快速成型技术在《模具制造工艺学》中应用*
2016-01-26张汪年梁伟杰王新海
张汪年,邓 宁,梁伟杰,王新海,康 辉
(九江学院机械与材料工程学院,江西九江 332005)
快速成型技术在《模具制造工艺学》中应用*
张汪年,邓宁,梁伟杰,王新海,康辉
(九江学院机械与材料工程学院,江西九江 332005)
摘要:介绍了快速成型技术(RP)成型原理及其工艺过程,并结合《模具制造工艺学》的实验中应用。快速成型技术是建立在数控技术、计算机技术、激光技术和新材料技术发展起来的一门先进的科学,在新产品开发及模具成型中具有重要应用。
关键词:快速成型,RP技术,数控技术,激光技术
快速成型技术(Rapid Prototyping,简称RP技术)是20世纪80年代迅速发展起来的一种先进制造技术[1],该技术不同于传统加工方法,它结合了计算机技术、数控技术、激光技术以及新材料技术。采用叠加原理,不同于传统的切削就可以制造出任意复杂形状和结构三维零件。
1快速成型技术原理
传统加工方法是采用切削法来加工零件,在加工时,以减小零件的质量和尺寸来达到成型的目的,我们称之为除去法。而快速成型技术采用原理为叠加法,先利用计算机上设计出零件的三维模型图形,经过表面三角化处理,并对图形进行分层处理,得到每一层的二维轮廓信息,再按照这些轮廓信息加工出每一层的图形轮廓,然后把加工好的每一层逐渐进行叠加,最后得到整个三维图形。其加工原理如图1所示。
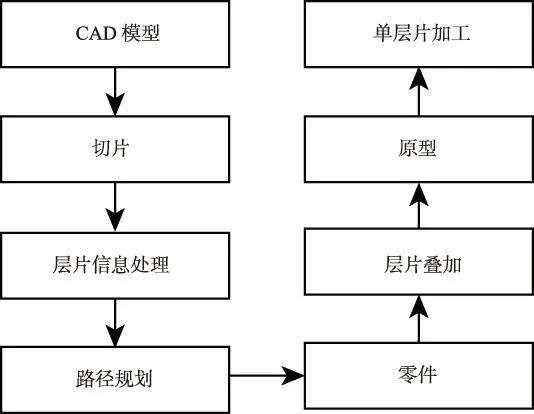
图1 快速成型过程
快速成型按照其过程大致可分为三个步骤:首先是前处理,其次为中处理以及后处理阶段。第一个过程主要是建立CAD模型以及切片过程,中处理阶段主要是层片和层片的叠加过程,也是整个加工过程的关键,相对与其他两个过程,加工时间长,工艺相对复杂。后处理过程是对加工好的零件进行再次修正。
2快速成型工艺
2.1 光固化成型工艺
光固化成型工艺装置如图2所示,工艺设备有树脂槽、升降台、托板、刮板以及激光扫描仪。在加工时,托板距离树脂上表面为一个间距距离,激光扫描仪从左到右扫描一次,使光敏感树脂产生聚合反应,一层加工完成。托板向下运行一个步距,使加工好的层面上覆盖一层液体树脂,激光再扫描一次,使液体树脂固化并和第一层叠加在一起。依次逐渐加工好整个零件。

