连铸倒角结晶器生产实践
2016-02-21王向松郭永谦刘海强高新军
王向松 郭永谦 刘海强 高新军
(安阳钢铁股份有公司)
连铸倒角结晶器生产实践
王向松 郭永谦 刘海强 高新军
(安阳钢铁股份有公司)
利用倒角结晶器改善铸坯角部传热,将铸坯矫直温度提高到920 ℃以上,有效避开了钢低温脆性区间,同时减少了弯曲矫直过程角部受力,铸坯角横裂缺陷得以有效控制。作为新工艺,使用过程出现角部纵裂、边部压痕等缺陷,通过冷却水调整、锥度优化、足辊参数调整等,铸坯角部质量缺陷得以消除,达到铸坯的表面质量控制效果。
倒角结晶器 角部纵裂纹 角横裂 边部压痕 锥度
0 概述
安钢双流板坯生产包晶、亚包晶系列微合金钢,坯料经1 780热连轧后出现严重边部结疤缺陷,造成批量降级改判等重大损失。基于改善铸坯弯曲矫直温度、削减拉矫应力等原理,开发引进了倒角结晶器新工艺。倒角结晶器上线使用后,角横裂初步得到控制,但个别浇次坯料轧后出现外弧边部结疤缺陷,以及角部出现边部压痕等缺陷。同时生产C含量在0.09%的钢种时出现严重角部纵裂缺陷,造成拉漏事故。
1 工艺流程及主要设备参数:
工艺流程:
铁水预处理-150 t转炉冶炼-LF炉-(RH/VD)-双流板坯-1780 mm热连轧。主要设备参数见表1。

表1 主要设备参数
2 连铸坯角横裂产生及倒角结晶器控制机理
2.1 角横裂缺陷产生机理分析
角横裂缺陷和钢种特性有关,包晶、亚包晶系列微合金钢凝固过程包晶反应以及晶界处析出的AlN、Nb(CN)等质点,都是横裂纹的诱发因素。同时,角横裂缺陷受铸机工艺制度、设备工况的影响:铸坯矫直温度作用:铸坯表面温度降低到700 ℃~900 ℃,既第三脆性区间,发生γFe→αFe转变,由于α相强度只有γ相的1/4,致使铸坯塑性降低,裂纹敏感性增大[1]。安钢双流板坯拉速受到转炉能力的限制,拉速难以提高,生产过程钢水衔接紧张情况时有发生,更是影响拉速稳定,高拉速难以实现,铸坯矫直温度提高受限。而铸坯低温矫直(<700 ℃),其本身强度过高,目前设备能力难以实现。同时双流板坯二冷喷嘴设计特点,在生产1 300 mm以下断面坯料时喷嘴正对这铸坯角部,造成铸坯内弧角部强冷却[2]。
铸机设备精度的影响:出结晶器后,铸坯受到弯曲(内弧受压,外弧受张力)、矫直(内弧受张,外弧受压力)以及两辊间轻微鼓肚等应力作用,扇形段弧度精度以及辊缝精度控制不良,造成拉矫过程应力增大,过大的应力作用下铸坯产生的应变量超过其承受能力,在振痕波谷处就产生角部横裂纹。
2.2 倒角结晶器控制机理
板坯倒角结晶器就是在窄面铜板增加一个倒角,相当于将原来90 °直角切掉,增加一个小斜面,变直角成两个钝角,从而将直角二维传热变成近似一维传热,减少角部传热、提高铸坯弯曲矫直过程角部温度,避开其脆性区,实现控制角横裂的目的。同时倒角坯料还在一定程度上将角部拉娇过程机械应力分散,避免角部承受的应力过大。
3 倒角结晶器参数选择
根据相关研究,倒角结晶器随着倒角角度增大,弯月面角部处钢液流动增强,铸坯表面温度提高。但当角度达到或超过45 °时,角部钢液过于紊乱,不利于坯壳的均匀生长,更有甚至造成卷渣漏钢[3]。根据铸坯角部温度以及坯壳厚度综合控制考虑,安钢双流板坯结晶器倒角角度设计采用30 °设计。研究同时指出:随着倒角斜面长度的增加,铸坯角部的表面温度增加,而且在铸坯宽面与窄面的角部附近的流动增强。当倒角长度超过70 mm后,在铸坯角部形成了明显的涡流,影响稳定坯壳厚度的形成[3],安钢双流板坯结晶器倒角长度按照60 mm设计。为增加倒角部位冷却,在窄面铜板角部增加了2个直径Φ=8 mm的通水冷却孔,进行角部铜板冷却;并在铜板表面增镀耐磨材料,以延长其使用寿命。倒角结晶器窄面铜板如图1所示。

