浅析云锡铜业分公司废酸废水治理工艺
2016-02-11杨洪才唐都作顾鹤林
杨洪才, 唐都作, 顾鹤林
(云南锡业股份有限公司铜业分公司, 云南 个旧 661000)
浅析云锡铜业分公司废酸废水治理工艺
杨洪才, 唐都作, 顾鹤林
(云南锡业股份有限公司铜业分公司, 云南 个旧 661000)
本文主要介绍云锡铜业分公司冶炼过程中产生的废酸及废水的治理工艺及治理效果,重点介绍治理过程中的控制参数。
含重金属废水; 硫化法; 石灰铁盐法; pH值
云南锡业股份有限公司铜业分公司建成投入试生产,随着生产的稳定开展,冶炼产能逐步提升达到满负荷,同时原料中杂质也在逐步升高,特别是砷的含量。国家有关质量标准规定原料中As<0.3%,而公司自产铜精矿及部分外购铜精矿中As含量较高,部分原料中As含量接近1.5%。这部分原料虽经配料后进行冶炼,但仍给分公司的环境治理带来难度,据唐都作等人研究:铜精矿带入的砷69.65%进入熔炼电场尘中,12.74%进入电炉渣中,9.11%进入冰铜中,2.44%进入锅炉尘中,约5%的砷随烟气进入后续废酸及废水中,原料中少量的重金属也随烟气进入废酸及废水中。云锡铜业分公司废酸及废水处理采用“硫化法预脱砷+石灰—铁盐法除重金属”处理流程,本文针对该流程进行简单介绍,并结合生产实践就主要控制参数进行介绍。
1 含重金属废水的主要来源及主要成分
1.1 主要来源
云锡股份铜业分公司废水主要来源:(1)制酸净化工段产生的废酸;(2)环境集烟系统脱硫产生的废水;(3)电解系统生成过程中产生的废水;(4)化验过程中产生的废水;(5)其他废水。
1.2 主要成分
云锡股份铜业分公司废酸及废水中的主要成分见表1。
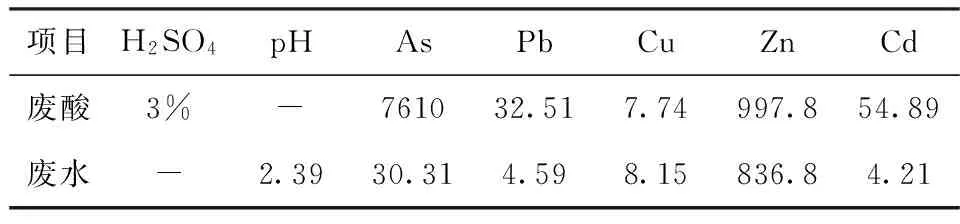
表1 废酸及废水中的主要成分 mg/L
2 废水处理工艺
云锡股份铜业分公司废水处理工艺设计按“分质收集、分级处理”的原则,针对制酸净化工段产出废酸单独收集,采用“硫化法”进行预脱砷处理后与其他废水混匀采用“石灰—铁盐法”进行精处理。
2.1 废酸处理工艺
云锡股份铜业分公司制酸净化工段产生的废酸由于含砷较高,采用硫化法预除砷,除砷的同时亦可将废酸中镉、铜、锌等以及能与S2-生产硫化物沉淀的其他重金属去除[2],处理后液进入污水处理站进一步处理。废酸处理工艺流程见图1。
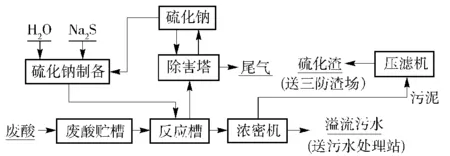
图1 污酸处理工艺流程图
废酸处理工艺反应为:
硫化脱其他重金属
M2++S2-=MS↓(M表示能与硫离子生产沉淀的重金属离子)
2.2 污水处理工艺
重金属离子,特别是砷离子,给污水处理工艺的选择带来一定的难度。云锡铜业分公司废水中锌及砷的含量较高,砷离子的总去除率要达到99%以上,而其排放标准为0.5 mg/L。因此,采用较为成熟的两段“石灰—铁盐法”进行处理,工艺流程见图2。

