Minitab软件在新版GMP产品质量回顾分析中的应用
2016-01-21李付武上海赛金生物医药有限公司上海201203
李付武(上海赛金生物医药有限公司 上海 201203)
Minitab软件在新版GMP产品质量回顾分析中的应用
李付武*
(上海赛金生物医药有限公司 上海 201203)
摘 要目的:探讨Minitab软件在新版GMP产品质量回顾分析中的应用意义。方法:以公司某产品的灌装装量为例,收集装量检测数据,运用Minitab软件制作质量控制图,评价过程能力。结果:发现了看似稳定的灌装装量检测过程中的异常,容量法装量检测的数据虽然均在内控标准范围内,但已呈现不良趋势,且过程能力值较低(Cp=1.22,Cpk=1.15);进行调查分析、改进后重量法装量检测的数据过程能力值增加(Cp=1.63,Cpk=1.50);结论:基于Minitab质量控制图及过程能力分析是提高药品生产稳定性和保证药品高质量的好方法,是制药企业在实施GMP过程中进行产品质量回顾的有效工具,Minitab软件在新版GMP产品质量回顾分析中的应用是科学和有效的,分析结果可用于指导生产操作。
关键词Minitab软件 过程能力指数 正态性检验 质量控制图 药品生产质量管理规范
Application of Minitab software in the product quality review under the new GMP
LI Fuwu*
(Shanghai Celgen Bio-pharmaceutical Co. Ltd., Shanghai 201203, China )
ABSTRACTObjective: To investigate the application of Minitab software in the product quality reviews. Methods: Taking a product filling device in a company as an example, the device detection data were collected and quality control charts were made using Minitab software, and the process capability was evaluated and the process stability was analyzed. Results: The abnormality in the process which seemed to be stable was found. Although timely volumetric loading test data were located in the internal standard range, there had a negative trend and the process capability was lower (Cp=1.22, Cpk=1.15). The process ability of the data based on weight loading value detection was increased after investigation, analysis and improvement (Cp=1.63, Cpk=1.50). Conclusion: The quality control chart based on Minitab analysis and the process capacity are a good way to improve the stability of drug production and to ensure the high quality