色织布与白坯布上浆的区别及特殊要求
2016-01-28张建祥司志奎赵海涛
张建祥+司志奎+赵海涛
摘要:色织布是棉纺行业的重要组成部分,相比白坯布是深加工行业。色纱与原纱相比,在上浆方面应注意的事项较多,质量控制需要考虑较多因素。本文就色纱上浆与原纱上浆的区别及特殊要求进行了介绍,以及提出基本控制方法及标准要求。
关键词:色织布;白坯布;色纱;原纱;上浆;增强;伸长;毛羽;耐磨;
中图分类号:TS105.213 文献标志码:B
Differences between the Sizing of Color-woven Fabric and the Sizing of Gray Fabric
Abstract: Color-woven fabric is an important product for cotton textile industry and it belongs to downstream process sector compared to gray fabric. In the sizing process of colored yarn, more attention to be paid and more factors to be considered compared to gray yarn. This paper discusses the differences between the sizing of colored yarn and the sizing of gray yarn and related special requirements, and it puts forward basic control measures and standard requirements.
Key words: color-woven fabric; gray fabric; colored yarn; gray yarn; sizing; enhance; elongation; hairiness; abrasion-resistance
色织行业是棉纺织行业的重要组成部分,其专业覆盖面广,涉及到纺、织、染、整多个专业,所用原料有棉、毛、丝、麻、化纤等各种纤维,是个多工序、多设备深加工行业,也是集技术密集、资金密集、劳动力密集的竞争力较强的行业。色织布产品档次要求高,对各工序的质量要求也比较严格。其中色织布的上浆,直接影响到织布效率、布面质量和退浆污水COD的控制,与白坯布上浆相比,有特殊的要求。
1 上浆目的及要求相同
浆纱是织前准备中的一道关键工序,在浆料方面色纱与原纱没有什么区别,都是以淀粉、PVA、丙烯酸为主,其它助剂为辅。色纱上浆与原纱上浆的目的是一样的,主要是提高纱线的可织造性,同时将经过浆液的纱片,在张力均匀、排列均匀和卷绕密度均匀一致的情况下,卷绕成无质量问题成形良好的织轴。
提高纱线的可织造性,主要表现在四个方面:一是增强。通过上浆,使一部浆液渗透到纱线内部,减小纱线内部纤维间产生滑移的可能性,从而增加纱线强度,提高承受拉伸、冲击负荷的能力。二是保伸。在上浆、烘燥过程中,保持纱线的弹性和伸长,减少因发生变脆、变硬而增加织造时纱线的断头。三是毛羽。通过上浆,把纱线表面的毛羽贴附于纱线条干上,使纱线 3mm以上毛羽降低,减少毛羽纠缠断头。四是增加纱线的耐磨擦次数。上浆时,一部分浆液覆于纱线表面,形成一层浆膜,以减小纱线之间、纱线同器材之间的摩擦系数,提高纱线耐摩擦的能力。
2 上浆的原料性质不同
色织布与白坯布占据着一半以上的面料市场。色织面料纱线在浆纱之前已经进行了煮、漂、染色、皂洗加工后,纱线结构变松散,亲水性增加,纱线本身没有棉蜡、杂质等影响上浆的因素。对于浆纱来说是有利的,便于浆液的渗透。而白坯布纱线是原纱,相对于染色纱线上浆难度加大。
