基于TRIZ设计解决大型薄壁盘形铸钢件的翻转变形问题
2016-02-15宁夏职业技术学院罗永宁夏科技发展战略和信息研究所韩博
文/宁夏职业技术学院 罗永 宁夏科技发展战略和信息研究所 韩博
基于TRIZ设计解决大型薄壁盘形铸钢件的翻转变形问题
文/宁夏职业技术学院 罗永 宁夏科技发展战略和信息研究所 韩博
1.引言
采矿业是国民经济发展的基础性产业,矿山机械在矿业发展中不断发展进步。自工业革命起,矿山机械经过多年的发展,已经集成现代多种科学技术成果,形成了数字化控制、集约化模块化生产、成套全流程组装生产、高度集成的机电液一体化的系统性机械工程。通过多年的发展,矿机制造业已成为我国重型机械工业体系的重要一环,是我国工业实力和矿产开发能力的重要标志。改革开放30多年来,我国矿山机械制造业经历了引进、消化、吸收国外先进技术、合作设计和合作制造、自主设计的发展道路,特别是在实施《国务院关于加快振兴装备制造业若干意见》的推动下,矿山机械制造业基本实现了两大转变:一是产品开发由仿制型向自主创新型转变;二是经济运行由粗放型向效益型转变。市场需求在带动矿山机械制造业经济增长的同时,更促进了整个行业的技术进步,涌现了一批具有自主知识产权的重大新产品。基于矿山机械的快速发展,宁夏职业技术学院通过设计与实验攻克大型异形螺纹的精加工,满足技术与使用要求,提升行业产业的竞争力。
本文主要论述了利用TRIZ创新方法对大型薄壁盘形曲面铸钢件翻转过程中变形问题的解决。该工件直径12.5米,壁厚5厘米。由于铸件直径大、壁薄、挠度大,在翻件的过程中容易变形,造成工件的报废或者返修,严重影响着生产效率和质量。
2.系统的工作原理及主要问题
圆锥破碎机(图1)作为矿山机械的主要产品,主要包含以下3中产品:主机架(图1-1),锥体(图1-2)、调节环(图1-3)、短头/立柱(图1-4)。这4种产品中,每一种产品都有1~2处精度要求非常高的部位,比如,主机架关键部位在于主轴孔和驱动轴孔的加工,调节环和短头/立柱主要在异形螺纹的加工。
本课题主要针对大型矿机盘形件,由于其质量大、直径长,超过了公路运输的宽度限额,因此分为两半进行机械加工,分别加工好后运输到口岸,组装好再通过海上交通工具运往国外。组装时是通过螺栓实现无间隙的精密配合。

图1 主机架装配图

图1-1 完成包装的主机架

图1-2 装配过程中的锥体

图1-3 完成装配的调节环

图1-4 完成装配的短头立柱
该矿机件的精密机械加工需要加工内腔外壁(图2)和内腔(图3)两面,两面的加工过程原理:毛坯件 → 振动时效→ 划线 → 找准找正 → 镗铣面钻孔 →翻件加工另一面。要求加工精度达到0.05mm,采用数控镗铣床、通过积分编程程序控制机床加工,加工后进行测量误差不大。
加工完内腔之后进行翻件,由于配合处精度要求不超过0.05mm,因此稍微的变形将影响精密配合。由于条件限制,吊件翻转过程中很容易出现变形的现象,从而使两半铸件无法实现精密配合。目前的调运翻转是通过简单的吊车用吊带拴在吊把上进行调运翻转,翻件过程中当铸件位置达到一定的空间位置时,就会出现局部变形。