of drugs and an effective tool as well for the pharmaceutical enterprises to perform the product quality review in the process of GMP implementation. Application of Minitab software in the new version of the GMP product quality review analysis is scientific and effective, and the results of the analysis can be used to guide the production operation.
KEY WORDSMinitab software; process capability index; process capability index; test of normality; quality control chart; good manufacturing practice for pharmaceutical products
1 Minitab 软件与产品质量回顾
Minitab是一款统计技术数据处理软件,1972年诞生于美国宾夕法尼亚大学统计系,它可以快捷地制作质量控制图对数据进行分析并及时发现过程中的异常,实现对生产过程的有效监控。 马逢时等[1]指出,质量控制图由美国Shewhart博士在1924年首次提出,他认为各种质量特性值的波动可分为偶然波动和异常波动,偶然波动在生产过程中一直存在,是不可避免的;异常波动是外界原因引起的,需重点关注。应用质量控制图能及时发现异常波动,排除产生异常波动的原因,达到只存在偶然波动而没有异常波动的状态,即为稳态。过程处于稳定状态时产品质量才能更好地受控。
产品质量回顾是企业针对一系列的生产和质量相关数据的回顾分析,以评价产品工艺的一致性,及相关物料和产品质量标准的适用性,以对其趋势进行识别并对
不良趋势进行控制,从而确保产品工艺稳定可靠,符合质量标准的要求,并为持续改进产品质量提供依据。我公司每年运用Minitab软件等统计工具对生产的药品开展质量回顾分析,以确认在现行的生产工艺和控制方法条件下生产出的产品的安全性、有效性及质量符合规定水平。
2 产品质量回顾中的数据类型
我公司质量回顾分析收集的数据来源主要与药品生产质量有关,一般可分为离散型数据和连续型数据,而应用Minitab软件分析的主要为连续型数据,分析的目的是为了发现不良趋势,评价产品质量和生产工艺的稳定性。
3 方法与结果
以我公司产品灌装生产时关键工艺指标“灌装装量”为例阐述应用Minitab软件进行质量分析评价。灌装时装量如果控制不稳定,不利于临床的准确用药,且无法保证药效,对于一些特殊疾病的临界用药,甚至可能危及生命。通过实施统计过程控制,用数据讲话替代以往仅凭最终检验自以为生产过程稳定的看法,更科学合理,可规避或应对质量风险,使决策与管理行为由“经验驱动”向“数据驱动”转变,以便做到更加客观地对药品生产过程的稳定性进行分析和评价。
3.1 收集数据
开始时,灌装生产装量检测方法采用的是传统的容量法,即用经过计量合格的移液枪直接抽取药液,然后目测其体积,收集某批灌装装量数据,每10~15 min记录1次,装量控制标准(1.1±0.033)ml,汇总统计见表1。
3.2 独立性分析
容量法装量检测数据应用Minitab软件“游程检验”的P值为0.056,大于0.05,说明检测数据具有独立性。
3.3 数据正态性检验
容量法装量检测数据应用Minitab软件“正态性检验”的P值从图1可知为0.417,大于0.05,即容量法装量检测数据为正态分布,下一步可以使用质量控制图进行过程稳定性分析。

