南屯煤矿选煤厂动筛系统改造实践
2016-01-19孙海滔
孙海滔
(1.中煤科工集团唐山研究院有限公司,河北 唐山 063012; 2.河北省煤炭洗选工程技术研究中心,河北 唐山 063012)
南屯煤矿选煤厂是隶属于兖州煤业股份有限公司的一座矿井型炼焦煤选煤厂,于1989年建成,设计入选能力为1.80 Mt/a,经过多次改造后,现核定实际入选能力为3.00 Mt/a。南屯煤矿煤种属气肥煤,具有低灰、低硫、高发热量的优点,是优质的动力煤和炼焦配煤,目前主要产品为二号精煤,也可生产动力煤。选煤生产采用单一的跳汰混合入选工艺,煤泥经沉降离心机回收粗煤泥后,由压滤机回收细煤泥,其供科澳电厂使用[1]。
该选煤厂动筛系统于1999年建成,投入运行时间较长,虽经过多次改造,但矸石带煤量始终维持在3%~5%之间,并且在生产中经常出现排矸轮卡、阻现象,从而影响正常生产。同时,由于动筛系统缺少煤泥处理环节,含有粗颗粒的煤泥被直接打入压滤车间事故沉淀池,不但造成煤泥量增加,而且导致精煤损失严重,也给洗水管理带来很大压力。因此,如何对动筛系统进行改造,以满足目前的生产需要,成为南屯煤矿选煤厂面临的一大课题。
1 动筛系统存在的问题
(1)动筛系统洗煤用水给生产系统造成压力。由于动筛系统没有设置粗煤泥回收环节,生产中将含有粗煤泥的煤泥水打入压滤车间事故沉淀池处理,导致全厂洗水混乱,洗水“涨肚”跑水现象经常发生,给选煤生产管理带来很大的难度。
(2) 动筛系统矸石带煤量较大。在实际生产中,矸石产品中<1.80 g/cm3密度级含量长期维持在3%~5%之间。动筛跳汰机采用排矸轮式排料方式,对矸石带煤及块煤质量的反应比较滞后,因而不利于实现排料控制及床层的稳定,且排矸轮经常发生卡阻,影响选煤厂的稳定生产和产品质量。
(3)人工目测控制液面方式制约了跳汰机的分选性能。跳汰机原设计采用人工目测控制分选液面,因而水位控制效果不佳,从而制约了跳汰机的分选性能:水位过低,则达不到分选要求,造成块煤流失;水位过高,则会造成跳汰机溢流大,致使下道工序的振动筛和斗提机跑水。
2 动筛系统改造
