铝电解系列不停电停(开)槽技术的应用与实践
2016-02-11李猛
李 猛
(贵阳铝镁设计研究院, 贵州 贵阳 550004)
轻金属
铝电解系列不停电停(开)槽技术的应用与实践
李 猛
(贵阳铝镁设计研究院, 贵州 贵阳 550004)
叙述了铝电解系列不停电停(开)槽技术中具有代表性的三种工艺方法,即短路口机械同步开闭法、短路口换流开关降压法及综合集成法的特点及应用,其中综合集成法由于实现了短路口换流开关与机械开闭机构的一体化集成,可以远距离操作短路口分合,故最安全可靠。文中针对不停电停(开)槽技术应用中常见的问题提出了建议。
铝电解; 不停电停(开)槽; 换流开关; 短路口机械开闭机构
铝电解系列不停电停(开)槽技术是最近十余年逐步发展起来的高效环保节能技术,现已广泛应用于国内各种铝电解槽型,几乎涵盖600 kA以下所有生产系列,其解决了大型预焙阳极铝电解槽不能在全电流工况下停(开)检修槽的传统技术难题,对电解铝企业节能降耗、减少电网冲击、增产增收、提高槽寿命具有重大意义,相关装备也迅速成为铝电解工艺的标准配置。不停电停(开)槽技术的发展经历了多个阶段,其中以短路口机械同步开闭法、短路口换流开关降压法、综合集成法为代表,这些方法在不同时期以及特定范围内均获得过成功应用。笔者为不停电停(开)槽技术的研发者,本文结合科研实践经验,对上述三种工艺方法,特别是综合集成法在引入短路口机械开闭机构方面作重点阐述。
1 短路口机械同步开闭法
短路口机械同步开闭法的主要代表是Dubal铝厂于上世纪70年代推出的CD200系列槽用短路装置,其结构是在短路口间设置一个短路契块(如图1所示),利用V型口的导向性和自锁性,用柱塞缸快速将短路契块推入或拉出短路口,达到将目标槽接入或短路的目的。这种方法可以远距离通过机械机构刚性同步分合多组短路口,对于操作人员以及生产运行有可靠的安全保障,因此同时期在国外多家铝厂得以工业化应用。但是,配套此法的机构部件重量大、工作速度较慢,无法将短路口电弧能量降到很低水平,短路母线在分合过程中产生的电弧对压接面会造成一定程度灼伤,导致接触电阻升高、能耗加大。
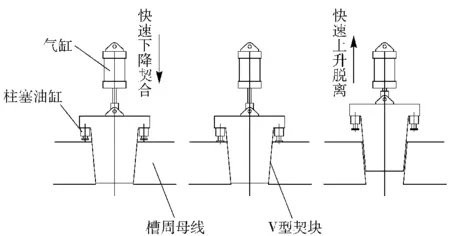
图1 Dubal 铝厂短路口机械开闭装置
这种工艺方法对于目前我国主流大型铝电解槽的母线结构形式不适用,而且该方法需要生产系列中的每台槽均配置一套相应设备,经济性不理想,所以在国内未得到实际应用。
2 短路口换流开关降压法
电接触理论[1]指出:①电压等级的提高将极大程度增加电弧的燃弧时间和电弧能量; ②在一定电压等级下,电弧燃弧时间和电弧能量随电流上升而增加,比电压引起的增幅要小。另有研究表明[2],在相同的工作电流下,电压等级提高1.5倍,电弧持续时间增长2.5倍以上,增速约为前者的2倍。因此,该方法的技术原理是通过在电解槽立柱母线和短路母线之间并联一组换流开关,降低短路口开合前后的电势差,实现高效降低短路口电弧能量目的。
短路口换流开关降压法在电解铝工业的应用始于德国VAW公司生产的基于换流开关的旁路电流转换装置,该产品主要针对纵向单排配置的铝电解系列,在目标槽前侧和后侧各配置一组开关,在停槽或开槽时将短路开关用天车吊入电解槽前后两侧,两端各夹紧上游槽及下游槽的立柱母线,然后合上换流开关,人工闭合或断开短路口,实现目标电解槽的停槽和开槽。日本轻金属株式会社上世纪80年代初也推出过类似的装置,但由于日本逐步退出铝工业市场,相关装置没有得到进一步发展和推广。上世纪90年代平果铝厂用熔断器替代换流开关做过类似的试验,但由于熔断器材料的差异,实际操作时常会出现熔断器不同时熔断的现象,尤其当只剩一个熔断器没有熔断时,人工强行拆卸会发生剧烈拉弧的现象,有较大安全隐患。