表1 容量法灌装装量(ml)

图1 容量法装量的正态检验图
3.4 过程稳定性分析评价
数据通过正态检验后,运用Minitab软件制作质量控制图,应用判异准则来判断异常,以便发现不良趋势[2];同时,通过计算能力指数可判断过程的稳定性,评价工艺控制水平,并可通过能力指数(Cp和Cpk)的比较,分析过程潜在的问题,也可以客观地反映工艺的加工能力[3]。
3.5 判断标准
统计控制理论根据Cp大小,一般将其分为5级[4](表2)。
4 结果分析
4.1 利用箱线图分析数据分布规律
应用Minitab软件制作“箱线图”(图2),从图2可知中位线偏上部,需要采取措施缩小波动范围。

表2 过程能力等级评价标准[5]
图2 容量法装量的箱线图
4.2 统计过程控制分析
统计过程控制主要解决两个基本问题[6]:首先判断过程运行状态是否稳定,主要利用质量控制图测定;其次判断过程能力是否充分,主要通过过程能力来分析。
4.2.1 制作质量控制图
应用Minitab软件制作“质量控制图”(图3),从图3可知以3σ为标准(UCL=1.125 22,LCL=1.071 08),32个样本在标准范围内,1个超过3个标准差。
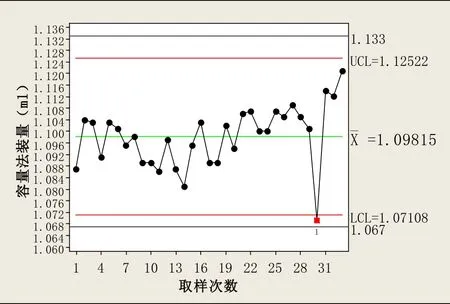
图3 容量法装量的质量控制图
4.2.2 数据异常性分析
检验点30的容量法装量检测数据为1.069 ml,低于LCL(1.071 08 ml),为异常数据,需进一步进行离群值的判定。离群值的判定方法,在年度质量回顾中推荐使用格拉布斯法来剔除异常值,其判别步骤如下。
(1) 计算平均值和标准差 容量法装量检测数据的平均值为1.098 ml,标准差为0.010 5。
(2) 计算偏离值 计算平均值与可疑异常数据之差,结果为0.029。(3) 计算Gn值 Gn=偏离值/标准差,结果为2.787。(4) 定检出水平α 推荐在年度质量回顾中通常定检出水平a=0.01,那么置信概率P=1-α=0.99。
(5) 查阅格拉布斯表获得临界值 临界值GP(n)与两个参数有关:检出水平α(与置信概率P有关)和测量次数n(与自由度f有关)。根据选定的P值(此处为0.99)和测量次数n(此处为33),查阅格拉布斯表,横竖相交得临界值G99(33)=3.150。
(6) 判断是否为异常值 比较计算值Gn和临界值G99(33):Gn=2.787,G99(33)=3.150,Gn<G99(33)。
因为Gn<G99(33),可以判断测量值1.069 ml为非异常值,不允许将它从33个测量数据中剔除。
4.3 过程能力分析
应用Minitab软件制作“过程能力分析六合一图”(图4),从图4可知,容量法装量检测数据正态概率图P值为0.417,大于0.05,数据呈正态分布;容量法装量检测数据的过程能力指标Cp为1.22,Cpk为1.15,由表2可知容量法检测过程能力较差,表示技术管理能力勉强,灌装过程可能出现较多的不良,应尽可能分析出可能的原因,避免造成更大的损失,并采取措施提升其过程能力。
4.4 原因分析及改进措施
影响产品装量的因素通常可以归结为人员、机器、物料、方法、环境几个方面。经过原因排查,在人员、机器、物料、环境稳定未发生变化的情况下,影响灌装机装量的因素主要取决于装量的检查方法,装量检测常见有容量法和重量法,文献[7-9]对以上2种装量检测方法利弊进行了分析和比较,我们本次装量检测采用的是传统的容量法,该方法存在着一些不足,如肉眼目测差异大;装量检测抽样过程易产生泡沫而影响检测结果;一次性移液器计量误差;抽取药液时易对洁净区环境造成污染。
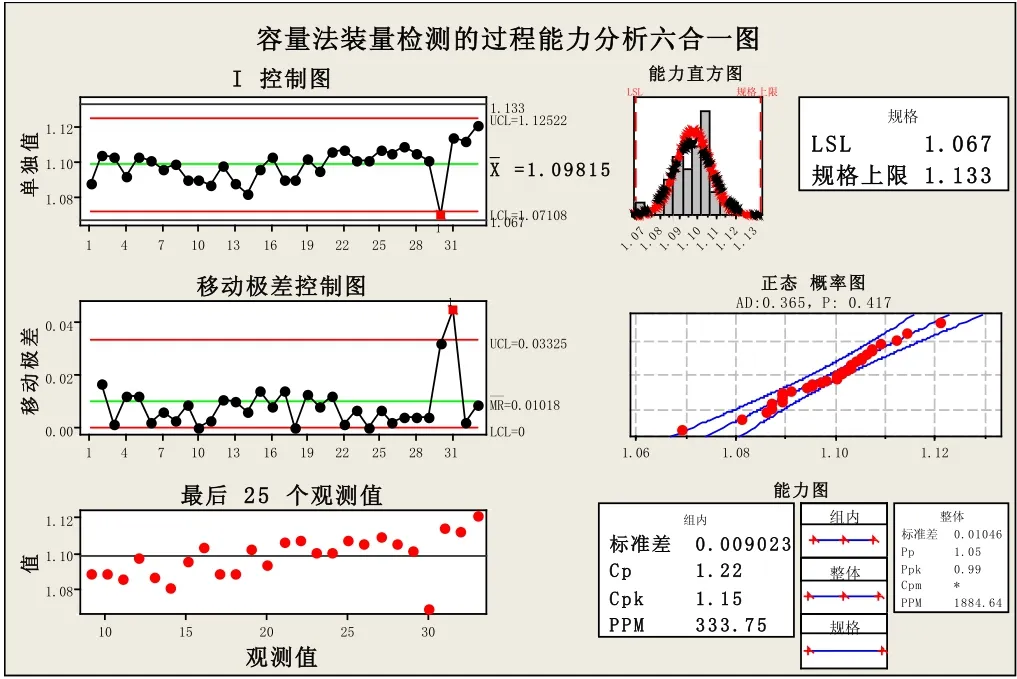
图4 容量法装量检测的过程能力分析六合一图
针对以上容量法存在的问题,我们改为采用重量法,即用分析天平称重。
