零速自动接纸机张力控制系统故障分析与改进
2016-02-18郑强
郑强
零速自动接纸机是一种与现代轮转印刷机相配套的卷筒纸连续供给设备,它广泛地应用于报刊和书刊印刷机中。这种接纸机主要具有两方面的功能:一是在正常的印刷过程中,作为普通输纸机对印刷主机进行供纸;二是当正在使用的卷筒纸即将用完时,使处于零速(静止状态)的新卷筒纸与使用中的卷筒纸进行对接,并将新卷筒纸加速至正常的印刷速度,让其接替原卷筒纸对印刷主机进行不间断供纸。由于零速自动接纸机构实现了卷筒纸的自动交换和连续供给,因此它确保了印刷生产的高效性和稳定性。
零速自动接纸机作为印刷生产中的供纸设备,必定要对卷筒纸的运动张力进行调节控制,以满足正常的印刷要求。在接纸机中承担这个任务的重要装置就是张力控制系统。在生产过程中,张力控制系统使用频繁、工作强度大,故其出现故障的频率也非常高。因此,对于使用零速自动接纸机的印刷企业来说,维护使用好张力控制系统,才能保证接纸机乃至印刷主机的正常运转与工作。
本文将结合震立Z4050—35型零速自动接纸机张力控制系统的工作原理和机器运行中维护及故障排除的大量实践经验,对该系统出现的主要故障情况进行分析和总结,并介绍解决这类故障的方法及改进方案(其力学和控制过程的具体计算内容未列入本文)。
零速自动接纸机张力控制系统的组成及工作原理
1.张力控制系统的组成部分
张力控制系统主要由张力浮动辊(图1中14)和电磁制动器(图1中2和9)两部分组成。卷筒纸经由图1所示的穿纸线路进入印刷主机。卷筒纸的纸芯筒固定在气胀轴上,当气胀轴与电磁制动器通过花键轴联接好后,电磁制动器就可对卷筒纸进行张力调节。张力浮动辊14在纸带张力发生变化时可以上下摆动,从而控制张力变化。
电磁制动器的结构见图2。其主要由制动器磁轭10(电磁线圈)和制动盘11两部分组成。制动器磁轭固定在接纸机内墙板9上。制动盘固定在花键套12上,其由于卷筒纸的拉动而相对于制动器磁轭进行旋转运动。
张力浮动辊结构见图3。张力浮动辊2在纸带张力和张力气缸5的推力作用下绕张力电位器轴4旋转。张力电位器轴4的轴端安装有角位移电位器。
2.张力控制系统的工作原理
印刷主机穿纸完成后刚开始印刷时,主机中的印刷滚筒会给纸带一个拉力,带动纸带运动。调大张力调压阀的气压值,张力气缸的气缸杆向下伸出,使处于最低位置的张力浮动辊抬高。张力轴随之转动一定角度,其上的角位移电位器将角位移信号传输到电控箱。电控箱相应地对电磁制动器施加一个控制电压,使其产生电磁力矩,从而控制气胀轴上卷筒纸的运动。因而,纸带在印刷拉力和电磁力的共同作用下,维持匀速的供纸速度。
当纸带的张力发生变化(由印刷主机加速或减速、卷筒纸变形等情况造成),张力浮动辊受到的纸带压力会随之改变。由于张力气缸的推力恒定(调节阀的气压值不变),张力浮动辊就会上下摆动。此时,张力轴旋转一定角度;其轴上的角位移电位器将检测到的角位移信号传输到电控箱。电控箱根据角位移信号改变输出到电磁制动器的电压值,从而改变电磁制动器的电磁力矩;使纸带受到的印刷拉力和电磁力达到新的平衡。这样,纸带就在这组新平衡力的作用下匀速运行。
