看板管理在船厂集配中心的应用
2016-01-29郑英男隋建波
郑英男, 隋建波
(上海交通大学 船舶海洋与建筑工程学院, 上海 200030)
看板管理在船厂集配中心的应用
郑英男,隋建波
(上海交通大学 船舶海洋与建筑工程学院, 上海 200030)
摘要:为解决船舶制造企业集配中心常用的传统托盘管理模式中存在的一系列问题,使其适应更复杂、多样的舾装生产要求,对看板管理在船厂集配中心的应用进行研究。通过分析精益制造理论中的看板管理方法,对集配中心传统的托盘管理模式进行改良,使其能够适应现代造船模式下更复杂、多样化的舾装生产要求,最终达到提高生产效率的目的。
关键词:看板管理; 精益制造; 集配中心; 托盘管理
0引言
集配中心是船舶制造企业的关键部门之一,其职能是完成船舶舾装件的采购、加工、分拣及安装等工序。目前国内大部分船舶制造企业的集配生产模式均以托盘管理为核心,集配中心通过计划、管理和调度管舾装件托盘等手段进行生产管理。然而,随着现代化造船模式深入发展,传统托盘管理模式中存在的一系列缺点逐渐暴露出来,难以适应更加复杂、多样的管舾装生产要求。对此,通过分析精益制造理论中的看板管理方法,对传统的托盘管理模式进行改良,解决生产、集配、运送和预装等各个环节中存在的问题。
1现状综述
ZH船厂的集配中心是制造部的下属部门,其组织结构和主要职能见图1。可看出,该集配中心已具备现代造船模式的基本要素,但从实际工作情况看,还存在以下明显的缺陷。

图1 集配中心组织结构和职能
(1) 生产计划与实际生产情况的匹配度较差,集配库内长期存在过量库存,有时急需的舾装件无法按时提供;
(2) 托盘管理混乱,送达生产现场的托盘经常出现管舾件缺损的现象,导致分段等待部分管舾件增补的时间延长,严重影响了生产进度;
(3) 托盘编制的精细度不高,仅包括主要的管子、附件和阀件等,其他部件(如标准紧固件、密封圈及管卡等)需要额外从仓库领用,浪费了人力和时间成本;
2看板原理简介
看板是实现准时化生产(Just In Time,JIT)的重要工具,具有指示生产与搬运、目视管理和现场改善的功能。看板管理的基本理念是严格控制前道和后道工序之间的加工件数量,按需领用,最大化地减少无用库存。根据用途的不同,可将看板分为生产指示看板、领取看板和特殊用途看板;根据形式的不同,可将看板分为一般形式看板和特殊形式看板。
实施看板管理的前提是拉动式生产体系的应用。在该体系下,生产管理部门制订最终的产品生产计划并下达到最后一道工序,由最后一道工序向前一道工序提出订货要求,依次类推。前一道工序要严格按照后一道工序的要求安排生产,中间制品的数量和交货期以恰好满足后一道工序的生产需求为目标,最大程度地减少中间环节的库存和浪费。
目前,ZH船厂已初步建立拉动式生产计划体系,各级部门的生产计划均围绕企业的3年滚动计划来进行制订。
按照拉动式生产体系的规定,后一道工序要向前一道工序提出订货要求。集配中心具有的主要工序包括:管子、附件、铁舾件及其他中间产品加工;管附件、铁舾件及外协件集配;分段预舾装。
根据集配中心生产现状,集配库在生产过程中发挥着承上启下的作用,盘活集配库环节对改善整个集配中心的工作流程有着关键作用,因此工作模式分析以集配库的工作流程为核心展开。
根据拉动生产体系的规定,预舾装组需按照其后一道工序提出的订货要求制订自己的生产计划。预舾装组所交付的中间制品是预装完整的分段,亦即整个集配中心的最终产品。为完成预装任务,预装组需向前一道工序集配库提交订货要求(即每个分段的托盘清单,包括管件、阀附件、管支架及紧固件等);集配库接到订货计划后立即组织配盘,按照不同的零件类型分别向不同部门提交订货需求,并根据托盘清单和后一道工序生产计划的要求集配成多个托盘,按时交付给预装组使用。
以上工作流程中存在集配库内部和集配库到预装组2个核心环节,在看板管理理论中,分别对应工序内看板和工序间领取看板,两者共同构成双看板系统。
3看板内容设计
以64 000 DWT散货船分段的管舾件预舾装生产为例,研究双看板系统的实际应用。
为与实际生产相结合,工序内看板和工序间领取看板分别命名为集配看板和领取看板。
(1) 集配看板用于集配库内部的生产指示,只在集配场地和托盘发运处来回循环;
(2) 领取看板用于集配工序和预舾装工序之间的托盘领取指示,在两工序之间循环。
3.1 集配看板
根据零件种类和来源的不同,集配看板又可细分为钢管集配看板、其他管材集配看板、管支架外协集配看板、阀附件集配看板、标准件集配看板及其他舾装件集配看板等几类,以典型的钢管集配看板为例,其设计见表1,其他类型的集配看板设计与表1类似。

表1 64 000 DWT散货船钢管集配看板设计
集配看板包含零件的名称、编号、所属托盘、前后道工序、分段号及交付时间等必要生产信息,作为集配生产时的指导。其设计原则是每张集配看板的内容只包含一个托盘下所有的某一类零件,这样某一类集配看板将只会被送到某个固定的集配库,简化了操作流程。
3.2 领取看板
领取看板按实际分段托盘表进行编制,每张托盘表匹配一张领取看板,看板包含分段号、分段位置、开工时间及托盘概况等必要信息,其设计见表2。