图2 污水处理工艺流程图
污水处理反应为:
氧化反应分别使Fe2+氧化成Fe3+,As3+氧化成As5+生成铁盐及亚铁盐。
其他重金属离子脱除

3 重金属废水处理过程中的控制参数
3.1 污酸处理过程中控制参数
“硫化法”处理高砷污酸中,控制核心是氧化还原电位,在硫化去砷反应中,应控制氧化还原电位在-50~+50 mV之间。设计资料也给出了控制范围为-200~+200 mV,但在云南锡业股份有限公司铜业分公司生产实践中,按此控制范围进行操作,废酸处理砷很难达到出水砷含量≤100 mg/L的控制要求,分析原因为烟气中成分复杂,硫化钠质量影响造成废酸杂质较多进而影响氧化还原电位,后经生产实践摸索,主要控制好硫化钠用量,同时确保产出砷渣及时排除即可。
(1)Na2S的用量。文献资料和生产实践均表明,一次沉砷,即使Na2S过量很多倍,也不能将砷脱除到很低的水平,而采用两次沉砷,则可以用较少的Na2S将砷除至较低水平。但是当污酸中的砷含量较高时,硫化法除砷即使达到最佳效果时仍不能达到GB25467—2010《铜、镍、钴工业污染源排放标准》限定的砷排放浓度为0.5 mg/L,需要进一步除砷。云南锡业股份有限公司铜业分公司在生产实践中按照《重金属污水化学法处理设计规范》中规定,首先对污酸中砷含量进行化学滴定初步测算砷含量,再按照摩尔量计算,按砷含量的1.5倍以上比例投加硫化钠,反应后液采用同一浓度硫化钠进行滴定来判断反应终点。
(2)pH值。硫化钠沉砷在酸性条件下进行,据研究表明当pH值为2左右,沉砷效果最好。由于云南锡业股份有限公司铜业分公司废酸处理无石灰石预处理,仅采用硫化法处理,因此pH值变化不大,调节空间较小,但在投加硫化钠后,会生成一部分硫化氢气体经除害塔排出,对反应pH值有微调作用,经检测反应pH在1.5~2.5之间,满足最佳反应条件。
3.2 废水处理过程中的主要控制参数
经过近3年的生产实践,废水处理过程中主要控制的参数为pH值和硫酸亚铁的投入量。
3.2.1 pH值
根据《重金属污水化学法处理设计规范》,“石灰—铁盐法”处理控制pH值在8以上,根据生产实践及资料,反应pH值控制在10~11可使污水除砷反应中的铁砷盐和钙盐在碱性条件下完全沉淀,砷的去除率可达到99%,具体见图3。当反应pH控制在9~11时,可使出水中As<0.5 mg/L。
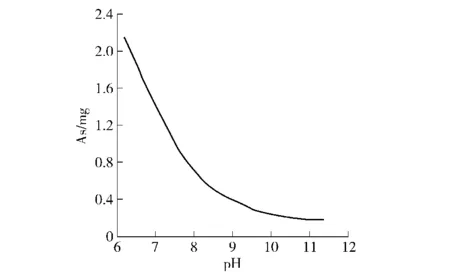
图3 不同pH值对除砷的影响

图4 不同pH值对砷铁共沉物影响曲线
3.2 Fe/As的控制
分析不同pH值与铁盐共沉曲线,见图4,当pH值控制在9~10时及Fe/As大于10两个反应条件下,砷的残存量小于0.5 mg/L,云南锡业股份公司铜业分公司在废水处理过程中Fe/As基本控制在10左右。
4 处理效果
废酸及废水处理效果见表2。

表2 废酸及废水处理后液成分 mg/L
5 结论
(1)云南锡业股份有限公司铜业分公司采用硫化法和两段石灰乳—铁盐除砷工艺处理重金属污水,经监测结果显示砷及其他重金属均可达标处理,但污酸处理存在着处理成本高,处理过程中产生的硫化氢气体对作业人员人身安全威胁较大等问题。
(2)在处理过程中投入大量的硫化钠,处理后回用水中亚硫酸钠和硫酸钠盐含量较高,易造成回用水点设备的结垢堵塞。
(3)现有的处理工艺仅仅是污染物由气相或液相转为固相,且渣量较大,仍对环境造成影响。
[1] 唐都作,顾鹤林,宋兴诚.云南锡业铜熔炼系统杂质元素走向研究[J].中国有色冶金,2015,(3):4-5.
[2] 屈娜.贵冶硫化中和法除砷工艺探讨[J].铜业工程,2009(2).
[3] 龙大祥.铜冶炼含砷污水处理[J].工业用水与废水,2004,31(4).
Discussion on the treatment of waster acid and waste water in copper branch of Yunnan Tin
YANG Hong-cai, TANG Du-zuo, GU He-lin
This paper describes waste acid, waste water treatment process and treatment effect in process of smelting in copper branch of Yunnan tin Ltd, the control parameters in the process of governance has been mainly introduced.
waste water with heavy metals; vulcanization; lime ferric salt method;pH
杨洪才(1983—),男,环保助理工程师,云南红河人,主要从事安全及环境保护工作。
2015-12-25
TF811; TD926.5
B
1672-6103(2016)02-0052-03