2.1 工艺改造
基于现有工艺,根据现场生产实际,对动筛系统工艺进行完善[2]:
(1)改造动筛系统末煤分级筛,将筛板筛缝由1 mm改为0.5 mm,并在系统中增设减压水箱,使原煤车间卫生废水与动筛系统煤泥水经减压水箱进入分级筛,以回收其中>0.5 mm粒级物料,并将之掺入混煤产品;末煤分级筛筛下水则用作动筛系统生产用水,从而实现了动筛系统用水的内部循环,而不再使用污水处理厂的净化水。
(2)整合改造动筛系统煤泥水管路,使多余的煤泥水直接进入压滤系统浓缩池,>0.5 mm粒级细煤泥由压滤机回收,不再排入压滤沉淀池,从而解决了沉淀池污染的问题,溢流经沉淀池缓冲后返回使用。
南屯煤矿选煤厂改造后的动筛系统工艺流程如图1所示。
2.2 动筛跳汰机改造
动筛跳汰机的改造主要从排料控制和液位的自动控制两个方面进行:
(1)增设可调排料闸板。原动筛跳汰机的矸石排料系统无排料闸板,因此床层受原料煤中矸石含量的影响较大,易造成块煤损失。为此,在动筛跳汰机排料口位置增设可调节的排料闸板(图2),以保证床层厚度的稳定,从而减少矸石带煤量,提高设备对煤质的适应性[3-5]。
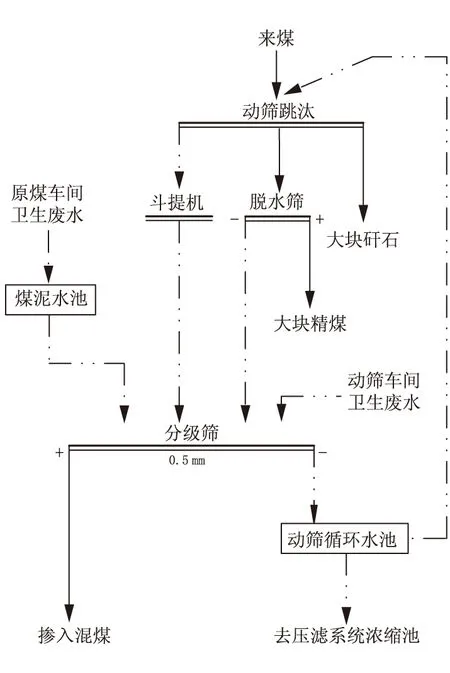
图1 改造后的动筛系统工艺流程
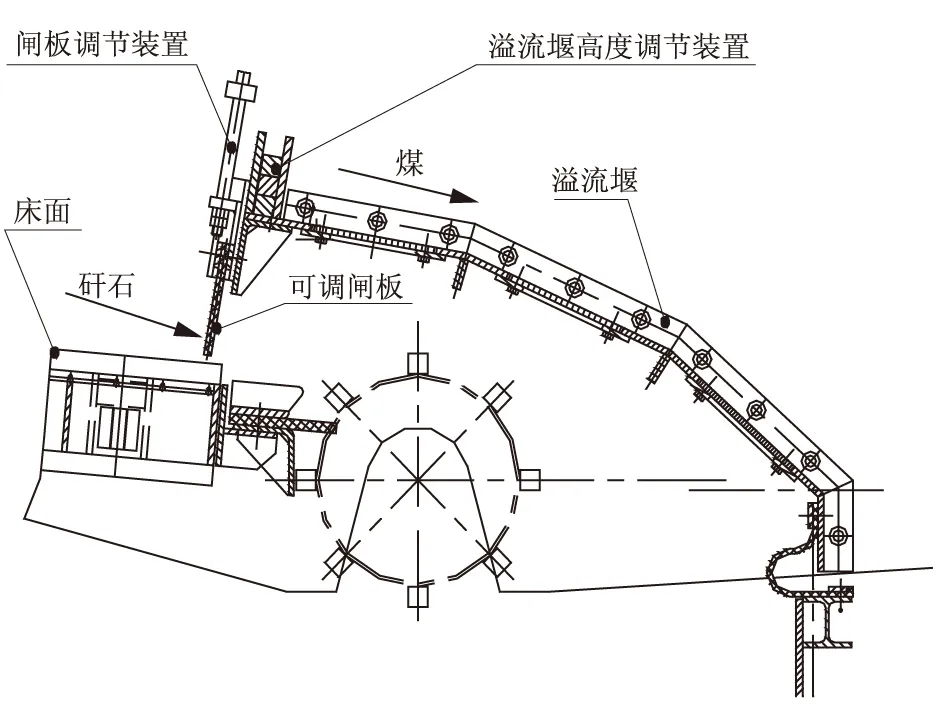
图2 改造后的动筛跳汰机排料系统
(2)增设床层液位检测装置,实现液面水位自动控制[6-7]。保证足够的液位,是跳汰机实现按密度分选的前提条件。所用动筛跳汰机原设计液位是由人工手动控制补给水,无法保证液位时刻满足分选需要,经过充分研究跳汰机性能后,在跳汰机箱体、循环水池及楼顶缓冲水池各安装液位仪一组,用以实现液面自动检测和控制,控制循环水箱自动补偿,并将电气控制系统与跳汰机PLC控制柜衔接,以实现跳汰机给排水自动控制,保证跳汰机分选[8-9]。在动筛跳汰机主泵站增设一组液压控制阀组,控制动筛跳汰机给水、斗式提升机排水。系统液位自动控制流程如图3所示。
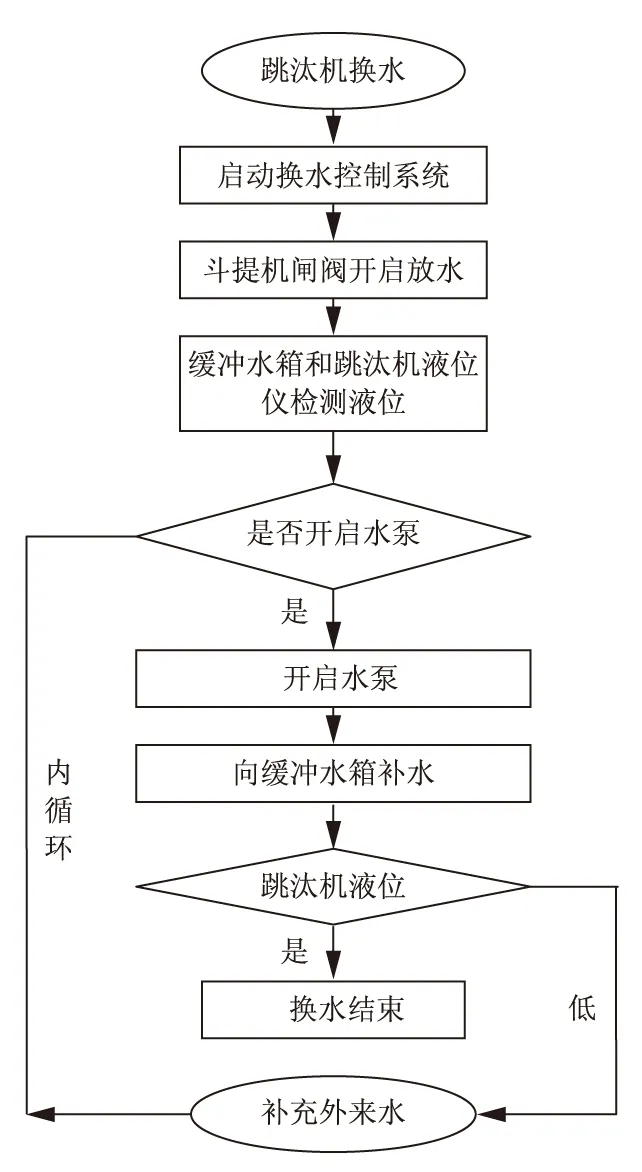