图1 倒角结晶器窄面铜板
为保证出结晶器下口倒角坯料有效支撑,对足辊进行改造。将倒角结晶器出口处第一道足辊设计为与铜板两侧倒角尺寸相匹配的倒角状,使出结晶器的坯壳角部得到有效的支持,减轻铸坯角部小斜面鼓肚及应力。倒角辊设计两分节辊,轴承安装在中间轴承座上,可以最大化增加倒角部位的支撑。具体为在坯厚框架上设计导向槽,导向架在导向槽内滑动,同时支撑整个辊子。倒角结晶器足辊改造示意图如图2所示。

图2 倒角结晶器足辊改造示意图
4 倒角结晶器生产实践
4.1 倒角结晶器工艺参数设计
结晶器水量调整:由于窄面铜板加工成了倒角形状,降低了传热效果,故此增加窄面水量以提高冷却效果。窄面水量由原来的450 L/min调整到600 L/min,保证流速控制在8 m/s以上,进出水温差控制在6 ℃~8 ℃范围内。
二冷水调整:增加窄面足辊冷却水流量,以提高对倒角坯料的冷却效果。按照原流量的1.5~2.0倍设置。
结晶器锥度及宽度调整:考虑窄面铜板角部传热变差,增大锥度以提高传热效果。锥度由原来的0.95%~1.0%调整到1.0%~1.1%,以补偿坯壳收缩,减少坯壳与窄面铜板间气隙;由于锥度增加,同样结晶器上口宽度情况下,其出口宽度减小。为此宽度调整在冷锭宽度基础上加8 mm,以弥补锥度增大带来的下口宽度减小。
拉速:适当下调典型拉速0.1 m/min,以增加坯壳厚度,避免因角部坯壳过薄、温度过高造成的漏钢。
4.2 角部缺陷控制
4.2.1 角横裂缺陷控制
窄面铜板改变铸坯角部的传热方式,将二维传热改变为近一维传热,提高矫直时连铸板坯的角部温度,避开钢的第Ⅲ高温脆性区[4]。在一个流上使用倒角结晶器后,扇形段出口铸坯角部发黑现象基本杜绝,使用高温枪测量矫直段铸坯角部温度高达920 ℃,另一流直角结晶器矫直段铸坯角部温度830 ℃,铸坯矫直过程有效避开了脆性区间。
通过对角横裂易发钢种铸坯回炉除磷检查,使用倒角结晶器流次铸坯未见角横裂缺陷、轧后表面检测仪亦未发现边部结疤,而另一流直角结晶器同炉次铸坯检查发现内外弧存在不同深度的角横裂。生产过程倒角结晶器在两流替换使用,以排除铸流工况对铸坯角横裂缺陷的影响。改造后角横裂平均缺陷由改造前的18.24%,降至2.03%,角横裂易发钢种生产对比试验见表2。

表2 角横裂易发钢种生产对比试验
使用倒角结晶器的情况,铸机设备精度(辊缝、大弧)严重偏差大时,在机械应力作用铸坯超过其承受极限时宽窄面角部出现横裂缺陷,如图3所示。对产生角横裂倒角坯料流次停机检修发现,6段、7段进出口偏差分别为:南侧-0.7 mm、-0.6 mm,北侧-0.6 mm、-0.5 mm,与规定偏差过大。
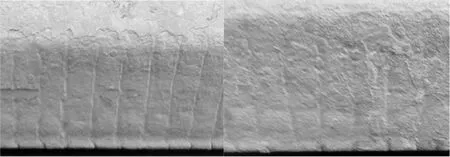
图3 倒角坯料外弧角横裂缺陷
4.2.2 边部纵裂纹缺陷
倒角结晶器生产AQ235BYT,碳含量在0.09%~0.12%,其包晶反应处于较强烈区域,浇次第一炉浇注36 m漏钢。检查事故坯料,发现两侧角部小斜面处以及宽面靠近角部存在严重纵裂纹,事故坯前两块坯坯料亦存在类似纵裂纹。