图2 光固化成型工艺装置
光固化成型法工艺过程简单,易于成型。但加工出来的零件是树脂材料,且环境污染严重。
2.2 叠层实体制造工艺
叠层实体制造工艺法又称薄形材料选择性切割法,装置原理图见图3。它的设备有供纸卷、收纸卷、升降台、热压辊、激光切割仪、计算机等。在加工时,供纸卷供给一层涂有单面热溶胶的纸片到工作台上,激光仪按照计算机给出的信息选择性切割纸片,然后热压辊将切割下来的纸片压在先前加工好的层片上,一层加工完成。升降台下降一个层面,然后从复第一层的过程,直至加工出整个的零件。
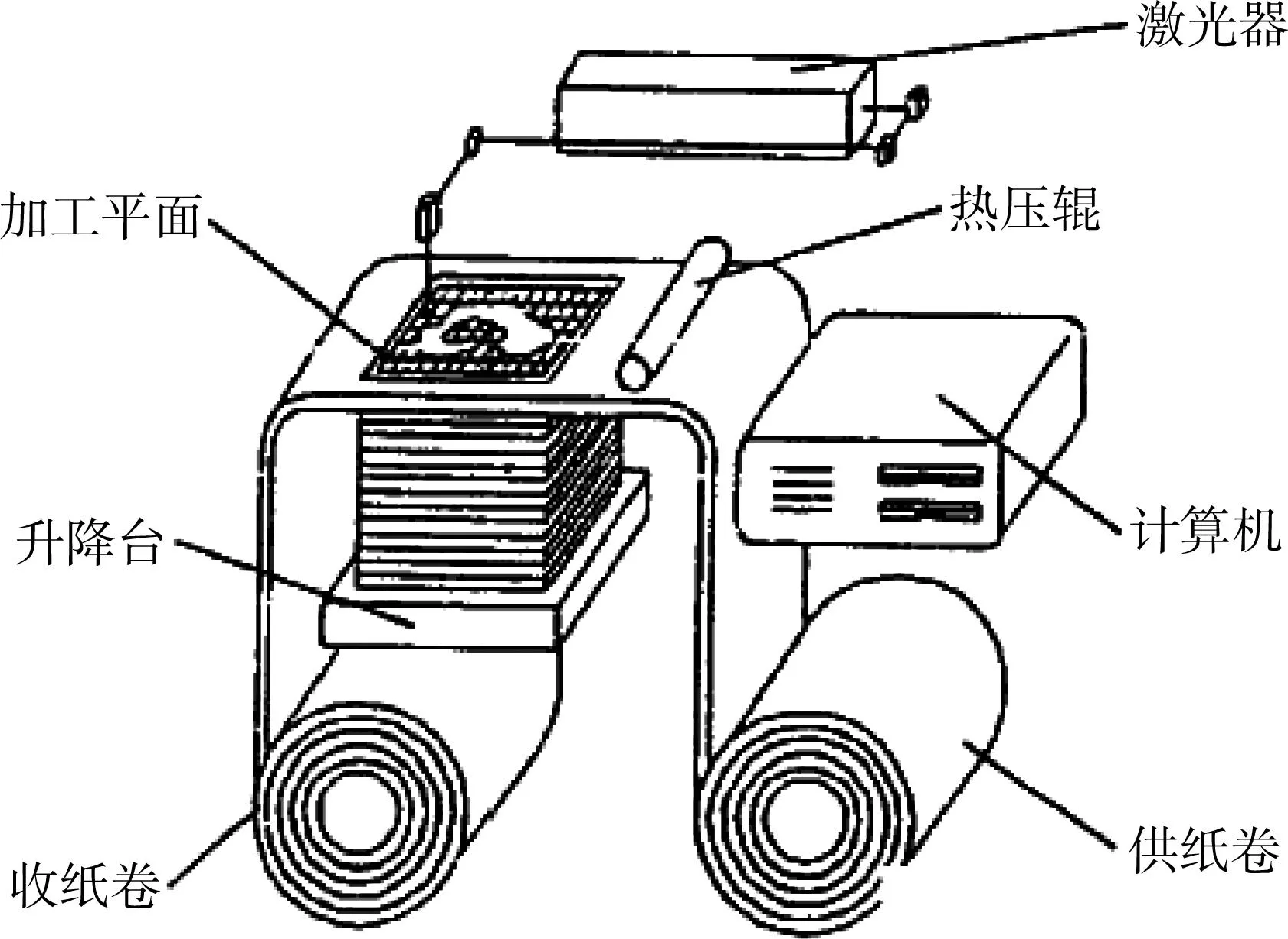
图3 叠层实体制造工艺装置
叠层实体制造工艺过程简单,成本低廉,零件耐腐蚀。但只能制造纸质零件,由于层与层之间是靠热溶胶来连接,所以制造的零件强度低。再制造过程中很容易发生火灾。
2.3 熔融沉积工艺
熔融沉积工艺又称为丝状材料选择性熔覆法。它的制造过程和蛋糕房生产蛋糕相似。原材料为热塑性材料,经供丝机构运送到热喷头中,加热到熔融态。经过热喷头加热挤压成丝状,再按照计算机给出的轮廓,有选择的在工作台上凝固。当一层加工好后,工作台下降一个步距,来加工下一层面。如此叠加,最后形成整个的三维零件。
熔融沉积工艺也只能加工塑性材料,对材料的要求是其熔点很低,但粘度适中,粘度过大不容易挤出。粘度过小,在成型时容易流动,不好控制形状。
2.4 粉末材料选择性激光烧结法
粉末材料选择性激光烧结法是快速成型方法中唯一的可以加工金属材料的方法。其设备有粉末破碎设备、激光扫描仪、保护气体、升降台、铺粉滚筒、喷吐装置等。在加工前,先用破碎设备将要加工的材料破碎成细小的粉末,然后装在喷头中,其中有保护气体防止氧化。经过喷头喷射出去,铺粉滚筒滚压一次,将粉末铺设均匀,然后激光仪按照计算机给出的信息对粉末进行加入,使之达到熔点以上熔化并相互发生黏结,形成一层固体轮廓,未经烧结的粉末仍然以粉末的形态留在原处。第一层加工好后,升降台下降一个步距,再次进行加工下一层,最后得到整个的零件。加工好后还要经过10h左右时间冷却,就可以从粉末中取出零件。原理装置见图4。