2005年河南中孚铝业公司率先在350 kA大型铝电解槽系列上用短路口并联换流开关的方法完成全电流停(开)槽作业,取得了良好效果,促进该技术逐步走向实用化。虽然短路口换流开关降压法具有极佳的灭弧效果以及对槽型空间良好适应性,使不停电停(开)槽技术大规模推广应用于大型铝电解系列成为可能,但国内外许多专家也指出,短路口换流开关降压法存在明显的技术缺陷,对其可靠性及潜在的安全隐患表示忧虑。现代大型预焙阳极铝电解槽进电母线数量多达6个(甚至更多),这种工艺方法要求在每个进电母线处均安装一组换流开关,每组开关在可靠性方面形成相互串联的关系,多组换流开关在分合时必须保持高度同步性,即一组换流开关出现故障,都可能造成紧急甚至事故工况,特别是在多组人力带电开闭短路口的作业环节存在明显的安全隐患,如果出现诸如开关触点接触不良、外部连接面接触不良、违反操作规程等极端工况,短路口仍可能出现剧烈的拉弧现象,且目前所采用的控制技术难以确保可靠的预警,对操作人员人身安全乃至整个生产安全缺乏足够的后续保护措施。西方先进铝业公司的专家虽对该法的易用性和实际作业效果认可,但并未大规模效仿应用。
3 综合集成法
鉴于短路口机械同步开闭法与短路口换流开关降压法存在上述问题,中国铝业公司贵阳分公司研发了一种结合两种方法优点的工艺方法,即根据开关设计原理,可将短路口视为大电流开关的主触头,并配套设计相应的灭弧开关和短路口机械开闭机构,形成一体化的新型电解槽不停电停开槽装置。通过灭弧开关和机械开闭机构的配合联动,实现短路口远距离闭合与打开,总体设计电气原理如图2所示。
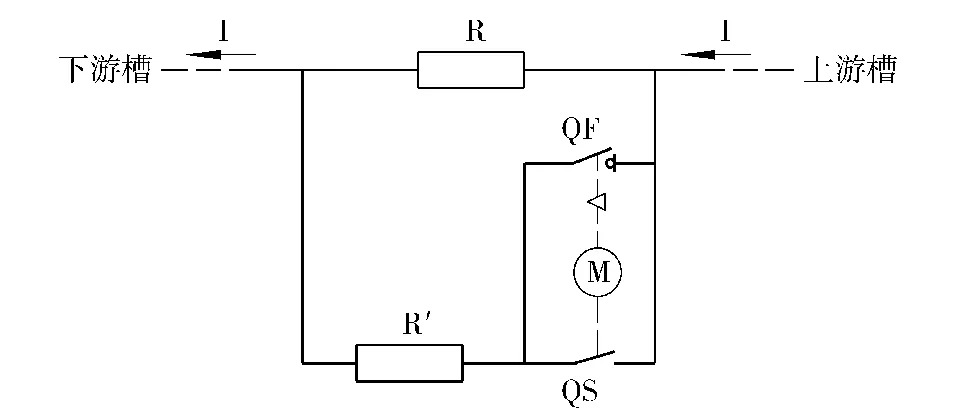
I—系列电流; R—目标铝电解槽等效电阻; R′—短路母线等效电阻; QF—直流负荷开关; QS—短路口; M—机械开闭机构图2 综合集成法总体设计电气原理
特大型铝电解槽短路口载流负荷最高可达100 kA, 用负荷开关旁路完成一次换流过程将短路口电流能量转移是安全分断的技术基础。本方法创造性地应用机械手装置闭合短路口完成二次换流过程,通过自适应控制的液压力使短路口在联接件操作过程中处于均匀压紧状态,大部分电流能量在二次换流过程中重新转移至短路口。在机械手的同步操作下,短路口闭合过程低于1 s,不同步时间小于50 ms,高效实现了电流能量的无弧转移目标。同时负荷开关在20 min的额定工作时间(95%以上用于完成联接件操作过程)内仅承受一次换流负荷的50%~60%,有效工作载荷大幅降低,实现以较小的通流截面和散热空间保持热稳定,且主、弧触头机构运动惯量减小得以完成轻量化设计,在同功率操作机构下分合闸速度显著提高,分合闸时间小于10 ms,不同步时间小于3 ms,开关组分断电流能力上升600 kA以上。二次换流策略和时序控制技术,首次使特大型铝电解槽不间断系列电流检修维护作业达到安全水平,全机电一体化设计实现了无人带电操作短路口,满足重要电器设备的N-1原则要求,即在一个开关(甚至若干开关)出现合闸故障时短路口不产生有害电弧,且在开关组出现极端故障时,机械开闭机构可远距离有效分断短路口强电弧,不会造成人员伤亡和重大安全事故。
4 常见问题及建议
目前国内能提供铝电解系列不停电停(开)槽技术及装备的厂商有多家,大都是遵循短路口换流开关降压法的路线。在充分考虑不同铝电解系列的具体情况以及结合实践经验的基础上,笔者针对该项技术中存在若干共性问题给出了建议,使其能够正确合理运用。
4.1 换流开关电压参数的确定
