2] 杨津基. 气体放电[M]. 北京:科学出版社, 1983. [3] S RAMAKRISHNAN, M GERSHENZON, F POLIVKA, et al. Plasma generation for the plasma cutting process[J]. IEEE Transactions on Plasma Science, 1997, 25(5): 937-946. [4] 孙强,刘延明. 逆变式空气等离子切割机低频引弧技术的研究[J]. 电力电子技术,2011, 45(7):121-123. [5] 李强. 半桥逆变弧焊电源系统建模和仿真技术研究[D].青岛:青岛大学,2007. [6] 贾德利,尤波,张雪岩,等. 逆变式等离子弧切割电源的建模及仿真研究[J]. 系统仿真学报,2009, 21(18):5840-5844. Design of a Half-bridge Inverter for Plasma Cutting Machines Zhu Binruo1, Jiang Jianfeng1, Qu Hao2, Dong Yayun2, Yang Xijun2, Tang Houjun2 (1. Electric Power Science Research Institute, State Grid Shanghai Electric Power Company, Shanghai 200437, China;2. Department of Electrical Engineering, Shanghai Jiaotong University, Shanghai 200240, China) As compared with the full-bridge DC-DC inverter, the half-bridge DC-DC inverter features a simple structure, easy control and low cost, so it is applicable to small and medium power plasma cutting machines. The prototype plasma cutting machine designed and manufactured adopts a half-bridge DC-DC inverter, short circuit arc strike and closed loop current control and can perform such functions as overheat protection, overvoltage protection and bridge arm voltage unbalance protection. The output current is continuously adjustable in the range of 35A-115A. Results of actual measurements of work-pieces show that the cutting quality of the plasma cutting machine based on the inverter can almost reach the same level of a laser cutter. metal cutting; plasma cutting machine; half-bridge inverter; state-space averaging method; short circuit arc strike 10.3969/j.issn.1000-3886.2016.05.014 TM4 A 1000-3886(2016)05-0042-02 朱彬若(1971- ),女,满族,浙江定海人,国网上海市电力公司电力科学研究院,高级工程师,主要从事智能电表、开关电源等。 渠浩(1990- ),男,江苏徐州人,上海交通大学电气工程系,工程硕士,主要从事等离子切割装置。 定稿日期: 2016-05-12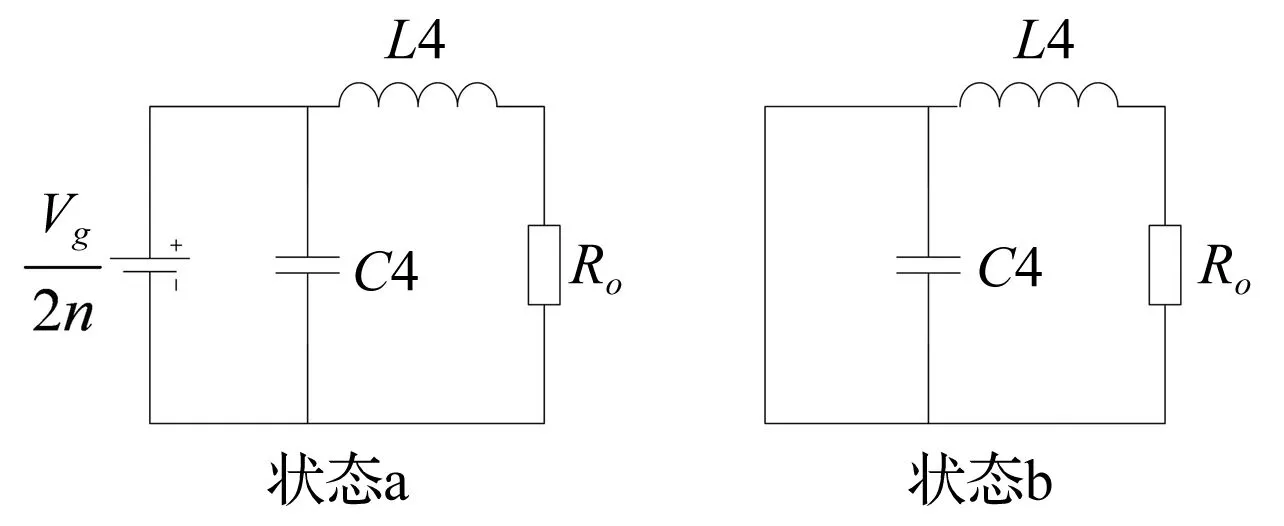
2 实验验证



3 结束语