图2 矿机件外壁示意图

图3 矿机件内腔示意图
3.系统分析
针对以上问题,采用系统分析方法对系统进行全面分析。通过完备性法则分析得知,外部控制为人,系统的能量源为机械能,动力装置为电机,传动装置为吊车的吊带,执行装置为吊车的吊钩以及盘件上的吊把,最终的产品为精加工工件。通过系统完备性法则分析,可以梳理清楚该调运翻件系统的关键操作:即通过吊带带动吊钩对工件吊把进行调动和翻转。厘清系统功能,对于后续的分析解决问题提供清晰的思路。
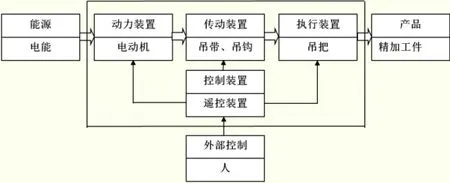
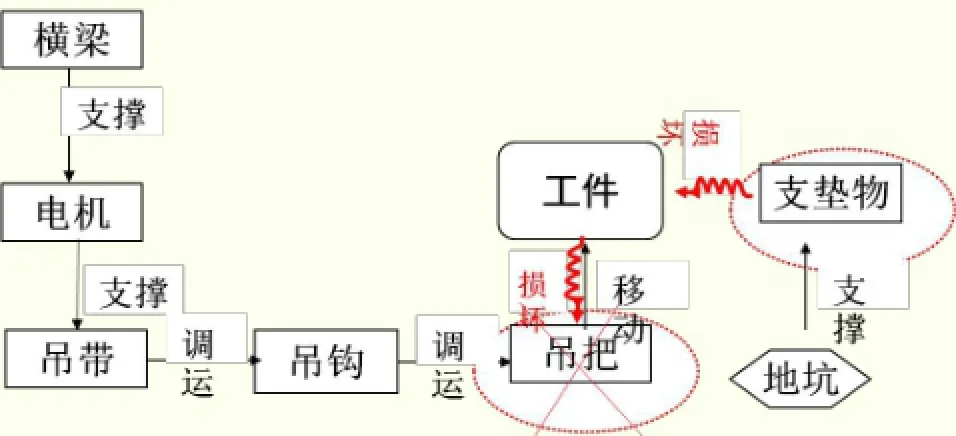
对于该系统,进行系统组件分析,组件间的相互作用分析并建立功能模型图如下:

通过功能模型,确定有问题的组件和有问题的功能,应用功能裁剪进行创新。有问题的组件和功能:吊把对于加工件的吊运翻转导致铸件的局部变形。裁剪可以向以下两个方向考虑:1)裁剪掉吊把对于工件的吊运作用,将不会导致局部变形;2)裁剪掉翻运的功能,将不会产生这种问题。
从功能模型图中可以看出吊把和支垫物是系统中存在的较大的问题,如果剪裁掉吊把和支垫物,系统不会出现问题,那么从剪裁吊把开始。
通过以上裁剪方式可以得到方案一:裁剪掉吊把对于工件的吊运作用,用中心孔或者其他方式替代吊把的作用。
4.矛盾分析
对于该问题来说,可以通过技术矛盾(Technical Contradiction,TC)分析如下:分析1:如果翻转工件力量大,那么可以进行铸件的翻转,实现第二个面的加工,但是翻转会造成变形; 分析2:如果翻转工件力量小,那么不会造成铸件的变形,但是不能实现铸件的翻转,从而不能实现第二个面的加工。
因此通过矛盾矩阵表以及相应的发明原理,可以得到方案二:再次分割铸件,使铸件重力足够小,而且拉力分散在整个铸件上而在翻转时不会导致变形。
对于该问题来说,可以通过物理矛盾(Engineering Contradiction,EC)分析如下:
分析1:翻转力应该大,以满足翻转要求 ;分析2:翻转力应该小, 以满足工件质量的要求。使用系统级别分离原理得到方案三:设计吊具,使工件整体受力比较大,能够满足翻转的要求;分散到铸件上每一部分的力又非常小,不至于造成铸件变形。
5.结论
综上,方案一具有效率高、适用性好、成本低的特点,可以满足精加工最终交货质量要求;方案二不具有可操作性,又难以达到顾客要求的交货质量;方案三则需要工装,虽然可以一定程度减小变形,但是需要重新设计与制作工装,增加了成本,经济性差。
所以,我们最终选择使用方案一裁剪掉吊把对于工件的吊运作用,用中心孔替代吊把的作用对工件进行调运翻转,通过分散受力,避免工件的变形,从而保证了配合面的精度要求,保障了产品质量。
责编/刘红伟
ACHIEVEMENTS创新/成果