新型橡胶塑炼方法及填充系数对塑炼效果的影响
2016-02-15汪传生胡纪全
汪传生, 胡纪全, 蔡 宁, 刘 营
(青岛科技大学 机电工程学院,山东 青岛 266061)
新型橡胶塑炼方法及填充系数对塑炼效果的影响
汪传生, 胡纪全, 蔡 宁, 刘 营
(青岛科技大学 机电工程学院,山东 青岛 266061)
通过自主研发的新型连续塑炼机为机台,以天然橡胶NR为生胶原料,研究填充系数对天然橡胶连续塑炼效果的影响。在双螺杆连续塑炼机塑化实验中,填充系数对塑炼效果有很大影响。填充系数增大,塑炼效果减小,但是生产能力增高。为达到塑炼效果和生产能力的最佳平衡,找到一组最佳的填充系数对连续塑炼的发展至关重要。。
填充系数;门尼黏度;连续塑炼
0 前 言
天然橡胶(NR)是塑炼的主要胶种对象。未塑炼的天然橡胶不利于混炼和加工。目前世界上主要使用开炼机和密炼机对天然橡胶进行塑炼。但是由于开炼机和密炼机塑炼存在污染严重、人工浪费、生产效率低和各批次间胶料质量不均等问题,因此研究一种新型的塑炼方法,实现低污染、高效率、效果稳定等要求,用以代替传统的塑炼方法,已经成为橡胶加工界面临的新挑战、新课题。
本文将天然橡胶经过切片、烘胶等工艺处理后,用开炼机压片,分别设定3 mm和6 mm的辊距,压片后剪切成条,目的是在连续混炼机加料过程中能够方便控制单位加料量和机筒填充量。发现橡胶连续塑炼机和塑料挤出机不同,存在一定的填充系数,能够使连续塑炼效果达到最佳值。
1 塑炼机理
双螺杆连续塑炼是一种低温塑炼,温度在100 ℃以下,橡胶硬度大,所受到的机械破坏作用较为剧烈,机械破坏作用使橡胶分子断链而获得塑炼效果。生胶在双螺杆之间受到强烈的拉伸和剪切作用力[1],而拉伸作用属于双螺杆塑炼的主要作用力。双螺杆的强烈拉伸作用使得生胶沿螺槽方向产生很大的形变,产生应力集中,大分子链断裂,达到塑化效果。同时,螺杆与螺杆之间、螺杆与机筒之间存在强烈的剪切作用,大分子链断裂,有助于提高塑炼效果,见图1所示。
拉伸作用力是双螺杆连续塑炼的主要作用力,胶料在双螺杆之间产生很大的形变,因此为满足应力集中下的大形变变形,机筒与螺杆之间必须存在一定的自由空间。由此,填充系数成为双螺杆连续塑炼的一项重要参数。
低温塑炼时,生胶在转子间受到剧烈的拉伸、挤压和剪切作用,分子链被拉直,致使分子在中央部位发生断裂。机械力主要对分子量大的部位起作用,对分子量小的部位基本不起作用。因此在机械力作用下,橡胶的平均分子量变小,分子量分布变窄。
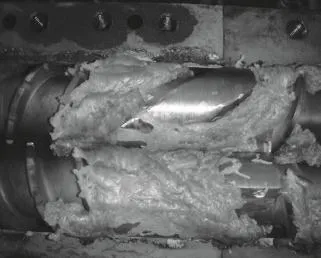
图1 塑炼胶拉伸状态
2 试 验
2.1 原材料
NR生胶原料产自马来西亚。
2.2 设备与仪器
新型橡胶塑炼实验机台,青岛科技大学;X(S)M-1.7型高剪切同步转子密炼机,青岛科技大学;X(S)K-160型开炼机,上海橡胶机械厂;QP-16型橡胶塑料试验切片机,上海化工机械四厂;UM-2050门尼黏度仪,中国台湾优肯科技股份有限公司。
2.3 试样制备
将实验室购入的天然橡胶用切胶机切片,放入恒温烘胶机中烘胶30 min,取出并在开炼机上压片。设定开炼机的辊距,并依此制备两批厚度分别为3 mm和6 mm的胶片,剪成长条状,以备后期连续混炼实验中单位加料量和填充系数换算的直观可控。
2.4 生胶门尼黏度测试
取经过烘胶处理的天然橡胶,即刻选取3组样品压片制样,检测未塑炼生胶的门尼黏度。实验数据如表1所示。