图3 动筛跳汰机液位自动控制流程图
3 改造效果
(1)改造后,动筛系统实现了供水内部循环,解决了动筛生产用水紧张而制约生产的问题,且不再使用污水处理厂的净化水,实现了选煤厂煤泥水处理系统的闭路循环。
(2)改造后,动筛系统中去压滤系统处理的煤泥中>0.5 mm粒级产率由13.17%降低为3.01%,灰分由22.04%提高为26.69%,不仅降低了煤泥产率,还减少了精煤损失,且回收的部分粗煤泥可以掺入混煤,达到了提质增效的目的。
(3)动筛跳汰机的液位实现了自动控制,床层厚度得以稳定,保证了产品质量;跳汰机分选效果得到提高,矸石带煤量可控制在3%以下,块煤损失降低。
(4)改造完成后,按照矸石中<1.80 g/cm3密度级含量降低1个百分点计算,每年可增加块精煤产量0.15万t;每年还可减少煤泥总量1万t左右,煤泥、混煤价格分别按照200、500元/t计算,则可增加经济效益300元/t。两项累计后,每年可创造经济效益400万元以上。
[1] 杨正轲,赵瑞飞,王东才. 南屯煤矿选煤厂生产工艺技术改造[J]. 金属矿山,2011(6):300-304.
[2] 张玉喜,吴立军. 粗煤泥回收工艺改造的研究与实践[J]. 华北科技学院学报,2002(3):11-13.
[3] 谢广元. 选矿学[M]. 徐州:中国矿业大学出版社,2001.
[4] 崔向东. 动筛跳汰机在选煤过程中的应用[J]. 煤炭技术,2013(4):111-113.
[5] 吴国平. 动筛跳汰机在白岩选煤厂的应用[J]. 煤炭技术,2014(8):330-332.
[6] 魏树海,郭 德. 浅析动筛跳汰机的不足和今后的发展方向[J]. 能源与节能,2013(4):93-94.
[7] 符福存,闫钦运,郭 勇. 动筛跳汰机分选系统的优化[J]. 煤炭加工与综合利用,2012(1):25-26.
[8] 杨 康. 跳汰选煤技术与设备的发展[J]. 选煤技术,2003(6):14-19.
[9] 邓晓阳,周少雷,解京选,等.选煤厂机械设备安装使用与维护[M]. 徐州:中国矿业大学出版社,2002.