当原卷筒纸即将用完,接纸机准备接纸时,印刷主机被降速运转。电控箱对运行中的原卷筒纸所在的电磁制动器施加一个制动电压,并按一定频率增加其制动电压值;直至电磁制动器完全将运行中的原卷筒纸制动住。此时,张力气缸的气缸杆缩回,张力浮动辊落至最低位置。纸带的张力靠蓄纸架与印刷主机配合控制,主机拉动纸带运行,蓄纸架受到纸带的作用力缓慢下降,直至原卷筒纸被裁断,新的卷筒纸运行。接着,张力浮动辊升起来,电控箱根据角位移电位器传输的新信号对新卷筒纸上的电磁制动器输出控制电压,进而控制新纸带的张力。新纸带就在印刷拉力和电磁力的共同作用下,重新维持匀速的供纸速度。
张力控制系统的故障分析与解决方法
在印刷生产中,张力控制系统通常会出现如下三种故障情况:①印刷过程中,张力浮动辊上下频繁摆动,并且幅度较大,导致纸带张力不稳,影响套印;②印刷过程中,纸带张力太小,卷筒纸用纸或转速不稳,使纸带进入主机后无法正常印刷;③接纸过程中,电磁制动器无法对运行中的卷筒纸进行可靠的制动控制,导致接纸瞬间两个卷筒纸没有都处于零速状态,造成接纸失败。
1.对印刷中张力控制系统故障的分析与解决方法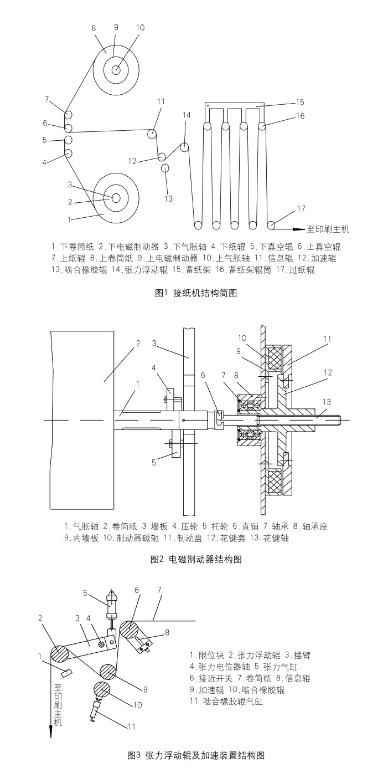
在印刷过程中,张力控制系统出现的故障现象为:张力浮动辊上下频繁摆动,并且幅度较大;张力控制系统对纸带的张力监测和调控无法正常进行。
通常出现这类故障有三方面的原因:一是张力气缸的气压不稳定;二是张力角位移电位器和电控箱对纸带张力监测不准和控制不正常;三是电磁制动器出现机械性故障。
张力气缸的气路故障通过供气压强的监测和采取稳压措施排除。电磁制动器的机械性故障需要针对现象分别处理,本节主要从张力角位移电位器和电控箱的张力控制调整方面着手解决这类故障。
张力角位移电位器负责对纸带张力进行采样。若其与张力轴的相对位置没有精确定位,传输到电控箱的信号参数就会发生改变,导致电控箱不能对电磁制动器输出正确的控制电压。这样,就会使电磁制动器工作不正常,无法控制纸带的张力。
当张力浮动辊出现上述异常情况时,就需要进行张力控制调整。具体的调整步骤如下。
(1)调节接纸机操作面板上的张力调压阀,使张力气缸的气压值达到正常值0.15~0.3Mpa。此时张力浮动辊抬起,处于中间高度位置。
(2)松开张力角位移电位器与张力轴的联轴器上的锁紧螺钉;慢慢旋转电位器轴(轴上有转动螺钉),观察电控箱中的调试电压表。当表上指针大致指向0V时,旋紧锁紧螺钉。
(3)松开电位器上的三个压板螺钉,慢慢转动电位器,使调试电压表的指针精确地指在0V处,锁紧全部压板螺钉。