图4 倒角铸坯角部纵裂纹
漏钢事故分析:
1)结晶器水温:倒角结晶器窄面水温7 ℃,正常结晶器水温6 ℃,温差稍大,但对倒角结晶器属于正常现象;
2)保护渣:两流保护渣消耗量基本持平,未见明显异常;浇注过程测量液渣层厚度11.5 mm,两流基本一致;
3)锥度控制:两流上口宽度一致,漏钢流次坯料较未漏钢流次坯料宽8 mm,表明漏钢流次锥度调整偏小,为导致边部纵裂漏钢的主要原因。
因此,倒角结晶器在线使用过程锥度必须保证在一定值,特别是包晶反应比较强烈的钢种更需要将锥度按照上限调整,以满足倒角坯壳收缩的要求。
4.2.3 边部压痕控制
倒角坯料在小斜面靠近宽面约10 mm处有一条通长压痕,深度2 mm~3 mm不等。结晶器出口处倒角坯壳温度高、厚度偏薄,过深的压痕可能诱发坯壳破裂,有必要采取措施予以消除。

图5 倒角坯料斜面边部错台
检查分析,压痕系倒角足辊对出结晶器坯壳夹持过度,倒角足辊斜面边部压迫坯壳所致,故此应减小足辊锥度。将倒角足辊锥度由原来的+0.1 mm调整至-(0.2~0.4) mm,再次上线使用后,压痕消除。
5 结论
1)在700 ℃~900 ℃脆性区间进行铸坯矫直是角横裂缺陷产生的一个主要因素,倒角结晶器的采用提高铸坯矫直时的角部温度,同时在一定程度上减小铸坯角部机械应力作用,从而达到控制角横裂的目的。同等宽度、拉速、二冷等条件下,铸坯矫直温度较直角坯料高50 ℃以上。
2)倒角结晶器相对正常直角结晶器而言,将原二维传热变为近一维传热,角部热流密度小,必须增大侧面铜板倒锥度才能有效避免角部纵裂纹的产生。
3)倒角结晶器对角横裂缺陷的控制建立在一定设备工况、钢水质量基础上,严重恶化的钢水质量以及铸机设备精度偏差过大都可能导致角横裂缺陷的不可控。
4)倒角铸坯出结晶器下口温度偏高,窄面足辊锥度应适当放开,避免过度挤压铸坯产生错台缺陷。
[1] 蔡开科等.连铸坯质量控制[M].北京:冶金工业出版社,2010:216-227
[2] 王向松,高新军,李志广,等.中碳控铝钢角横裂控制[J].特钢技术,2014,20(4):18-21
[3] 雷松,曾珊,张道杰,等. 板坯连铸结晶器倒角结构和锥度研究[J].冶金设备,2013,207(6):5-12
[4] 刘 洋,王文军,朱志远,等.利用倒角结晶器消除连铸板坯的角横裂纹缺陷[J].钢铁,2012,47(4):47-50
PRACTICE OF CHAMFERED MOULD FOR CONTINUOUS CASTING
Wang Xiangsong Guo Yongqian Liu Haiqiang Gao Xinjun
(Anyang Iron and Steel Stock Co., Ltd)
The slab corner heat transfer was improved by using chamfering mould casting marginal, the slab straightening temperature is over 920 ℃ so as to escape the low temperature inductile zone of steel. The slab corner transverse crack defects were effectively controlled due to the corner stress decrease during the straightening process. As a new technology, some slab defects, such as longitudinal corner crack and edge creasing, were found during using. The corner quality defects of slab have been eliminated through the cooling water adjustment, taper optimization, foot roller parameters adjustment, came to obtain the slab surface quality control.
chamfering mold longitudinal corner cracks transverse corner cracks edge creasing taper
2016—6—19
联系人:王向松,工程师,河南.安阳(455000),安阳钢铁股份有限公司第二炼轧厂技术质量科;