铝电解系列不停电停(开)槽中使用的换流开关均为直流负荷开关,这种开关的额定工作电压是根据焙烧启动时铝电解槽的冲击电压确定的,现有的焙烧启动方法为保证焙烧质量一般要求冲击电压不高于6 V。实际开槽过程中影响冲击电压的因素很多,出现6 V以上的情况也常见,但应限制在10 V以下。对于铝电解槽低压大电流工况特殊设计的直流负荷开关,额定工作电压过高将严重影响触头部件的使用寿命,导致维护成本升高,因此将直流负荷开关的额定工作电压规定为10 V比较合适。直流负荷开关的最高工作电压30 V,是考虑目标电解槽出现效应时的工况而定的,在该工况下触头允许过度烧损,但直流负荷开关组应能有效分断系列电流。
4.2 设计验证
铝电解系列不停电停(开)槽技术目前虽然已大量应用于国内各种槽型,但是现有槽型的短路口设计并未充分考虑与直流负荷开关工艺连接的需要,没有对通流接触面进行适当的机加工处理,因此通流接触面多处于铸造毛坯状态。设计者应明确在这种工况下不停电停(开)槽装置是否能满足短路口操作安全电压的要求和操作时间的要求,先在生产运行的电解系列上对技术指标进行验证,然后再编制操作规程细节交付用户使用。
验证内容至少应包括下列两项:①换流开关组合闸后,槽电压应小于0.8 V;②换流开关主要部件温升应符合表1的规定。
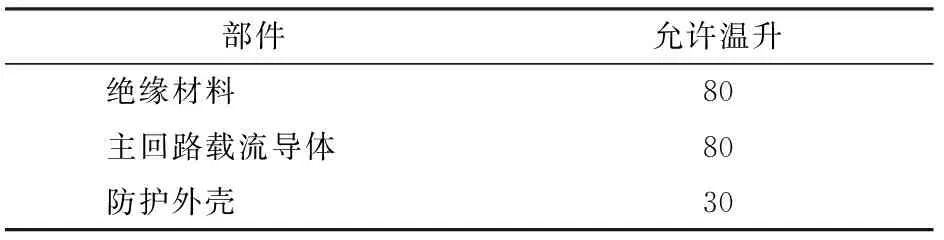
表1 直流负荷开关主要部件允许温升 K
4.3 两点进电槽型的技术方案
两点进电的铝电解槽型目前国内主要为160 kA系列,虽然正逐渐淘汰,但部分存量企业仍然使用。停电停(开)槽作业对其生产运行的实际危害更大,笔者认为:首先,在短路口处安装换流开关的方式对于该槽型不合适,主要原因是短路口处既不方便吊装,也没有足够的安装空间,以及压接面状况差、打磨处理困难等。另有厂家给出换流开关数量少于短路块数量的配置方案,而在实际操作中存在母线过热的风险,甚至无法确保短路口电压降到足够安全范围,不提倡使用。
针对上述情况,建议将换流开关的设计位置选在相邻阳极大母线中间,两侧配置搭接母排,用快装夹具与之相互联接,不再利用原槽底短路母线,如图3所示。
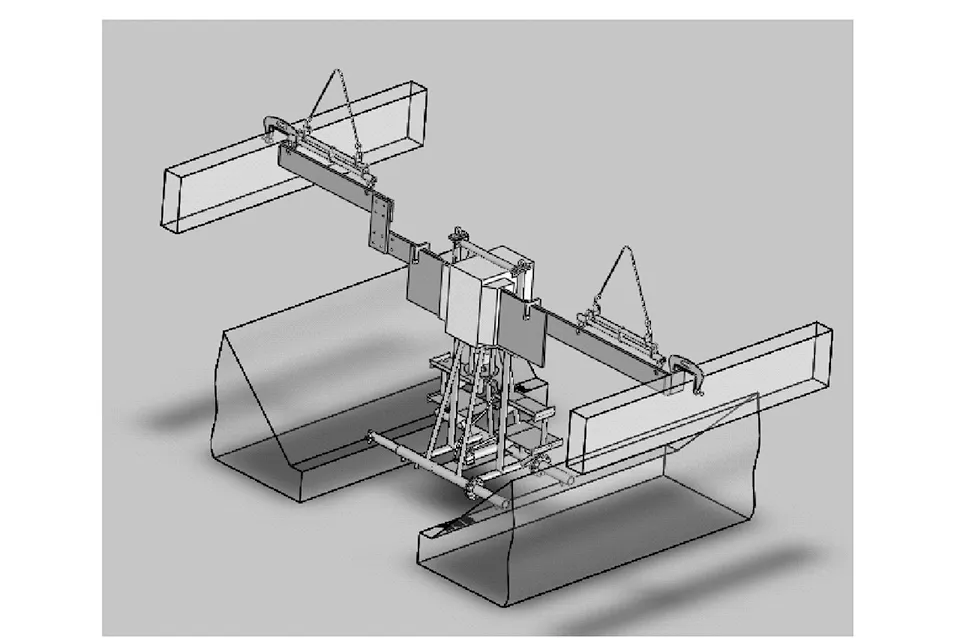
图3 两点进电槽型换流开关旁路三维示意图
这种布置经过合理的误差补偿设计,虽然安装路线长,但操作人员安装速度并不比安装在短路口处慢,目前已在中铝青海分公司成功投入应用,效果比较理想。这种配置存在的主要问题是难以采用综合集成法的设计一体化设备,即换流开关不能机械开闭机构联动,提高安全性的方法只是利用其空间不受限制,加大换流开关的安全裕度,付出的经济代价高于短路口换流开关降压法,特别是为了缩减体积采用铜母排的方案更为显著。针对这种情况,中铝青海分公司的技术人员提出一种两级分流降压的方法用于开槽作业,即多增加两组铜质分流片(对应每进电点)安装于相邻槽底部母线处,由于在槽底母线上容易找到很短的安装路线,所以铜质分流片的尺寸小、重量轻,可通过专用工具快速安装、拆卸,与已进入分流状态的开关共同分流降压。由于多了这一级高效的分流旁路,短路口开合前后的电势差很容易降至安全值以下,短路口操作即使长达40~50 min也再不会产生有害电弧,作业完毕后先拆除分流片再断开开关即可,使处理一些老旧槽螺栓卡阻等工况有了充裕的时间。
5 结语
铝电解系列不停电停(开)槽技术是我国相关企业独立自主开发且在全行业迅速得以推广的科技创新典范,尤其是与综合集成法相关的装置拥有多项自主知识产权,在国际上处于领先水平。目前该项技术在国内实际应用中仍存在水平良莠不齐、忽视安全要素提升等问题,亟待国家相关部门进一步规范管理。综合集成法技术优势明显,由于实现了短路口换流开关与机械开闭机构的一体化集成,可以远距离操作短路口分合,是目前该项技术中最安全可靠的工艺方法,应大力推广应用,以适应我国铝电解槽技术的发展进步。