5 改进装量检测方法后的结果分析
5.1 收集数据
收集某批重量法灌装装量数据,每10~15 min记录1次,装量控制标准1.067~1.133 g(表3)。
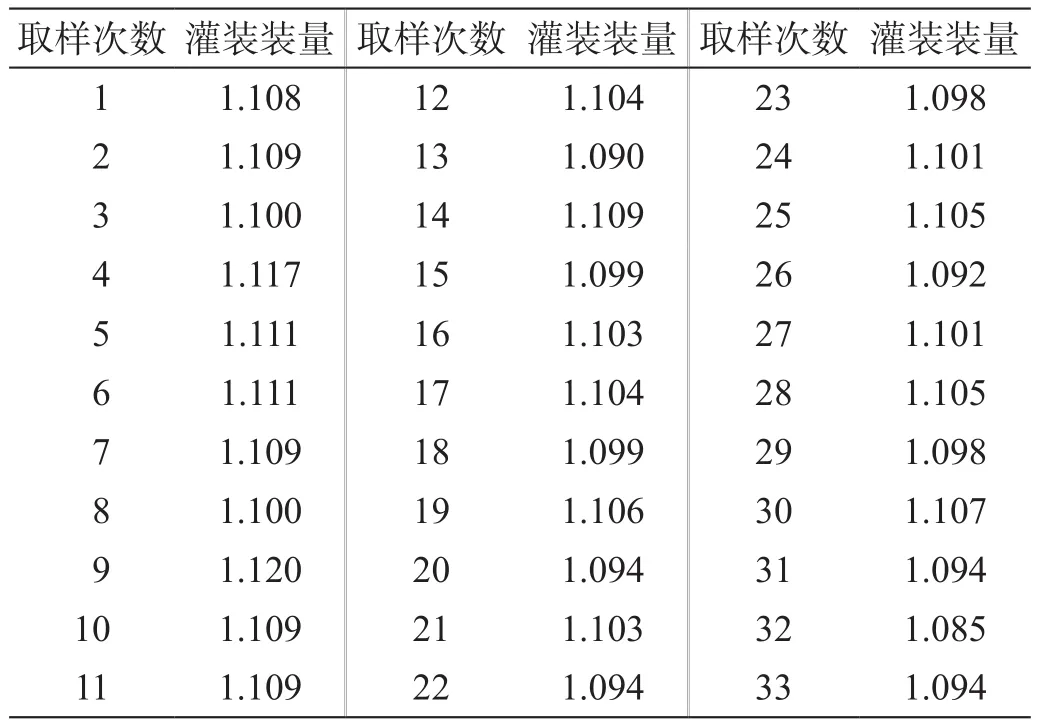
表3 重量法灌装装量(g)
5.2 独立性分析
重量法装量用Minitab软件游程检验的P值为0.347,大于0.05,说明数据具有独立性。
5.3 结果分析
5.3.1 利用箱线图分析数据分布规律
从箱线图可知(图5),中位线在中间位置,表示灌装装量数据平稳可控,应继续维持。
图5 装量净重的箱线图
5.3.2 过程能力分析
从重量法装量的过程能力分析六合一图可知(图6),重量法装量检测数据正态概率图P值为0.702,大于0.05,数据呈正态分布;重量法装量检测数据均值和标准差均在控制图上下限范围内,未发现超标数据,说明生产过程无异常,灌装装量平稳可控;重量法装量检测的过程能力指标Cp为1.63,Cpk为1.50,由表2可知其过程能力充分,表示技术管理能力很好,应继续维持。

图6 重量法装量的过程能力分析六合一图
6 讨论
药品年度质量回顾是对药品质量的年度总结,合理应用Minitab软件用于质量回顾,能更及时准确地发现不良趋势。本研究中容量法装量检测的数据虽然均在内控标准范围内,检验结果均合格,但应用Minitab软件统计分析发现已呈现不良趋势,且过程能力值较低(Cp=1.22,Cpk=1.15),并非理想状态;进行调查分析、改进后的重量法装量检测的数据过程能力值增加
(Cp=1.63,Cpk=1.50);同时,本研究也证明了仅靠最终检验是远远不够的,产品检验合格并不代表质量优异,只有对生产全过程进行监控,及时纠正并预防不良状态的再次发生,才能真正地保证产品质量[10]。综上所述,Minitab软件在质量回顾中灌装装量检测的应用是科学和有效的,分析结果可用于指导生产操作的,可以为优化生产工艺、提高生产效率提供参考。
参考文献
[1] 马逢时, 周暐, 刘传冰. 六西格码管理统计指南[M]. 北京:中国人民大学出版社, 2011: 368-399.
[2] 王春涛, 唐静, 陈伟. Minitab软件在药品生产质量控制中的应用[J]. 中国执业药师, 2012, 9(11): 42-46.
[3] Gitlowa HS, Oppenheim AJ, Oppenheim R, 等. 质量管理[M]. 张杰, 译. 北京: 机械工业出版社, 2008: 277-278.
[4] 张公绪, 孙静. 新编质量管理学[M]. 北京: 高等教育出版社, 1997.
[5] 福荣. 现代质量管理学[M]. 北京: 机械工业出版社, 2004.
[6] 邵永清, 施瑾, 徐华, 等. Minitab软件在润滑液浓度数据统计分析中的应用[J]. 金属制品, 2013, 39(6): 60-70.
[7] 刘春栋. 最低装量检查法改进的探讨[J]. 中国药房, 2006, 17(1): 56-57.
[8] 柳淑馨, 蔡卫家, 侯玉嵩. 相对密度-重量法准确测定小容量注射剂的装量[J]. 吉林医学, 2009, 30(18): 2210-2211.
[9] 张春丽, 刘中丽, 李竞, 等. 重量法控制液体制剂装量的初步研究[J]. 中国医药工业杂志, 2012, 43(8): 700-702.
[10] 张贻昌, 赵建东, 曹正国. 统计过程控制在药品生产质量管理中的重要性[J]. 中国药业, 2010, 19(8): 5.
收稿日期:(2014-09-04)
作者简介:*李付武(1983-),男,工程师、执业药师,从事质量管理。E-mail:fuwulee@126.com。
文章编号:1006-1533(2015)03-0076-05
文献标识码:A
中图分类号:TQ460.63