(4)关闭张力调压阀,使张力浮动辊下落到底;再旋转张力调压阀,使张力浮动辊抬起至最高位置。在此过程中,同步调节电控箱中张力控制盒上的W1电位器;使张力浮动辊处于最高点与最低点时,调试电压表上的电压值分别显示为+0.5V、-0.5V。同时要观察电压表上电压值是否线性变化。如果电压值与规定数值不符,需从第一步重新调试至第三步,直至数值正确。
(5)调节张力调压阀,使张力浮动辊抬至最高位置。转动张力控制盒上的W2电位器,使输出电压表的指针指向10V。
张力控制电压调整好后,张力角位移电位器就能够准确采样,使电控箱能够正常地对电磁制动器输出控制电压(最高不超过10V,即制动电压),保证印刷过程中张力的稳定。
印刷过程中,当纸带张力太小的情况发生时,首先应判断张力角位移电位器采样是否正确、电控箱对电磁制动器控制电压的输出是否正常。如上述部件工作不正常,可进行张力控制调试。如其工作正常,则可判断为电磁制动器故障,需对电磁制动器部分进行检修。
2.对接纸中张力控制系统故障的分析与解决方法
接纸机接纸时,按3.8m/s速度运行中的卷筒纸要在很短的时间(约3秒内)完全静止下来,达到零速状态。这样,旧的卷筒纸才能与处于静止状态的待接卷筒纸准确完成接纸动作。电控箱对电磁制动器施加的制动电压,是在一个起步电压上,按一定上升速率叠加的。因此卷筒纸的制动是一个逐渐减速的过程,它不仅要制动有力,而且要过渡平稳。制动时间过长,卷筒纸无法在短时间内完全静止;制动时间过短,卷筒纸可能被扯断。因此,卷筒纸接纸制动出现故障时,需要仔细检查电磁制动器,并对制动电压进行检测或调试。
制动电压的调试分为两部分:一是起步电压的调整;二是电压上升速率的调节。
电磁制动器开始制动时,先会被施加一个起步电压。一般接纸机生产厂家会预先设定起步电压值,在设定中通常都会考虑到纸张能够承受的初次张力,数值较小。作为使用单位,不要轻易改变此数值,只能在电磁制动器由于较大磨损导致制动力矩有明显下降趋势时才调大起步电压值,一般控制在2~5V之间。
上升速率的数值调节,不能一次改变太大,需要根据接纸情况逐步调试确定。因为此参数的设定大小与接纸过程中蓄纸架的用纸量有很大关系。上升速率设定太大,电磁制动器制动力矩相应增大,在接纸过程中纸带易被扯断;上升速率设定太小,卷筒纸制动时间将延长,导致蓄纸架中的纸很快用尽,造成接纸失败。因此,对于大卷筒纸或高速印刷接纸,上升速率可设定较大;反之,则宜减小上升速率数值。根据我们多次的使用经验总结,上升速率数值调节较佳时,接纸完成后,蓄纸架将下落至总高程的1/3处。
电磁制动器的应用改进
零速自动接纸机张力控制系统中对卷筒纸进行张力控制和制动的主要部件就是电磁制动器,由于它制动力矩大、工作频繁,因此特别容易磨损,出现故障。当张力控制系统出现工作不正常的情况时,通常采用前述排除方法解决。如果多次调试后,张力控制系统还是无法正常工作,我们就应对电磁制动器各个部件仔细检查,分析是否出现了机械性故障。