以纯棉CM50为例色纱与原纱上浆对比见表1。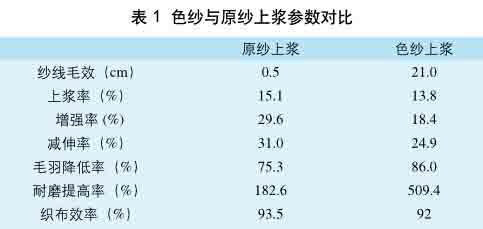
从白坯布和色织布纱线上浆指标看,原纱不容易渗透,上浆困难,虽然上浆率比色纱高1%~2%,但耐磨提高率仍差较多,所以色纱上浆容易。
3 色织布上浆的特殊要求
原纱与色纱的上浆区别,在于纱线本身的差异来考虑。在浆料配方方面,色纱上浆与原纱上浆在材料、纱支、总经根数等相同的条件下,所用上浆的浆料没有大的区别。但是在上浆、浆纱机工艺参数方面又有所不同。
原纱的上浆不用考虑沾色、荧光、经纱排花等其它因素带来的质量问题,浆液可以不断的重复使用,原纱的上浆重点应该是浆液在纱线内部的渗透,相对于色纱而言,原纱在压浆辊的压力要增加20%以上,才能保证浆液的有效渗透,达到原纱的上浆效果。
色纱的上浆需要考虑的因素有很多,包含着对颜色、荧光、含水、排花等很多因素。相对于原纱上浆来说更加复杂,质量控制要求相对较高。
色纱上浆前必须对每一个待上浆品种的花型、颜色进行分析预控,便于色纱的上浆。色纱上浆的注意事项包含以下几个方面。
(1)防止有色毛羽粘污
白色或浅色品种上浆时必须对经轴进行检查,查看是否染色时有沾污或沾染其它颜色,浆纱必须用新浆,浆纱机各导辊清洁干净,防止经纱上浆时候造成沾污影响面料品质。
(2)防止荧光粘污
对于无荧光色纱上浆,在上浆时必须对纱线荧光进行检查,浆纱时必须换浆用无荧光浆液进行上浆。
(3)防止深色纱线掉毛羽
经向打飞花品种,经向为两色或多色深、浅条子相间,纬向为全白或浅色品种,浆纱时要深、浅色分浆槽浆纱,在上浆时浆槽浓度要提高2%,主压浆力根据情况降低0.5~1 kN,毛羽降低率要≥85%; 色织布浆纱机要配备多浆槽,白坯布1~2个浆槽即可。
(4)防止相近颜色混色
经向有2种及以上颜色相近且不易区分的品种。浆纱前对颜色相近的经纱进行确认,浆纱时根据轴长在颜色相近经纱之间每隔300~500m加1根分绞线,落轴前10m处再加1根分绞线进行区分,有利于穿经分清纱线。
(5) 经向大的条、格色织布要浆纱排花
色纱与原纱上浆相比,经向大的条、格色织布最大特点还在于经纱需要分条并轴再排花。色织经纱上浆的排花工艺是色织生产的独特工艺。在设计时,要注重颜色的区分及分层,便于工人操作,产品质量才有保证。
(6) 色织布增加浆纱预烘
色纱上浆对于经轴染色的品种,因为纱线本身还有一定的水分,浆纱机的辅助预烘要根据纱线含水率的高低来设定辅助预烘烘筒的温度,使烘出纱线的含水率在15%~30%之间,确保上浆合理。色纱整经品种和原纱无此事项。
4 结束语
总之,色纱上浆与原纱上浆,在纱支相同、总经根数一样的情况下,浆料配方可以是一样的,但是在浆槽浓度方面,由于原纱本身原因,原纱上浆的浓度要偏大,上浆率要比色纱高。其它不同点主要是色织布在质量控制方面的注意事项:防止有色毛羽沾污、荧光沾污、防止织造飞花、相近颜色区分、深浅颜色浆纱分层排花、染轴纱线上浆前的预烘控制等。
相比较白坯布来说,色织布上浆需要考虑的因素很多,质量控制较难。因此上浆前需要对待上浆的面料花型、颜色进行分析预控,合理的制定上浆工艺才能保证色织布浆纱质量。
纺织工业一直是我国的传统污染大户。由于国家对印染行业的环保政策、执行标准越来越多,越来越严。对纺织印染企业的节能减排要求越来越高。PVA是纺织印染行业节能减排的重大压力,但是由于PVA的优良性能,无论是色织还是白坯的某些特殊品种,都还需要用一定量的PVA。如何对PVA进行改性使之易生化处理,也是浆料企业未来的研究课题之一。
总之,无论是色织布还是白坯布,浆纱未来的发展将是少上浆、好织布,易退浆、少排放,节能源、易处理的节能环保要求,满足绿色织造,实现可持续发展。
作者简介:鲁泰纺织股份有限公司。