表1 未塑炼生胶的门尼黏度
2.5 实验工艺参数
在传统的塑炼工艺中,温度对橡胶的塑炼效果具有两重性。以天然橡胶来说,在低温范围内(约110 ℃以下),随着温度的升高,塑炼效果下降,升温对塑炼的效果起不良影响。本实验机台的双螺杆连续塑炼机,采用的是冷却水循环系统,塑炼温度不会超过100 ℃,因此塑炼属于低温塑炼[2]。而与传统的低温塑炼不同,双螺杆连续塑炼机不能在温度太低的条件下塑炼,因为双螺杆结构的单通道机筒必须要求胶料有比较好的流动性,这样才能满足加料的稳定性[3]。同时,考虑到胶料塑炼过程中受到强烈的机械剪切作用和胶料与机筒之间的摩擦力作用,胶料在塑炼过程中温度会不可避免地升高。更重要的是机头处胶料完全充满,机头压力很大,这样在胶料挤出过程中,挤出胀大现象会非常明显。为适当降低机头压力对挤出胀大的影响,温度提高一个等级是可采取的有效方法[4]。
根据以往的实验分析,为方便实验室机台操作,实现生胶加料和塑炼胶条挤出之间的动态平衡,一般选择的转子转速为20 r/min。本实验的连续塑炼机塑炼工艺参数见表2所示。

表2 连续塑炼机塑炼工艺参数
3 结果与讨论
在连续塑炼实验过程中控制加料量,保持机筒的填充系数分别为100%、75%、50%,所得塑炼胶的门尼黏度如表3~5及图2所示。

表3 100%填充系数下塑炼胶门尼黏度

表4 75%填充系数下塑炼胶门尼黏度

表5 50%填充系数下塑炼胶门尼黏度

图2 填充系数对塑炼效果的影响
双螺杆连续混炼机与传统开炼机和密炼机不同,具有节约人力、生产连续、工艺控制简单和塑炼效果稳定等优点。从表3~5可以看出,连续塑炼实验中,塑炼胶的门尼黏度基本稳定。在连续化生产中不但能够大大提高生产效率,其产品质量的均匀性特点还对后期的混炼有着极大的好处。
从表3~5和图3可以看出,填充系数对连续塑炼效果有不同的影响,在填充系数50%~100%之间,塑炼效果随着填充系数的增大而降低。在低填充系数下,胶料具有更大的自由体积,在强烈的拉伸作用下,分子链拉伸取向并应力集中,直至分子链断裂,完成塑化。
虽然塑炼效果随着填充系数的减小而增加,但是生产能力也随着填充系数的增加而提高,能耗也随着填充系数的增加而加大。因此找到填充系数、生产能力、能耗之间最优配比,对以后工业化生产至关重要。
4 结 论
(1)在双螺杆连续塑炼机塑化实验中,填充系数对塑炼效果有很大影响,填充系数增大,塑炼效果减小,但是生产能力增高。为达到塑炼效果和生产能力的最佳平衡,找到一组最佳的填充系数对连续塑炼的发展至关重要。
(2)连续化生产能力和胶料质量均匀是双螺杆连续塑炼机的独特优势。加快发展连续塑炼用以代替传统的开炼机和密炼机是一条切实可行的研发方向。
[1] 张霞, 谢林生, 马玉录. 双转子连续混炼机混炼段拉伸作用的研究[J]. 中国塑料, 2010, 24(3): 110-113.
[2] 白好胜. 先进橡胶加工工艺与设备的经济性[J]. 轮胎工业, 1996, 16(7): 427-429.
[3] 单国玲, 刘谦. 开炼式连续自动低温炼胶工艺技术开发与应用[J].橡胶工业, 2011, 31(1):42- 45.
[4] 缪国斌, 谢林生, 田华. 双转子连续混炼机混合指数研究[J]. 现代制造工程,2010(6):125-132.
[责任编辑:朱 胤]
Infuence of the New Mastication Method and Filling Coeffcient on the Rubber Plasticization
Wang Chuansheng, Hu Jiquan, Cai Ning, Liu Ying
(College of Mechanical and Electrical Engineering, Qingdao University of Science and Technology, Qingdao 266061, China)
With domestically developed continuous masticator as an experimental platform, natural rubber (NR) as raw material, the effect of flling factor on the continuous refning of natural rubber was studied. In the twin-screw continuous plasticator plasticization experiments, the flling factor has a great infuence on the plasticizing effect: The flling factor increases, the plasticizing effect decreases, but the production capacity increases. In order to achieve the best balance between the plasticizing effect andthe production capacity, it is important to fnd the optimum packing factor for the development of the continuous refning.
Filling Coeffcient; Mooney Viscosity; Continuous Mastication
TQ 330.6+3
A
1671-8232(2016)12-0030-04
2016-04-19
∶汪传生(1960— ),男,安徽安庆人,教授,博士生导师,主要从事高分子材料加工机械的教学和科研工作。