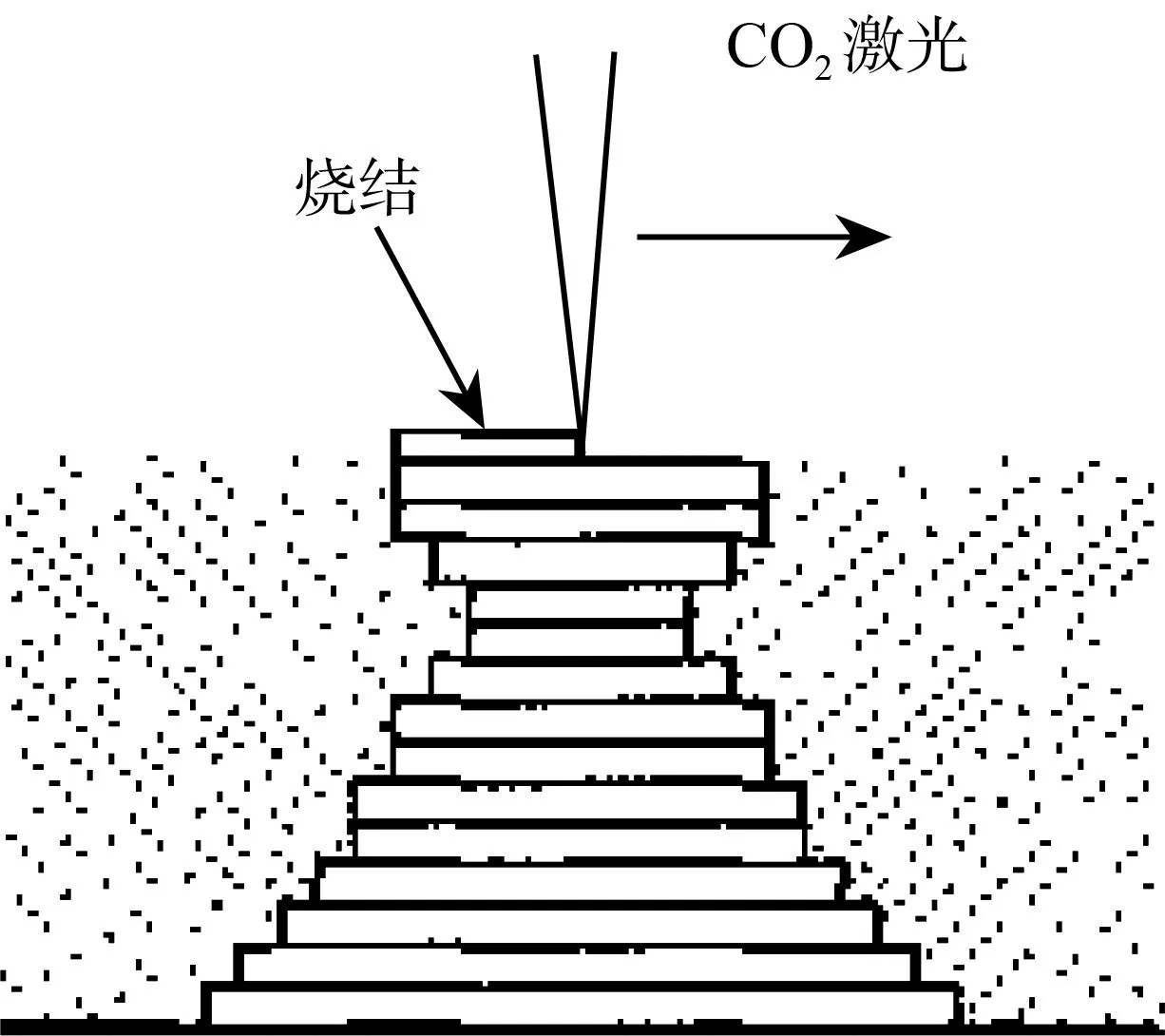
图4 粉末选择性激光烧结原理
粉末材料选择性激光烧结法可以制备金属和塑料零件,该方法相对于传统的切削法不需要考虑金属的高硬度和高强度等缺陷。成型过程简单,但制备粉末难度较大,且加热的温度高,对设备的耐热性提出相应的要求。
3快速成型技术在《模具制造工艺学》中应用
快速成型技术相对与机械加工方法,过程简单,制造成本低廉,节省材料。使之在很多制造行业产生巨大的应用。
《模具制造工艺学》课程复杂,实验内容繁多,且实验设备昂贵,传统的一套模具,价格昂贵,制造周期漫长,且过程复杂,在制造过程中,一旦有一步发生错误,将导致整个零件报废,故在一般的大学由于资金不足,设备有限,很多实验不能进行。如果能把快速成型技术应用到《模具制造工艺学》课程实验中,竟能节约大量的资金问题,又能开辟新的制造方法,对学生的知识面有很大帮助作用。
快速成型技术制造模具一般可分为直接法和间接法。直接制造是直接采用快速成型技术制造模具,可以用光固化成型工艺、叠层实体制造工艺、熔融沉积工艺法来制备塑料模具,也可以利用粉末材料选择性激光烧结法制造金属模具。直接法由于大部分制备的是塑料模具,故使用性差,应用比较少。
到目前为止,基于快速成型技术快速制造模具的方法多为间接法。间接法是利用RP原型间接地翻制模具,其首先利用快速成型技术制造硅橡胶快速模具、电弧喷涂模具、环氧树脂模具等[2]。然后再通过浇注成型得到相应的模具。
4结论
快速成型技术是20世纪才发展起来的一门新的技术,它的特点是快速性、自由性等,使之得到广泛的应用,在机械加工方面,克服了传统切削的浪费材料、难加工等特点,特别是在模具制造方面的应用,屏蔽了传统机械切削法时间长、制造成本高等缺点,对模具制造业的发展开辟新的生产方法。但其寿命短、精度低等缺点导致其不能广泛应用。相信在未来科技发展中,快速成型技术将会克服它的不足,在其制造过程中会得到新的突破,尤其是在模具制造业中产生更大发展,从而得到极大的应用[3]。
参考文献
[1] 刘光富,李爱平.快速成形与快速制模技术[M].上海:同济大学出版社,2004.2.
[2] 王广春,赵国群.快速成型与快速模具制造技术及应用[M].北京:机械工业出版社,2008:34.
[3] 陈贤杰.先进制造技术论文集.北京:机械工业出版社,1996:87.

*基金项目: 九江学院科学技术研究基金(2012KJ06,2012KJ07,2014KJYB020)
Rapid Prototyping Technology and Application in “Die manufacturing technology”
ZHANG Wang-nian,DENG Ning,LIANG Wei-jie,WANG Xin-hai,KANG Hui
(Jiujiang College of Mechanical and Materials Engineering,Jiujiang 332005,Jiangxi,China)
Abstract:This paper introduces the principle and process of rapid prototyping technology(RP),and combined with the “Model instrument system concrete engineering”. Rapid prototyping technology is an advanced science based on digital technology,computer technology,laser technology and new materials technology. It has important applications in new product development and mold molding.
Key words:rapid prototyping,RP technology,digital control,laser technology
中图分类号:TB 331
通讯作者:张汪年,副教授;E-mail:zwn2003@126.com;Tel:15879275911