[1] 华中工学院.电接触理论及应用[M].北京:机械工业出版社,1985.
[2] 周玮,臧春艳,何俊佳.电气参数和机械参数对继电器直流电弧的影响[J].中国电机工程学报, 2006,(19):151-155.
中科院金属所研发“绿色”渗铝技术
中科院金属所研究人员研发出颠覆传统的“绿色”渗铝技术,使先进铝化物涂层制备像真空镀膜一样,实现无毒气排放、无有害元素掺杂,涂层抗氧化性能优越于普通的铝化物涂层。
铝化物涂层技术是航空发动机及燃气轮机涡轮叶片高温腐蚀防护的主要方法之一。该技术已申报国家发明专利,为高温合金叶片渗铝工艺升级换代提供保障和基础,相关机理研究已公开发表在国际期刊上。
Application & practices of the shut down/restart cell technology in aluminum reduction potline without power interruption
LI Meng
This article introduces respectively the application & practices of the three representative process methods for the shut down/restart cell technology in aluminum reduction potline without power interruption, i.e. the mechanical synchronous open/close method of short-circuit opening, voltage reduction method of commutation switch of short-circuit opening and the comprehensive integration method, and their corresponding characteristics, and indicates especially that the comprehensive integration method is the safest and most reliable process method, which can realize the remote control of open/close for short-circuit opening due to the integration of commutation switch and mechanical open/close of the short-circuit opening. Some suggestions are made for the common issues in the shut down/restart cell technology without power interruption.
aluminum reduction potline; shut down/restart aluminum reduction cells without power interruption; commutation switch, mechanical open/close of the short-circuit opening
李猛(1974-),男,贵州贵阳人,大学本科学历,高级工程师,从事非标准设备的研发与设计工作。
国家高技术研究发展计划(863计划)课题(2013AA041002)
2016-04-25
2016-06-02
TF821
B
1672-6103(2016)04-0022-04
