350 MW汽轮机组主机推力瓦块磨损原因分析及处理
2016-02-16刘新国李大超徐世明
刘新国,李大超,徐世明
(华能营口热电有限责任公司,辽宁 营口 115003)
故障分析
350 MW汽轮机组主机推力瓦块磨损原因分析及处理
刘新国,李大超,徐世明
(华能营口热电有限责任公司,辽宁 营口 115003)
为解决1号轴承瓦温偏高问题,通过调整轴系的负荷分配,使推力盘平行度误差增大,造成推力瓦块磨损故障,推力瓦块每运行6个月即报废。通过恢复轴系设计参数,使问题得以解决,故障原因分析及处理过程可为同类型机组提供参考。
汽轮机;推力瓦磨损;更换铜瓦
汽轮机是火力发电厂中的重要发电设备,汽轮机组主机推力瓦块磨损问题一直受到广大电厂技术人员关注[1-4]。某电厂350 MW汽轮机组为日本三菱重工企业生产的单轴、双缸、双排汽口、亚临界参数、一次中间再热、反动凝汽式汽轮机组,型号为TC2F-40。额定主汽压力为16.9 MPa,主汽温度为538℃,转速为3 000 r/min,旋转方向(面向汽轮机)为顺时针。额定负荷下主汽流量为1 052.76 t/h,额定负荷热耗率为7 833.5 kJ/kWh,汽轮机共34级,其中高压缸为12级、中压缸为10级、低压缸为2×6级。
机组在2009年进行B级检修过程中,推力轴承解体后发现推力瓦块乌金局部磨损,6块瓦块磨损部位均在出油侧。对推力瓦块进行检查,用千分尺测量各瓦块的厚度,磨损量在0.01~0.02 mm。乌金磨损面为麻面,推力盘工作面粗糙,推力瓦块乌金未出现脱胎和变形现象。本文针对此问题,进行机组的故障原因分析与处理。
1 推力瓦结构
汽轮机转子的轴向推力通过推力盘传递到瓦块上,将推力盘与轴加工成一个整体[5-6]。本文所述机组的推力轴承,在推力盘两侧各安装6块推力瓦块,推力瓦块由调整块支承,并一起装在支承环中,用定位销支承定位。支承环沿水平中分面分为两半,装在轴承外壳中,并通过支承环螺钉来固定,防止支承环和轴承外壳的相对移动。轴承外壳制成两半,在水平中分面处分开,用螺栓和定位销连接在一起,轴承外壳被安装在轴承座中。为防止轴承外壳在轴承座中转动,在轴承外壳上下两部分的水平面处均有凸缘插入定位机构,以固定轴承外壳的轴向位置。
2 解体情况
2009年9月16日对高低压转子对轮中心进行复查,共进行4次测量工作,高中压转子对轮瓢偏为0.025 mm,对轮晃度为0.012 5 mm,转子弯曲度为0.04 mm,中心情况如图1所示。