电磁制动器的机械性故障主要表现为:制动器磁轭和制动盘表面严重磨损、制动盘支承座上的轴承(图2中7)损坏、磁隙异常。由于制动器磁轭和制动盘在零速自动接纸机生产厂家的设计中是直接摩擦接触。因此,在经过一段时间的使用后,制动器磁轭表面和制动盘表面都会因相互摩擦而磨损、磨伤。当两平面因磨损、磨伤而使电磁制动器的磁效应减弱时,电磁制动器就无法对卷筒纸进行正常的张力控制和制动了。经过长期跟踪观察,我们发现,制动盘支承轴承损坏时,会使电磁制动器的制动盘发生倾斜,导致制动盘与制动器磁轭发生偏磨,同时会导致电磁制动器的张力控制和制动功能失效。
支承轴承损坏后,如果及时发现、更换,还能够使电磁制动器继续使用。当制动盘与制动器磁轭严重磨损后,一般会报废而更换新件。为了发掘原有部件的使用潜力,节约费用,锻炼技术队伍,我们会对更换下来的电磁制动器自行设计图纸进行修复性改造。改造后的电磁制动器经多年使用,各项主要性能指标仍完全正常。
电磁制动器的修复措施
1.制动器磁轭的损坏表面修复处理
检查制动器磁轭的磨损、磨伤表面,测定已有磨痕的最大值,确定修复余量及要求(如图4)。按照需修复切除量将全部磨痕车削掉;再进行磨削加工,使表面平整、光滑、达到图纸要求。
2.制动盘的损坏表面修复处理
检查制动盘的磨损、磨伤表面,测定已有磨痕的最大值,确定修复余量及要求(如图5)。按照需修复切除量将全部磨痕车削掉;再进行磨削加工,使表面平整、光滑、达到图纸要求。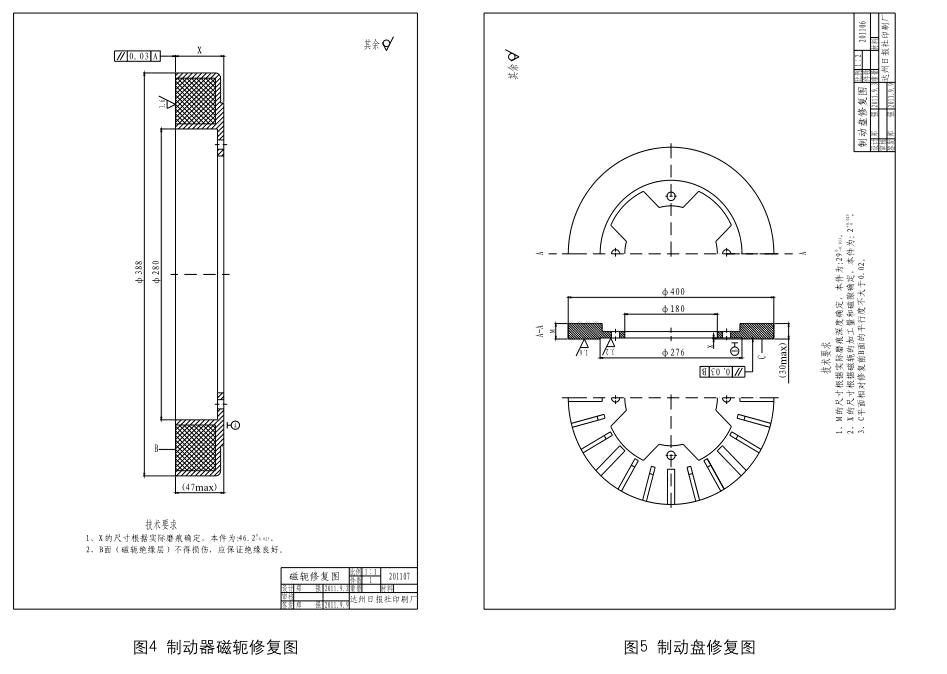
根据制动器磁轭表面的切除量、制动盘表面的切除量以及制动器磁轭与制动盘的间隙量(制动器磁轭与制动盘最好不直接接触,以减少相互摩擦,增加张力调节的灵敏性和准确性。根据试验,其间隙值通常为0.1~0.3mm)确定B平面的切除量。最后,根据此切除量对B平面进行精密车削。
3.装配加工处理后的电磁制动器
(1)按图2将制动器磁轭安装到位。
(2)将制动盘安装到花键套上。
(3)检查制动器磁轭与制动盘之间的间隙是否适当。如果间隙过小,需在花键套与制动盘之间加上一至数片厚度为0.1mm的铜片,直至间隙值在0.1~0.3mm之内。
(4)轻轻转动制动盘,观察其是否与制动器磁轭有擦刮现象。如果有,需重新装配调试制动盘。
(5)接通电源,按“接纸制动”开关;检测电磁制动器的制动力矩是否足够大。调节张力调压阀的气压值至工作数值,检测卷筒纸的张力是否合适。当制动力矩和张力测试都正常,修复后的电磁制动器就可以使用了。
在对零速自动接纸机张力控制系统的应用、维护及改进的过程中,我们对其在生产中出现的各种主要故障进行了仔细的分析和研究,并及时加以调试和改进,使张力控制系统达到了最佳的工作状态,满足了生产使用要求。特别是我们对电磁制动器的维修处理方法,不仅节约了生产成本,而且减少了电磁制动器的磨损,延长了使用寿命,还提高了接纸机对纸带张力变化的监测、反馈与调控。另外,通过改变花键套与制动盘之间的铜片(可改为进行了磨削加工的钢片)数量,我们可以改变电磁制动器的电磁力矩,使其在不同的生产条件下,都能为印刷主机提供正常平稳的纸带输送控制。