表2 64 000 DWT散货船预舾装领取看板设计
领取看板的内容是以方便前后两道工序之间传递信息为出发点设计的,每个领取看板上都明确标注所需的托盘编号、需求分段的位置、需求时间及托盘概况等信息,使得集配中心收到领取看板后能立即启动各项准备工作,最终根据看板要求及时将托盘配送至指定地点(Y5-E7表示第5个预装区域E7工位)。
4看板操作流程设计
看板的内容设计确定以后,双看板管理系统的运行循环按图2进行,具体包括以下7个步骤。
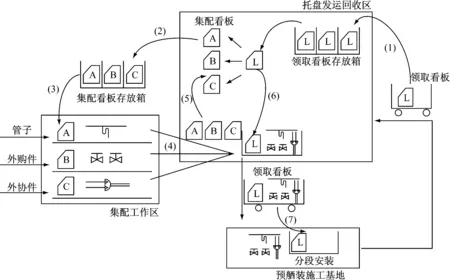
图2 双看板管理系统的运行循环
(1) 预舾装组管理员根据自身的生产计划和施工时间,提前按顺序将领取看板提交至集配库托盘发运处的看板接收箱内,同时将上批使用完的空托盘放至托盘发运处;
(2) 托盘发运管理员按照领取看板的顺序和托盘表编制每张集配看板的内容,并将编制好的集配看板按顺序放至工序内的各个看板存放箱中;
(3) 各集配工序的作业人员按看板存放箱内集配看板的内容和放置顺序组织生产;
(4) 各集配工序完成当前集配看板的工作内容后,将零件和集配看板一起运至托盘发运处;
(5) 托盘发运管理员对照各集配看板和托盘表,清点并组织成完整托盘,同时将集配看板取出,留待完成下一批集配任务时使用;
(6) 完整托盘附上领取看板后,按领取看板上的开工时间和地点要求将其运送至各分段堆场;
(7) 预舾装管理员收到完整托盘后,对照托盘表进行清点并签收,取下领取看板,按照下一批生产任务进行更新,并附在空托盘上送回托盘发运处。
5结语
通过应用看板管理,可有针对性地改善原有托盘管理中存在的不足。
(1) 后一道工序按照需求向前一道工序订货,只在收到看板后才安排领取材料和生产,有效地减少了无用库存,包括原材料和中间制品的库存,将原材料库存压缩到2周以内,中间制品库存压缩到3天以内;
(2) 托盘配送严格按照领取看板的送达顺序进行,最大程度地减少了托盘配送的混乱情况,看板信息的完善也有效减少了托盘配送和签收过程中零件丢失情况的发生;
(3) 将托盘内的全部零件都纳入到看板管理体系中,提高了托盘的完整程度,减少了预装生产过程中的人力和时间浪费;
经估算,应用看板管理后可将原材料库存数量缩短为原来的30%,减少了库房的占用面积;同时,托盘在发运场地的积压时间减少为原来的60%,提高了发运场地的周转效率,有效地改善了生产过剩的问题。
以上理论研究和内容、流程设计,初步证明了看板管理在船厂集配中心具有一定的应用价值和可行性,能改善原有托盘管理中存在的一些不足,但在应用看板管理时有以下要点值得注意:
(1) 拉动计划体系是看板管理实施的前提,只有继续深入贯彻执行该体系,才能最大程度地发挥看板管理方法的作用,切实减少浪费、提高生产效率;
(2) 准确的工时管理是编制和实施生产计划的基础,看板管理作为准时化生产的工具,非常依赖准确的工时计划,若此项条件不能满足,则看板管理将难以达到期望的效果;
(3) 看板管理要求具备与其配套的准时化物流体系,包括各原材料、加工件及外协件的采购,托盘的发运和回收等,该课题值得进一步研究。
只有结合以上几个要点持续改进,看板管理才有可能在实际使用中逐步发挥其应有的效果,实现舾装生产效率和质量的共同提高。
参考文献:
[1]刘树华,鲁建厦,王家尧.精益生产[M]. 北京:机械工业出版社,2009.
[2]洪旭东,徐克林,夏天. 基于看板的生产线物料循环配送方式[J].工业工程,2009,12(4):116-120.
[3]成功,葛世伦,吴立人. 取货看板在船厂车间的应用研究[J].船舶工程,2007,29(4):90-94.

Applied Research of Kanban Management in Supply Hub of Shipyard
ZhenYingnan,SuiJianbo
(School of Naval Architecture, Ocean and Civil Engineering,
Shanghai Jiao Tong University, Shanghai 200030, China)
Abstract:The supply hub, one of the key departments of the shipbuilding enterprise, undertakes the tasks of procurement, processing, sorting, and preparation of ship outfitting. This paper studies Kanban management methods of lean production theory and improves the traditional pallet control to make it fit for the more complex, more diverse outfitting production under the modern shipbuilding mode, and achieve the purpose of improving production efficiency.
Key words:kanban management; lean production; supply hub; pallet control
中图分类号:U673.2; F426.474
文献标志码:A
文章编号:1674-5949(2015)04-049-04
作者简介:郑英男(1987—),男,河南南阳人,工程师,硕士生,主要从事船舶轮机设计工作。
收稿日期:2015-03-02