机组设计的高中压转子中心比低压转子中心低0.1~0.15 mm,下张口为0~0.03 mm。实际测量高中压转子中心比低压转子中心低0.335 mm,中心偏左0.05 mm,上张口为0.07 mm,左张口为0.01 mm,与设计标准不符。机组轴系示意图如图2所示,测量扬度如表1所示。
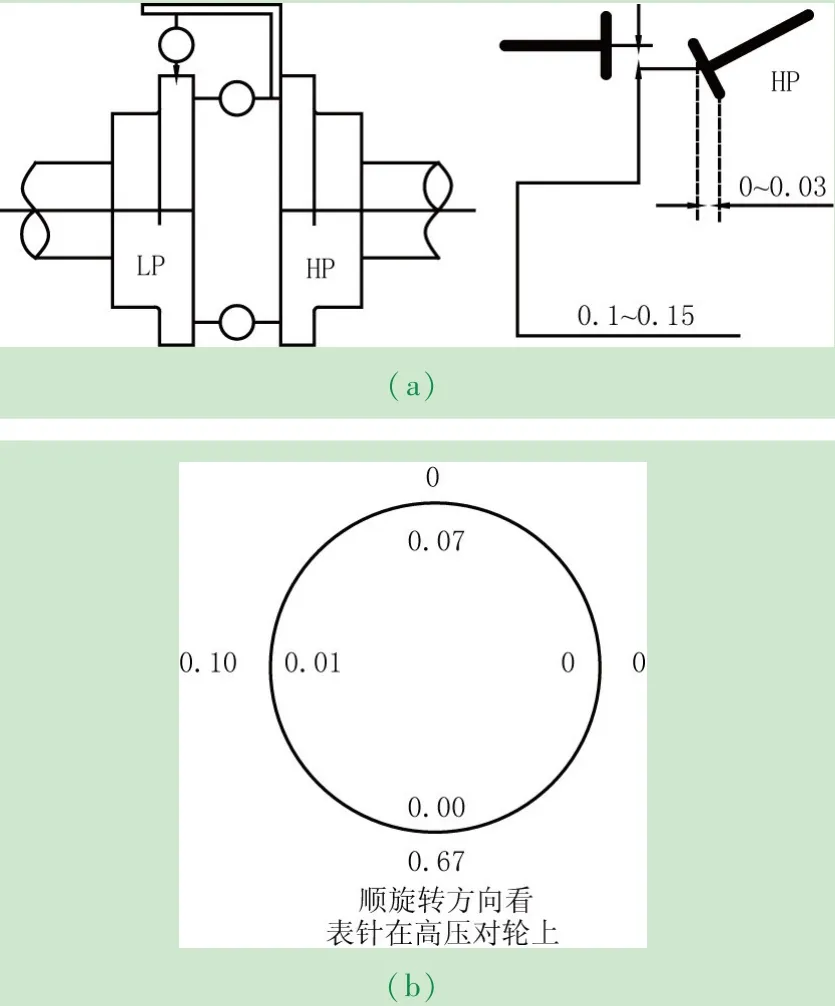
图1 中心情况示意图
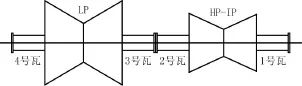
图2 汽轮机轴系示意图
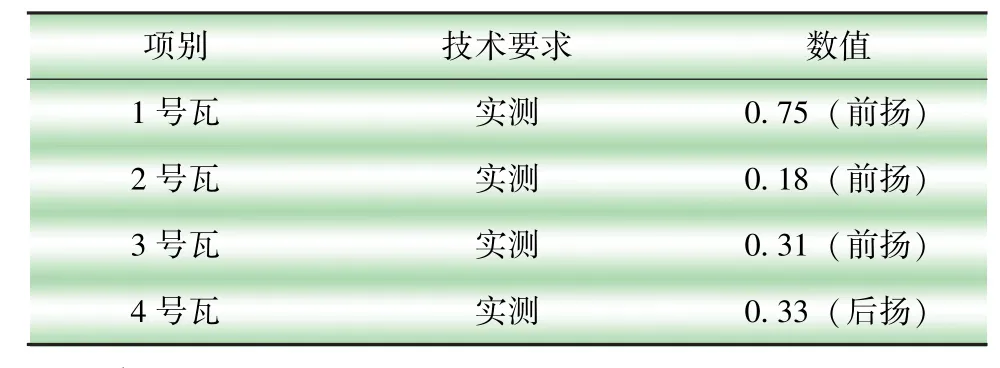
表1 轴径扬度实测值mm
推力瓦工作侧推力间隙修复前为0.44 mm,修复后为0.47 mm。瓦块出油侧乌金有局部磨损现象,如图3所示,推力瓦块报废不具有再修复使用价值。推力盘晃度为0.02 mm,推力盘工作面瓢偏为0.007 5 mm,非工作面瓢偏为0.005 mm。

图3 推力瓦块磨损
3 推力瓦润滑机理
推力轴承是根据油膜润滑原理工作的,由于推力瓦块和调整块的局部接触,使瓦块在圆周方向上倾斜,与推力盘平面之间形成油楔。当推力盘随主轴高速旋转时,润滑油被带入楔形间隙中,随着间隙的减小,油被挤压,油压逐渐增大,以承受转子的轴向推力。当楔形出口处的最小油膜厚度大于两金属表面的不平度时,形成液体润滑。在运行中,任何时候推力轴承室中都充满润滑油,油直接从轴承供油管路供给,对各瓦块表面进行润滑。推力轴承外壳上部设有调整螺栓,控制轴承所需油量。借助于轴的转动,润滑油被带到轴颈的上半部和推力瓦面,并从轴颈处吸走热量,油流随着推力盘的旋转做周向流动,进入推力盘和推力瓦之间形成油楔,使油最后从推力盘顶部外缘甩出,进入轴承箱的回油腔。
4 故障诊断处理
4.1 原因分析
a.轴向位移大,多为水冲击和负荷突变引起轴向位移偏大而造成的。
b.轴向推力失衡,为机组甩负荷瞬间轴向推力失去平衡导致,主要有2方面可能性,一是高压调节门关闭时间较中压调节门晚;二是高、中压平衡鼓间轴向失去平衡,多为蒸汽平衡压力失常所致。
c.轴系失准问题,多为轴系对中不良、齿形联轴器卡涩、主油泵叶轮偏置及密封环径向间隙不均匀等。
d.润滑油问题,多为油质不合格、润滑油供油压力和流量不足、微弱电流极易击穿油膜等原因,使润滑效果下降。
4.2 处理措施
a.将推力盘平行度误差调整为正常值,解决推力瓦磨损问题。
b.将1号支持轴承更换为进口铜瓦,铜瓦散热条件好,能解决1号支持轴承温度高的问题。
5 结束语
350MW汽轮机组再次投入运行后,运行至今揭瓦检查推力瓦未出现异常,所述汽轮机推力瓦磨损故障的诊断和处理过程可为同类型机组提供借鉴。
[1]高 海,丁 鑫.汽轮机动静碰摩事故原因分析及处理[J].东北电力技术,2004,25(4):34-36.
[2]乜庆海,乔宏伟.某火电厂300 MW机组推力瓦磨损的诊断及处理[J].汽轮机技术,2003,45(6):404-405.
[3]梁耀东,汪 军,马为民.国产300 MW机组主油泵推力瓦磨损的原因分析及处理[J].汽轮机技术,2004,46(2):140-141.
[4]徐奇焕.国产300 MW机组主油泵推力瓦磨损分析与防治[J].汽轮机技术,2005,47(5):371-373.
[5]童 刚,马泽山,解继刚.日本350 MW汽轮机组推力瓦温度升高原因分析[J].东北电力技术,2006,27(7):15-18.
[6]童 刚,王向前.汽轮机推力瓦温度高的原因及处理[J].东北电力技术,2004,25(3):5-8.
Causes and Treatment on Thrust Pad Wear of Imported 350 MW Turbine Engine
LIU Xin⁃guo,LI Da⁃chao,XU Shi⁃ming
(Huaneng Yingkou Co⁃generatian Co.,Ltd.,Yingkou,Liaoning 115003,China)
For imported 350 MW turbine engine thrust pad wear fault,through analysis and the disintegration of the diagnosis results. In order to solve the No.1 bearing pad temperature,shaft load distribution caused by thrust disk parallelism error increase is adjusted. The problem can be solved by restoring the shaft design parameters.The cause analysis and treatment is a reference for the same type of unit.
Steam turbine;Thrust tile wear;Replacement of copper tile
TK212.+4
A
1004-7913(2016)06-0045-02
刘新国(1967—),男,学士,助理工程师,主要从事火电厂管理及汽轮机检修维护、新技术应用研究工作。
2016-02-24)
